Download as pdf or txt
You might also like
- The End of SilosDocument15 pagesThe End of SilosN. AndradeNo ratings yet
- Challenges of Production MicroservicesDocument6 pagesChallenges of Production Microservicessleyter94No ratings yet
- Digital Twins For Highly Customized Electronic DevDocument17 pagesDigital Twins For Highly Customized Electronic Devmithun divateNo ratings yet
- IfcOWL A Case of Transforming EXPRESS Schemas IntoDocument14 pagesIfcOWL A Case of Transforming EXPRESS Schemas Into李总No ratings yet
- Iot@Work Automation Middleware System Design and ArchitectureDocument8 pagesIot@Work Automation Middleware System Design and ArchitectureTeddy IswahyudiNo ratings yet
- Product and Process Integrated Design To Enhance Smart Manufacturing SystemsDocument8 pagesProduct and Process Integrated Design To Enhance Smart Manufacturing SystemspatrickNX9420No ratings yet
- Applsci 13 06746 v2Document21 pagesApplsci 13 06746 v2Khoa DaoNo ratings yet
- Digital TransformationDocument6 pagesDigital TransformationbthncengizNo ratings yet
- Sensors 22 07590 v2Document19 pagesSensors 22 07590 v2Marziyeh MoosaviNo ratings yet
- Metamodels For Industry 4.0Document22 pagesMetamodels For Industry 4.0Rajiv Ranjan100% (1)
- 09.iec-62264 Based Quality Operations Management According The Principles of Industrial Internet of ThingsDocument4 pages09.iec-62264 Based Quality Operations Management According The Principles of Industrial Internet of Thingsgiorgis072No ratings yet
- A New Mass Customization Platform Hyperledger CompDocument7 pagesA New Mass Customization Platform Hyperledger CompRehan HanifNo ratings yet
- Complexity in Engineering Design and ManufacturingDocument22 pagesComplexity in Engineering Design and ManufacturingMariaAngelicaNo ratings yet
- Digital Transformation - Drivers Success Factors and ImplicationDocument6 pagesDigital Transformation - Drivers Success Factors and Implicationsandyena benyoussefNo ratings yet
- Engineering and ConstructionDocument7 pagesEngineering and ConstructionALNo ratings yet
- The Construction Common Product Coding System: Journal of Civil Engineering and Management October 2010Document7 pagesThe Construction Common Product Coding System: Journal of Civil Engineering and Management October 2010BadalNo ratings yet
- The JEDI Event-Based Infrastructure and Its ApplicDocument55 pagesThe JEDI Event-Based Infrastructure and Its ApplicRSX SNo ratings yet
- Devops For Network Function Virtualisation: An Architectural ApproachDocument11 pagesDevops For Network Function Virtualisation: An Architectural ApproachAmine BoubakeurNo ratings yet
- Cloud Computing Security IssuesDocument23 pagesCloud Computing Security IssuesAdarsh Varma100% (1)
- Colombo Et Al 2017Document11 pagesColombo Et Al 2017Marcela RuizNo ratings yet
- Ubicomm 2017 9 30 18020Document7 pagesUbicomm 2017 9 30 18020lattemanNo ratings yet
- Applsci 11 01256 With CoverDocument18 pagesApplsci 11 01256 With CoverConsultoría OrganizacionalNo ratings yet
- Applied Sciences: A Roadmap To Integrate Digital Twins For Small and Medium-Sized EnterprisesDocument20 pagesApplied Sciences: A Roadmap To Integrate Digital Twins For Small and Medium-Sized EnterprisesAarif L'houssaineNo ratings yet
- Opportunities For Enhanced Lean Construction Management Using Internet of Things StandardsDocument12 pagesOpportunities For Enhanced Lean Construction Management Using Internet of Things StandardsBrahian Roman CabreraNo ratings yet
