Download as pdf or txt
You might also like
- The ALLTEL Pavilion Case - Strategy and CVP Analysis PDFDocument7 pagesThe ALLTEL Pavilion Case - Strategy and CVP Analysis PDFPritam Kumar NayakNo ratings yet
- Northwest NewsprintDocument22 pagesNorthwest NewsprintSamantha HazellNo ratings yet
- Week 5 Balancing Process Capacity Simulation Slides Challenge1 and Challenge 2 HHv2Document23 pagesWeek 5 Balancing Process Capacity Simulation Slides Challenge1 and Challenge 2 HHv2Mariam AlraeesiNo ratings yet
- Managing Growth atDocument4 pagesManaging Growth atRohan Raj MishraNo ratings yet
- Financial Analysis Homework Week 8Document15 pagesFinancial Analysis Homework Week 8effulgentflameNo ratings yet
- Northwest NewsprintDocument6 pagesNorthwest NewsprintSamantha HazellNo ratings yet
- Sun Brewing Case ExhibitsDocument26 pagesSun Brewing Case ExhibitsShshankNo ratings yet
- Zipcar - Refining The Business Model, Spreadsheet Supplement - XLS342-XLS-ENGDocument12 pagesZipcar - Refining The Business Model, Spreadsheet Supplement - XLS342-XLS-ENGDavid MuñozNo ratings yet
- Secure NowDocument14 pagesSecure NowAshutosh DashNo ratings yet
- Erie Steel Case Presentation: Decision Making With AnalyticsDocument4 pagesErie Steel Case Presentation: Decision Making With AnalyticsFiyinfoluwa OyewoNo ratings yet
- BerkshireDocument12 pagesBerkshireShubhangi SatputeNo ratings yet
- Student SpreadsheetDocument14 pagesStudent SpreadsheetPriyanka Agarwal0% (1)
- Colorscope 1Document6 pagesColorscope 1Andrew NeuberNo ratings yet
- Store 24 ABDocument15 pagesStore 24 ABNikhil Jayan0% (2)
- Northwest NewsprintDocument6 pagesNorthwest NewsprintSamantha Hazell100% (1)
- Northwest Newsprint Case Report Karthick Raj S 1913050Document15 pagesNorthwest Newsprint Case Report Karthick Raj S 1913050BharaniNo ratings yet
- Fashion - Point SolutionDocument4 pagesFashion - Point SolutionMuhammad JunaidNo ratings yet
- Cafe Monte BiancoDocument21 pagesCafe Monte BiancoWilliam Torrez OrozcoNo ratings yet
- Wilkerson Company Case Numerical Approach SolutionDocument3 pagesWilkerson Company Case Numerical Approach SolutionAbdul Rauf JamroNo ratings yet
- Group 7 - Excel - Destin BrassDocument9 pagesGroup 7 - Excel - Destin BrassSaumya SahaNo ratings yet
- Baldwin Bicycle CaseDocument10 pagesBaldwin Bicycle CaseDhurjati Majumdar100% (1)
- Section E - Group 1 - RegionFly CaseDocument6 pagesSection E - Group 1 - RegionFly CaseAshish VijayaratnaNo ratings yet
- Idwest ICE Cream Company: A Case StudyDocument10 pagesIdwest ICE Cream Company: A Case StudyDixie Diana Viquiera FernandezNo ratings yet
- Vaibhav Maheshwari Merrimack Tractors 2011pgp926Document3 pagesVaibhav Maheshwari Merrimack Tractors 2011pgp926studvabzNo ratings yet
- MA Session 5 PDFDocument35 pagesMA Session 5 PDFArkaprabha GhoshNo ratings yet
- Beta Management Company r2Document17 pagesBeta Management Company r2Yash AgarwalNo ratings yet
- Polar SportsDocument9 pagesPolar SportsAbhishek RawatNo ratings yet
- Case Study Beta Management Company: Raman Dhiman Indian Institute of Management (Iim), ShillongDocument8 pagesCase Study Beta Management Company: Raman Dhiman Indian Institute of Management (Iim), ShillongFabián Fuentes100% (1)
- Solutions Balancing Process Capacity Simulation Challenge 1 and Challange 2Document29 pagesSolutions Balancing Process Capacity Simulation Challenge 1 and Challange 2Mariam AlraeesiNo ratings yet
- Hospital SupplyDocument3 pagesHospital SupplyKate BurgosNo ratings yet
