Download as pdf or txt
You might also like
- Chemistry IA FinalDocument10 pagesChemistry IA FinalDhiman RoyNo ratings yet
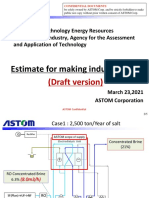
- Estimate Draft Ver AC140 or AC100 ASTOM Corp.Document16 pagesEstimate Draft Ver AC140 or AC100 ASTOM Corp.iimcaemdwNo ratings yet
- Safety BiogasDocument68 pagesSafety Biogasiimcaemdw100% (1)
- LLEDocument29 pagesLLEnandini100% (2)
- Bioresources: Preparation and Properties of Pulp Black Liquor BriquettesDocument13 pagesBioresources: Preparation and Properties of Pulp Black Liquor BriquettesarjunanpnNo ratings yet
- Incineration of Styrene-Butadiene Rubber: The Influence of Heating Rate and Oxygen Content On Gas Products FormationDocument14 pagesIncineration of Styrene-Butadiene Rubber: The Influence of Heating Rate and Oxygen Content On Gas Products FormationPhilip ShihNo ratings yet
- Gasification of A Plastic Waste in A Pilot Fluidized Bed ReactorDocument6 pagesGasification of A Plastic Waste in A Pilot Fluidized Bed ReactorRnD PT SSENo ratings yet
- Effects of Mgo-Zsm-23 Zeolite Catalyst On The Pyrolysis of Pet Bottle WasteDocument8 pagesEffects of Mgo-Zsm-23 Zeolite Catalyst On The Pyrolysis of Pet Bottle WasteUmairNo ratings yet
- EJCHEM - Volume 59 - Issue 3 - Pages 363-379Document17 pagesEJCHEM - Volume 59 - Issue 3 - Pages 363-379Mohammed AnwerNo ratings yet
- Combustion of Spanish Coals Under Simulated Pressurized - Uidized-Bed-Combustion ConditionsDocument6 pagesCombustion of Spanish Coals Under Simulated Pressurized - Uidized-Bed-Combustion Conditionsphemt84No ratings yet
- (Naphtha) Waste Plastic Conversion Into Chemical Product Like Naphtha PDFDocument6 pages(Naphtha) Waste Plastic Conversion Into Chemical Product Like Naphtha PDFsodgoweisjdNo ratings yet
- CatalystDocument4 pagesCatalystDussadeeNo ratings yet
- Methodology: Table 3.1. Enthalpy and Entropy of Magnesium, Calcium and Iron (II) CarbonatesDocument8 pagesMethodology: Table 3.1. Enthalpy and Entropy of Magnesium, Calcium and Iron (II) Carbonatesnomore891No ratings yet
- 1 s2.0 S0016236100001010 MainDocument8 pages1 s2.0 S0016236100001010 MainlunarNo ratings yet
- Tyre PyrolysisDocument6 pagesTyre PyrolysisHande CambazNo ratings yet
- Met 54 2 319 322 PDFDocument4 pagesMet 54 2 319 322 PDFskNo ratings yet
- Conversion of Waste Tires Into Activated Carbon Through Pyrolysis and Physical Activation With CO2Document8 pagesConversion of Waste Tires Into Activated Carbon Through Pyrolysis and Physical Activation With CO2Isaac Meza TrujilloNo ratings yet
- Hussain2019 PDFDocument8 pagesHussain2019 PDFĐức HòaNo ratings yet
- Transforming Municipal Solid Waste (MSW) Into Fuel Via The Gasification/Pyrolysis ProcessDocument8 pagesTransforming Municipal Solid Waste (MSW) Into Fuel Via The Gasification/Pyrolysis ProcessanneNo ratings yet
- GL Manuscript 1276 TobalyDocument8 pagesGL Manuscript 1276 Tobalyxkeiii92xNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- 2010 Energy Paper XYZDocument7 pages2010 Energy Paper XYZAgung Dedy Pramana PutraNo ratings yet
- Effect of Cycling Operations On An Adsorbed Natural Gas StorageDocument9 pagesEffect of Cycling Operations On An Adsorbed Natural Gas StorageMartín KunuschNo ratings yet
- CO Capture by Hydrate Crystallization - A Potential Solution For Gas Emission of Steelmaking IndustryDocument10 pagesCO Capture by Hydrate Crystallization - A Potential Solution For Gas Emission of Steelmaking Industryhaha yeahNo ratings yet
- 23 F Borsodi Full Paper IpcDocument9 pages23 F Borsodi Full Paper IpcHartono PrayitnoNo ratings yet
- Kinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsDocument9 pagesKinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsAlexanderRodriguezGamboaNo ratings yet