- Cloud-Based Industrial Cyber-Physical System For Data-Driven Reasoning. A Review and Use Case On An Industry 4.0 Pilot LineDocument9 pagesCloud-Based Industrial Cyber-Physical System For Data-Driven Reasoning. A Review and Use Case On An Industry 4.0 Pilot LineSrichandan SobhanayakNo ratings yet
- 1 s2.0 S2212827121004868 MainDocument6 pages1 s2.0 S2212827121004868 Mainluis eduardo ostos febresNo ratings yet
- Computers in IndustryDocument14 pagesComputers in IndustrySaga CNo ratings yet
- The Interoperability of Things:: Interoperable Solutions As An Enabler For Iot and Web 3.0Document7 pagesThe Interoperability of Things:: Interoperable Solutions As An Enabler For Iot and Web 3.0علي الاريابيNo ratings yet
- Energies 16 01349 v2Document13 pagesEnergies 16 01349 v2jihed el hadj aliNo ratings yet
- Ice SMN Blueprinting Approach Reviewed Version v05 250717Document11 pagesIce SMN Blueprinting Approach Reviewed Version v05 250717akky panwarNo ratings yet
- Interoperability of The Time of Industry 4.0 and The Internet of ThingsDocument13 pagesInteroperability of The Time of Industry 4.0 and The Internet of ThingsJuan David ContrerasNo ratings yet
- Industry 4.0 Fostering Construction Supply Chain Management Lessons Learned From Engineer-to-Order SuppliersDocument7 pagesIndustry 4.0 Fostering Construction Supply Chain Management Lessons Learned From Engineer-to-Order SuppliersMilton Alexandre ZiehlsdorffNo ratings yet
- 1 s2.0 S0360835220304988 MainDocument15 pages1 s2.0 S0360835220304988 MainNhư GiaNo ratings yet
- 2005 - Wireless Technology and Its Application To Next Generation of Manufacturing SystemsDocument6 pages2005 - Wireless Technology and Its Application To Next Generation of Manufacturing SystemsademargcjuniorNo ratings yet
- Industry 4.0: What Is It?Document8 pagesIndustry 4.0: What Is It?Siddharth KumarNo ratings yet
- Evolving Manufacturing Mobility in Industry 4.0Document20 pagesEvolving Manufacturing Mobility in Industry 4.0Lidia ValladolidNo ratings yet
- Industrial DevopsDocument4 pagesIndustrial DevopsJuanito PapasNo ratings yet
- New Perspectives For The Future Interoperable Enterprise SystemsDocument17 pagesNew Perspectives For The Future Interoperable Enterprise Systemsthehunterv07No ratings yet
- Sciencedirect: Toward A Methodological Knowledge Based Approach For Partial Automation of Reverse EngineeringDocument6 pagesSciencedirect: Toward A Methodological Knowledge Based Approach For Partial Automation of Reverse Engineeringcumi87No ratings yet
- 11311-1005105 NicoliDocument12 pages11311-1005105 Nicolihai zhangNo ratings yet
- Sciencedirect: From Pss To Cps Design: A Real Industrial Use Case Toward Industry 4.0Document6 pagesSciencedirect: From Pss To Cps Design: A Real Industrial Use Case Toward Industry 4.0VenkateshNo ratings yet
- Sensors 22 09148Document27 pagesSensors 22 09148Ataré Messias de FreitasNo ratings yet
- Security in Micro Services ArchitecturesDocument13 pagesSecurity in Micro Services ArchitecturesBayu RomadiNo ratings yet
- A Review On The Application of Blockchain To The Next Generation of Cybersecure Industry 4.0 Smart FactoriesDocument18 pagesA Review On The Application of Blockchain To The Next Generation of Cybersecure Industry 4.0 Smart Factoriesrey_hadesNo ratings yet
- The Emergent Industrial Metaverseadditional ChapterDocument4 pagesThe Emergent Industrial Metaverseadditional ChapterHamidreza MohseniNo ratings yet
- Expert Systems With ApplicationsDocument10 pagesExpert Systems With ApplicationsRosa Noelia Gutierrez CaroNo ratings yet