- Case Background: - Mrs. Santha - Owner Small Assembly Shop - Production Line ADocument12 pagesCase Background: - Mrs. Santha - Owner Small Assembly Shop - Production Line AAbhishek KumarNo ratings yet
- Baldwin Bicycle CompanyDocument19 pagesBaldwin Bicycle CompanyMannu83No ratings yet
- Colorscope IncDocument14 pagesColorscope IncShashi ShekharNo ratings yet
- Riskman SectionD Group3 Case2Document8 pagesRiskman SectionD Group3 Case2subhrajyoti_mandal100% (1)
- Chemalite Cash Flow StatementDocument2 pagesChemalite Cash Flow Statementrishika rshNo ratings yet
- Baldwin BicyclesDocument15 pagesBaldwin BicyclesAtul Hegadepatil100% (1)
- A Case Analysis: Baldwin Bicycle CompanyDocument12 pagesA Case Analysis: Baldwin Bicycle CompanySamrat KaushikNo ratings yet
- Baldwin Case Analysis - Kanupriya ChaudharyDocument4 pagesBaldwin Case Analysis - Kanupriya ChaudharyKanupriya ChaudharyNo ratings yet
- JHT Case ExcelDocument4 pagesJHT Case Excelanup akasheNo ratings yet
- Metropolitan Research Inc.Document2 pagesMetropolitan Research Inc.Ramneek SinghNo ratings yet
- Baldwin Bicycle Company - Group8Document8 pagesBaldwin Bicycle Company - Group8Satyendra ShuklaNo ratings yet
- Mercury Athletic FootwearDocument4 pagesMercury Athletic FootwearAbhishek KumarNo ratings yet
- 1233 NeheteKushal BAV Assignment1Document12 pages1233 NeheteKushal BAV Assignment1Anjali BhatiaNo ratings yet
- Berkshire Toy Case - Calculation Groupe 4 18 FevDocument9 pagesBerkshire Toy Case - Calculation Groupe 4 18 FevchandrakumaranNo ratings yet
- Operations Management-II Case - Megacard CorporationDocument7 pagesOperations Management-II Case - Megacard CorporationDikshma PaulNo ratings yet
- Garanti Payment Systems:: Digital Transformation StrategyDocument12 pagesGaranti Payment Systems:: Digital Transformation StrategySwarnajit SahaNo ratings yet
- Avalanche Corporation - EXAM - With Production ProcessDocument18 pagesAvalanche Corporation - EXAM - With Production ProcessawsNo ratings yet
- SCM - Session 4 Midwest Office ProductsDocument2 pagesSCM - Session 4 Midwest Office ProductsAbhishek MalhotraNo ratings yet
- Chap 018Document25 pagesChap 018Neetu RajaramanNo ratings yet
- Colorscope IncDocument1 pageColorscope IncsanNo ratings yet
- Decision Models and Optimization: Indian School of Business Assignment 4Document8 pagesDecision Models and Optimization: Indian School of Business Assignment 4NANo ratings yet
- Titanium Dioxide and Super Project Prof. Joshy JacobDocument3 pagesTitanium Dioxide and Super Project Prof. Joshy JacobSIDDHARTH SINGHNo ratings yet
- Dan ShuiDocument12 pagesDan ShuiSai KiranNo ratings yet
- StrykerDocument10 pagesStrykerVeer SahaniNo ratings yet
- Applichemcase Group 5 - PresentationDocument20 pagesApplichemcase Group 5 - Presentationnick najitoNo ratings yet
- ACC 309 Final Project Student WorkbookDocument46 pagesACC 309 Final Project Student Workbooknick george100% (1)
- Johnson Beverage Inc PresentationDocument20 pagesJohnson Beverage Inc PresentationShouib MehreyarNo ratings yet
- Mercury AthleticDocument9 pagesMercury AthleticfutyNo ratings yet
- Gentle Electric Company AssignmentDocument2 pagesGentle Electric Company AssignmentSakshi ShardaNo ratings yet
- Case Analysis On Huron Automotive CompanyDocument12 pagesCase Analysis On Huron Automotive CompanyAce ConcepcionNo ratings yet
- Group 1 Urban Water Partners Case SolutionsDocument6 pagesGroup 1 Urban Water Partners Case Solutionsvikaka4788100% (1)
- Pakistan Economic Survey - 2020-21Document19 pagesPakistan Economic Survey - 2020-21ZeeshanNo ratings yet
- SolutionDocument8 pagesSolutionArslanNo ratings yet