- The FUEL OIL Calculation ProgramDocument32 pagesThe FUEL OIL Calculation ProgramnaradabluesNo ratings yet
- Numerical Simulation of A Pilot-Scale Reactor Under Different OperatingDocument9 pagesNumerical Simulation of A Pilot-Scale Reactor Under Different OperatingounassNo ratings yet
- Appl of TGA For Fossil Fuels PDFDocument509 pagesAppl of TGA For Fossil Fuels PDFPondok HudaNo ratings yet
- Manual Biodiesel MgoDocument6 pagesManual Biodiesel Mgoaurelio quispeNo ratings yet
- (143170606) 12 - PettinauDocument2 pages(143170606) 12 - PettinauKiki Maria NababanNo ratings yet
- Low Coefficient of Thermal ExpansionDocument13 pagesLow Coefficient of Thermal ExpansionnileshsawNo ratings yet
- Analysis of Volatile Organic Compounds and Petroleum Hydrocarbons (C6-C9) in Soil and Sediment with an Agilent 8890 GC_5977B MSD System and a Purge and Trap SamplerDocument14 pagesAnalysis of Volatile Organic Compounds and Petroleum Hydrocarbons (C6-C9) in Soil and Sediment with an Agilent 8890 GC_5977B MSD System and a Purge and Trap SamplerTrisyan VikyNo ratings yet
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDocument14 pagesThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsGI2015No ratings yet
- The Use of Gas To Liquid Technology GTLDocument14 pagesThe Use of Gas To Liquid Technology GTLSUSINo ratings yet
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDocument14 pagesThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsSUSINo ratings yet
- Characterization of Sludge From The Wastewater-Treatment Plant of A RefineryDocument9 pagesCharacterization of Sludge From The Wastewater-Treatment Plant of A Refinerythehoang12310No ratings yet
- Material and Methods Continuous Composter, Rotary Drum Composter (RD), Windrow and Feedstock Material ConfigurationDocument8 pagesMaterial and Methods Continuous Composter, Rotary Drum Composter (RD), Windrow and Feedstock Material ConfigurationAkshay DatarNo ratings yet
- Valorisation of Waste Tyre by Pyrolysis in A Moving Bed ReactorDocument5 pagesValorisation of Waste Tyre by Pyrolysis in A Moving Bed Reactorkartik521No ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- BioRes 09 3 5627 Akudo Theegala Quant Tars Heating Vals Biomass Gasifier 4084 PDFDocument9 pagesBioRes 09 3 5627 Akudo Theegala Quant Tars Heating Vals Biomass Gasifier 4084 PDFBruno NavarroNo ratings yet
- 13 Article Azojete Vol 8 133-138Document6 pages13 Article Azojete Vol 8 133-138Oyeniyi Samuel KehindeNo ratings yet
- Performance Study of A Domestic Refrigerator Using Cuo/Al O - R22 A Nano-Refrigerant As Working FluidDocument14 pagesPerformance Study of A Domestic Refrigerator Using Cuo/Al O - R22 A Nano-Refrigerant As Working FluidsunilbabaNo ratings yet
- Influence Biomass MontianoDocument30 pagesInfluence Biomass MontianoPRATYUSH PRAKASHNo ratings yet
- Ijaret 06 10 020Document16 pagesIjaret 06 10 020IAEME PublicationNo ratings yet
- Synthesis of Single-Walled CarbonDocument6 pagesSynthesis of Single-Walled CarbonMariel MinozNo ratings yet
- Numerical Simulation of A Regenerative Thermal Oxidizer For Volatile Organic Compounds TreatmentDocument29 pagesNumerical Simulation of A Regenerative Thermal Oxidizer For Volatile Organic Compounds TreatmentTrọng HiếuNo ratings yet
- WASET Suzana& AnitaDocument5 pagesWASET Suzana& AnitaNasir UddinNo ratings yet
- Pulp and Paper - de InkingDocument1 pagePulp and Paper - de InkingYonas MuluNo ratings yet
- 10 35378-Gujs 1052416-2171116Document14 pages10 35378-Gujs 1052416-2171116dasde87No ratings yet
- SSRN Id4284219Document8 pagesSSRN Id4284219engr.okaforaugustineNo ratings yet