- Paper - Presentation - EUREKA and JIDNYASADocument7 pagesPaper - Presentation - EUREKA and JIDNYASASUSHANT KANOJENo ratings yet
- 593 - The Role of Digital Technologies For The Service Transformation of Industrial CompaniesDocument18 pages593 - The Role of Digital Technologies For The Service Transformation of Industrial CompaniesTalha AhmadNo ratings yet
- Virtual Factory Data ModelDocument14 pagesVirtual Factory Data ModelTGTrindadeNo ratings yet
- Application-Driven Network-Aware Digital Twin Management in Industrial Edge EnvironmentsDocument11 pagesApplication-Driven Network-Aware Digital Twin Management in Industrial Edge EnvironmentsStephen BrowserNo ratings yet
- Mobile Information System, How To Build With Case StudyDocument7 pagesMobile Information System, How To Build With Case StudyyehoNo ratings yet
- Task-Specific Decision Support Systems in Multi-Level Production Systems Based On The Digital ShadowDocument6 pagesTask-Specific Decision Support Systems in Multi-Level Production Systems Based On The Digital ShadowAna MaríaNo ratings yet
- 8 PDFDocument13 pages8 PDFStericho FerdinanNo ratings yet
- Building Information Modeling Applications, Challenges and Future DirectionsDocument4 pagesBuilding Information Modeling Applications, Challenges and Future DirectionsAlex ANo ratings yet
- WCECS2009 pp393-398Document9 pagesWCECS2009 pp393-398Md Saidur RahmanNo ratings yet
- A Review of Cybersecurity Guidelines For Manufacturing Factories in Industry 4.0Document29 pagesA Review of Cybersecurity Guidelines For Manufacturing Factories in Industry 4.0jermNo ratings yet
- 29-76.the Impact of Academic Research and Industrial PerformanceDocument49 pages29-76.the Impact of Academic Research and Industrial PerformanceAlejandro Lozano-GuzmanNo ratings yet
- Siemens Edge White Paper Teknowlogy EN 2020Document21 pagesSiemens Edge White Paper Teknowlogy EN 2020Mrudula SurveNo ratings yet
- A Domain-Specific Language For Modeling IoT System Architectures That Support MonitoringDocument27 pagesA Domain-Specific Language For Modeling IoT System Architectures That Support MonitoringGustavo RossiNo ratings yet
- Predictive Maintenance in Smart Factories: Architectures, Methodologies, and Use-casesFrom EverandPredictive Maintenance in Smart Factories: Architectures, Methodologies, and Use-casesTania CerquitelliNo ratings yet
- Nguyen Linh Chi - 20198007Document37 pagesNguyen Linh Chi - 20198007Linh ChiNo ratings yet
- Production Information Monitoring System For CIM in Footwear IndustryDocument6 pagesProduction Information Monitoring System For CIM in Footwear IndustryLinh ChiNo ratings yet
- Nguyen Linh Chi - 20198007Document37 pagesNguyen Linh Chi - 20198007Linh ChiNo ratings yet
- Nguyen Linh Chi - 20198007Document34 pagesNguyen Linh Chi - 20198007Linh ChiNo ratings yet
- Nguyen Linh Chi 20198007Document33 pagesNguyen Linh Chi 20198007Linh ChiNo ratings yet
- Chapter 2: Engineering Economy ProjectsDocument17 pagesChapter 2: Engineering Economy ProjectsLinh ChiNo ratings yet
- Group 6 - Case Study OptimizationDocument17 pagesGroup 6 - Case Study OptimizationLinh ChiNo ratings yet
- Group 6Document20 pagesGroup 6Linh ChiNo ratings yet
- Group 6 - Case Study OptimizationDocument17 pagesGroup 6 - Case Study OptimizationLinh ChiNo ratings yet
- Other Hospital Information System (Week 13)Document3 pagesOther Hospital Information System (Week 13)JENISEY CANTOSNo ratings yet
- VSD4 Manual Cirs CT Philips Brilliance 16Document111 pagesVSD4 Manual Cirs CT Philips Brilliance 16Ihab Sadek Faek100% (1)