- Oleh:: Jutawan Dua LogamDocument42 pagesOleh:: Jutawan Dua LogamMustaffa Bin HashimNo ratings yet
- Unit 8TH 1aDocument12 pagesUnit 8TH 1aOscar Daniel Hernández OlveraNo ratings yet
- Full Chapter Mathematics of Finance An Intuitive Introduction Undergraduate Texts in Mathematics Saari PDFDocument53 pagesFull Chapter Mathematics of Finance An Intuitive Introduction Undergraduate Texts in Mathematics Saari PDFpatricia.lovejoy850100% (6)
- Penny Candy?: Whatever HappenedDocument82 pagesPenny Candy?: Whatever HappenedcocoNo ratings yet
- TANAPatrika August 2022Document64 pagesTANAPatrika August 2022anushaNo ratings yet
- Introduction To Theory of Factor Pricing or Theory of DistributionDocument10 pagesIntroduction To Theory of Factor Pricing or Theory of DistributionCorolla SedanNo ratings yet
- Indian FinalDocument65 pagesIndian Final04 Sourabh BaraleNo ratings yet
- Hayashi chp3Document57 pagesHayashi chp3Jargalmaa ErdenemandakhNo ratings yet
- Family Leadership Succession and Firm Performance: The Moderating Effect of Tacit Idiosyncratic Firm KnowledgeDocument9 pagesFamily Leadership Succession and Firm Performance: The Moderating Effect of Tacit Idiosyncratic Firm KnowledgeJorge Ivan Villada LizarazoNo ratings yet
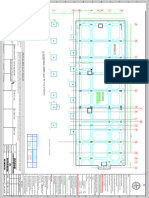
- Raft Slab LayoutDocument1 pageRaft Slab LayoutDINESH M.NNo ratings yet
- Fileupload 1381940945Document8 pagesFileupload 1381940945Cim HanoiNo ratings yet
- IMF and World BankDocument2 pagesIMF and World BankMinh HàNo ratings yet
- Pokomo Vernacular Paper - SubmittedDocument21 pagesPokomo Vernacular Paper - SubmittedNewton GacheruNo ratings yet
- Chap 4.3 Intertemporal Price DiscriminationDocument2 pagesChap 4.3 Intertemporal Price DiscriminationHiền Trang LêNo ratings yet
- Miller Syllabus 204-004 FA18-2Document6 pagesMiller Syllabus 204-004 FA18-2Hotdogie5684No ratings yet
- Chai Pe CharchaDocument2 pagesChai Pe CharchaAKshayNo ratings yet
- MONITORING AND EVALUATION FOR RESULTS - PSNP Presentation - For Woreda-AdamaDocument47 pagesMONITORING AND EVALUATION FOR RESULTS - PSNP Presentation - For Woreda-AdamaDDE1964100% (1)
- Sa20086 Chiow Zhao Ying - Assignment 6Document5 pagesSa20086 Chiow Zhao Ying - Assignment 6Zhao YingNo ratings yet
- Time Series Using Stata (Oscar Torres-Reyna Version) : December 2007Document32 pagesTime Series Using Stata (Oscar Torres-Reyna Version) : December 2007Humayun KabirNo ratings yet
- Del Campo, Blessie Ann C. Bsba HRM 2C Eco-Module4 AssignmentDocument4 pagesDel Campo, Blessie Ann C. Bsba HRM 2C Eco-Module4 AssignmentPALE ELIJAH JOSHUA D.No ratings yet
- Labor Economics, 14.661. Lecture 12: Equilibrium Search and MatchingDocument61 pagesLabor Economics, 14.661. Lecture 12: Equilibrium Search and MatchingDetorNo ratings yet
- Customer Based Brand Equity PyramidDocument21 pagesCustomer Based Brand Equity Pyramidsaritaon_1985100% (1)
- Demand Andrews ChecksDocument2 pagesDemand Andrews ChecksCo AlexinneNo ratings yet
- Excel Function For PracticeDocument17 pagesExcel Function For PracticeMahtab SiddiquiNo ratings yet
- Roche - John Locke and The Bank of England (2021)Document175 pagesRoche - John Locke and The Bank of England (2021)RublesNo ratings yet
- Kendriya Vidyalaya Dipatoli Formative Assessment - III, (2015-16) Time-Class-V (FIVE) M.M - Grade A+ Subject - Environmental StudiesDocument5 pagesKendriya Vidyalaya Dipatoli Formative Assessment - III, (2015-16) Time-Class-V (FIVE) M.M - Grade A+ Subject - Environmental StudiesSUBHANo ratings yet
- DuPont Kevlar Vehicle Armor BrochureDocument4 pagesDuPont Kevlar Vehicle Armor Brochure김영우No ratings yet