- Artigo Processo Safety and Environemntal ProtectionDocument22 pagesArtigo Processo Safety and Environemntal ProtectionHerbet Alves OliveiraNo ratings yet
- 1 s2.0 S1876610212008880 MainDocument9 pages1 s2.0 S1876610212008880 MainImene MechkourNo ratings yet
- Gasification of BiomasDocument7 pagesGasification of BiomasKen FalconeNo ratings yet
- Pyrolysis Using Microwave Heating: A Sustainable Process For Recycling Used Car Engine OilDocument7 pagesPyrolysis Using Microwave Heating: A Sustainable Process For Recycling Used Car Engine OilSalman Raza NaqviNo ratings yet
- Heatex 01Document2 pagesHeatex 01sumitNo ratings yet
- Gas Cleaning For IC Engine Applications From Fixed Bed Biomass GasificationDocument11 pagesGas Cleaning For IC Engine Applications From Fixed Bed Biomass GasificationHotib PerwiraNo ratings yet
- Applied Energy: Nimit Nipattummakul, Islam I. Ahmed, Somrat Kerdsuwan, Ashwani K. GuptaDocument5 pagesApplied Energy: Nimit Nipattummakul, Islam I. Ahmed, Somrat Kerdsuwan, Ashwani K. GuptahusseinhshNo ratings yet
- Design and Experiment of Low-Pressure Gas Supply System For Dual Fuel EngineDocument9 pagesDesign and Experiment of Low-Pressure Gas Supply System For Dual Fuel EngineNaufal MuflihNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- Activated Carbon Pellets From Eucalyptus Char and Tar TG StudiesDocument2 pagesActivated Carbon Pellets From Eucalyptus Char and Tar TG StudiesEduardo Gil LancherosNo ratings yet
- Numerical Simulation and Measurements of Wall Heat Fluxes in A Single-Element GO2/GCH4 Rocket CombustorDocument11 pagesNumerical Simulation and Measurements of Wall Heat Fluxes in A Single-Element GO2/GCH4 Rocket CombustorDr-Ganesh DombeNo ratings yet
- 7 s2.0 S0360319910017921 MainDocument13 pages7 s2.0 S0360319910017921 Maincarlosjmc18No ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Padina CompositionDocument9 pagesPadina CompositioniimcaemdwNo ratings yet
- Biomass and Bioenergy: Research PaperDocument7 pagesBiomass and Bioenergy: Research PaperiimcaemdwNo ratings yet
- Kompor - Costs - and - Benefits - Analysis - of - CleanDocument75 pagesKompor - Costs - and - Benefits - Analysis - of - CleaniimcaemdwNo ratings yet
- Bahan - BIOMASS METHODOLOGYDocument1 pageBahan - BIOMASS METHODOLOGYiimcaemdwNo ratings yet
- Biomass Waste-to-Energy: A Proposed Demonstration Project at BCITDocument17 pagesBiomass Waste-to-Energy: A Proposed Demonstration Project at BCITiimcaemdwNo ratings yet
- Waste Heat Utilization For CO2 Capture in The Cement IndustryDocument6 pagesWaste Heat Utilization For CO2 Capture in The Cement IndustryiimcaemdwNo ratings yet
- Article in Press: Journal of Analytical and Applied PyrolysisDocument6 pagesArticle in Press: Journal of Analytical and Applied PyrolysisiimcaemdwNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- A S W H R: Luminum Melter Aste EAT EcoveryDocument68 pagesA S W H R: Luminum Melter Aste EAT EcoveryiimcaemdwNo ratings yet
- 10chapter 5Document17 pages10chapter 5iimcaemdwNo ratings yet
- Project 1Document21 pagesProject 1iimcaemdwNo ratings yet
- Cement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentDocument27 pagesCement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentiimcaemdwNo ratings yet
- 2017.02 Fives-WHRDocument48 pages2017.02 Fives-WHRiimcaemdwNo ratings yet
- Sustainability 11 06433Document21 pagesSustainability 11 06433iimcaemdwNo ratings yet
- English Test Unit 1Document3 pagesEnglish Test Unit 1iimcaemdwNo ratings yet
- Artikel 1Document6 pagesArtikel 1iimcaemdwNo ratings yet
- Sewage Treatment Operators Manual For The Caribbean RegionDocument21 pagesSewage Treatment Operators Manual For The Caribbean RegioniimcaemdwNo ratings yet
- Drying of CoalDocument25 pagesDrying of CoaliimcaemdwNo ratings yet