- Input and Output DevicesDocument26 pagesInput and Output DevicesJulie Ann CortezNo ratings yet
- AssignmentDocument1 pageAssignmentnesib mNo ratings yet
- Class DiagramDocument37 pagesClass DiagramYash ShahNo ratings yet
- Integration of Drive Systems Via PROFINET in PCS7 enDocument37 pagesIntegration of Drive Systems Via PROFINET in PCS7 enPeter UhuleNo ratings yet
- Scitex 5120/5240 Spec SheetDocument2 pagesScitex 5120/5240 Spec SheetJim EngineeringNo ratings yet
- ECS 3.5 New Features and Changes GuideDocument88 pagesECS 3.5 New Features and Changes GuideSenthilkumar MuthusamyNo ratings yet
- The Digital Twin of The City of Zurich For Urban PDocument14 pagesThe Digital Twin of The City of Zurich For Urban Pjay pasiliao100% (1)
- Marvell Fibre Channel Adapters Qlogic Series 2690 2740 2760 2770 Uefi Human Interface Infrastructure User GuideDocument25 pagesMarvell Fibre Channel Adapters Qlogic Series 2690 2740 2760 2770 Uefi Human Interface Infrastructure User Guidemail_smaity4519No ratings yet
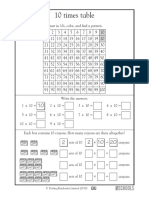
- 10 Times Table: © Dorling Kindersley Limited (2010)Document2 pages10 Times Table: © Dorling Kindersley Limited (2010)pryn ryn tumaponNo ratings yet
- How Distributed Computing Systems Are Going To Be Evolved in Future and Explain It Briefly MentioningDocument10 pagesHow Distributed Computing Systems Are Going To Be Evolved in Future and Explain It Briefly MentioningMatwos Arega100% (2)
- PSCAD Installation ErrorsDocument44 pagesPSCAD Installation ErrorsalpcruzNo ratings yet
- Thinkpad Usb-C Dock User GuideDocument42 pagesThinkpad Usb-C Dock User GuidexialiaoliaoNo ratings yet
- Altium Designer Training For Schematic Capture and PCB Editing PDFDocument350 pagesAltium Designer Training For Schematic Capture and PCB Editing PDFMagno Sousa Nogueira100% (3)
- Software Chapter 1-13Document220 pagesSoftware Chapter 1-13Earone MacamNo ratings yet
- Microsoft Office XP Developer's Guide - Developing Office Applications Using VBADocument208 pagesMicrosoft Office XP Developer's Guide - Developing Office Applications Using VBAadriana778No ratings yet
- Work ExperienceDocument1 pageWork ExperienceAnanya KrishnaNo ratings yet
- Lexmark MX711deDocument2 pagesLexmark MX711dekillNo ratings yet
- HDPlayer Operating Manual V2.0Document39 pagesHDPlayer Operating Manual V2.0pier_roNo ratings yet
- DM Helper Getting StartedDocument16 pagesDM Helper Getting StartedabbagaggaNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityOm Patel PatelNo ratings yet
- U.S. Accessories & Supplies: GE HealthcareDocument70 pagesU.S. Accessories & Supplies: GE HealthcareHoracio GomezNo ratings yet
- MS Access 2003 Forms DesignDocument24 pagesMS Access 2003 Forms Designkannunn100% (8)
- Hitachi CDH L32DIGSO2 PDFDocument85 pagesHitachi CDH L32DIGSO2 PDFjuan carlosNo ratings yet
- R Module 1 NotesDocument15 pagesR Module 1 NotesmagnawamelaniejaneNo ratings yet
- Department of Computer Science - Course: B.Sc. (Hons) Computer Science - Session: 2022-23Document5 pagesDepartment of Computer Science - Course: B.Sc. (Hons) Computer Science - Session: 2022-23SmNo ratings yet
- GAD Configuration Using GAD Configuration Window v2Document22 pagesGAD Configuration Using GAD Configuration Window v2AVNo ratings yet
- Information Technology: Assignment 2Document18 pagesInformation Technology: Assignment 2Vo Thi Thanh Quy (BTEC DN)No ratings yet
- 2020 04 11 16 19 04 DESKTOP-G003QCG LogDocument847 pages2020 04 11 16 19 04 DESKTOP-G003QCG LogSonia SoniaNo ratings yet