- LRC DryerDocument6 pagesLRC DryeriimcaemdwNo ratings yet
- 1 Hsef-101Chemistry of FireDocument15 pages1 Hsef-101Chemistry of Firedroffilcz27No ratings yet
- Korean Construction SpecificationDocument24 pagesKorean Construction SpecificationOnnuri WonNo ratings yet
- Reagents in Organic Synthesis - Unit 7 - Week 5: ORGANIC TRANSFORMATIONS-USING NON-TRANSITION METADocument1 pageReagents in Organic Synthesis - Unit 7 - Week 5: ORGANIC TRANSFORMATIONS-USING NON-TRANSITION METASamarjeet Kumar SinghNo ratings yet
- 9 Welding Processes Cwip 3.1Document12 pages9 Welding Processes Cwip 3.1Jawed AkhterNo ratings yet
- BBM - 978 1 4419 7943 8 - 1 PDFDocument56 pagesBBM - 978 1 4419 7943 8 - 1 PDFMuhammad AslamNo ratings yet
- Distillation Processes: June 2014Document29 pagesDistillation Processes: June 2014Najmi NasirNo ratings yet
- PC y TC (Tabla 3)Document1 pagePC y TC (Tabla 3)Sofia AlfonsoNo ratings yet
- Gas Phase Catalysis by ZeolitesDocument36 pagesGas Phase Catalysis by ZeolitesHenrique SouzaNo ratings yet
- ABS - Gas Fueled Ships Guide 2014Document100 pagesABS - Gas Fueled Ships Guide 2014aleksandar_djordjic100% (1)
- Iranshahi 2010Document15 pagesIranshahi 2010BAKRNo ratings yet
- Overview Petrol Basins IndiaDocument22 pagesOverview Petrol Basins IndiaShilpa PatilNo ratings yet
- 'Test' On Oil, Alkanes, Alkenes and AlcoholsDocument3 pages'Test' On Oil, Alkanes, Alkenes and AlcoholsDaniella FreemanNo ratings yet
- CHE 422 Fall 2021 L6Document9 pagesCHE 422 Fall 2021 L6Zain GillaniNo ratings yet
- July-November 2021: CH 429 Petroleum and Petrochemicals (3-0-0-6)Document33 pagesJuly-November 2021: CH 429 Petroleum and Petrochemicals (3-0-0-6)shubhamNo ratings yet
- Topic 2.4 Redox Reactions Oxidation and Reduction Oxidising and Reducing Agents Redox ReactionsDocument7 pagesTopic 2.4 Redox Reactions Oxidation and Reduction Oxidising and Reducing Agents Redox ReactionsranazikriaNo ratings yet
- Trouble Shooting Compendium 2022-23Document142 pagesTrouble Shooting Compendium 2022-2300083583rfNo ratings yet
- Topic14 HaloalkanesDocument46 pagesTopic14 HaloalkanesSimon SiahNo ratings yet
- Fractional Distillation of Ginebra San Miguel GinDocument6 pagesFractional Distillation of Ginebra San Miguel GinHajime NakaegawaNo ratings yet
- Par-Isom UOP PDFDocument6 pagesPar-Isom UOP PDFvu anh duc100% (1)
- Changes in MaterialsDocument7 pagesChanges in MaterialsMyat Myat OoNo ratings yet
- Safety During Storage and Transportation of Petroleum ProductsDocument111 pagesSafety During Storage and Transportation of Petroleum ProductsPandarinath D100% (1)
- Galuh Cakra Panigas - Yayuk Deviyanti - 2bd4 - PFD Pt. Samator Gas - Referensi PFDDocument1 pageGaluh Cakra Panigas - Yayuk Deviyanti - 2bd4 - PFD Pt. Samator Gas - Referensi PFDlebay cokNo ratings yet
- 5outokumpu PDFDocument178 pages5outokumpu PDFJames DuNo ratings yet
- Chapter 16.Ppt Sec.2Document43 pagesChapter 16.Ppt Sec.2فارس بوعبيدهNo ratings yet
- Chemistry Module Ii Physical Chemistry Ii For Iit Jee Main and Advanced Ranveer Singh Mcgraw Hill Education Ranveer Singh Full Chapter PDF ScribdDocument68 pagesChemistry Module Ii Physical Chemistry Ii For Iit Jee Main and Advanced Ranveer Singh Mcgraw Hill Education Ranveer Singh Full Chapter PDF Scribdeula.gibbs793100% (11)
- PreRead ASPEN Hysys SoftwareDocument3 pagesPreRead ASPEN Hysys SoftwareMuhammad Akbar FahleviNo ratings yet
- Gridlocks - Can You Unlock The Grid?: Testing For GasesDocument4 pagesGridlocks - Can You Unlock The Grid?: Testing For GasesShraddha Deshmukh-KelkarNo ratings yet
- Compressed Gas Cylinders Safety ChecklistDocument4 pagesCompressed Gas Cylinders Safety Checklistfathul syaafNo ratings yet