Download as pdf or txt
You might also like
- Matgenie Internship Report 2021 (Repaired)Document38 pagesMatgenie Internship Report 2021 (Repaired)Nkongho Johnson100% (2)
- 051200Document11 pages051200sivaNo ratings yet
- Steel Joists - MST PDFDocument7 pagesSteel Joists - MST PDFwafikmh4No ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocument5 pagesQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- 31 63 29 Drilled Concrete PiersDocument13 pages31 63 29 Drilled Concrete PierssbunNo ratings yet
- King Abdullah Bin Abdulaziz Project Mataf Extension - DesignDocument14 pagesKing Abdullah Bin Abdulaziz Project Mataf Extension - DesignshoebNo ratings yet
- Uniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionDocument13 pagesUniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionTaher AmmarNo ratings yet
- FL - Ta1056Document7 pagesFL - Ta1056ery achjariNo ratings yet
- Metal FabricationsDocument6 pagesMetal FabricationskangchinNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 05500-1 Metal FabricationsDocument21 pagesITCC in Riyadh Residential Complex J10-13300 05500-1 Metal FabricationsuddinnadeemNo ratings yet
- Section 05500 Metal FabricationsDocument7 pagesSection 05500 Metal FabricationsMØhãmmed ØwięsNo ratings yet
- Spiral Stairs For QuotationDocument4 pagesSpiral Stairs For QuotationsuperpiojooNo ratings yet
- Metal Gratings TA1056 - MBI Sampang Agung Factory Extension 1Document6 pagesMetal Gratings TA1056 - MBI Sampang Agung Factory Extension 1ery achjariNo ratings yet
- GratingsDocument3 pagesGratingssaurabhsubhuNo ratings yet
- Steel Stairs, Ladders and Platforms - MSTDocument13 pagesSteel Stairs, Ladders and Platforms - MSTwafikmh4No ratings yet
- COLD-FORMED METAL FRAMING Rev.1Document7 pagesCOLD-FORMED METAL FRAMING Rev.1mohdNo ratings yet
- Metal StairsDocument5 pagesMetal Stairsshivayogi asundiNo ratings yet
- Section - 05 50 00 Metal FabricationsDocument9 pagesSection - 05 50 00 Metal FabricationsEliseo LagmanNo ratings yet
- 05 52 00 - Metal Railings PDFDocument4 pages05 52 00 - Metal Railings PDFmasoodaeNo ratings yet
- Division 5Document15 pagesDivision 5hari banggaNo ratings yet
- SECTION 05 12 00 Structural Steel FramingDocument6 pagesSECTION 05 12 00 Structural Steel FramingmiteshsuneriyaNo ratings yet
- Bt4 Midterm OmañaDocument14 pagesBt4 Midterm OmañaDerick John RoselNo ratings yet
- Division 5 5000Document10 pagesDivision 5 5000Luis Gabriel BautistaNo ratings yet
- Metal Fabrications SEPDocument8 pagesMetal Fabrications SEPanon-767746No ratings yet
- 055100Document5 pages055100Abdul basithNo ratings yet
- FL - Ta1056Document8 pagesFL - Ta1056ery achjariNo ratings yet
- Section 02820 Ornamental Metal Fences and GatesDocument14 pagesSection 02820 Ornamental Metal Fences and GatesMØhãmmed ØwięsNo ratings yet
- Handrail & PlatformDocument58 pagesHandrail & Platformvhung TranNo ratings yet
- Section 05120 Structural Steel Part 1Document43 pagesSection 05120 Structural Steel Part 1jacksondcplNo ratings yet
- Structural Steel Spec. and ConstructionDocument12 pagesStructural Steel Spec. and ConstructionAshwani DograNo ratings yet
- Section 05700 Ornamental MetalDocument10 pagesSection 05700 Ornamental MetalMØhãmmed ØwięsNo ratings yet
- SECTION 05500 Metal FabricationsDocument7 pagesSECTION 05500 Metal FabricationsJohanesTangdiNo ratings yet
- FL - Ta1056Document10 pagesFL - Ta1056ery achjariNo ratings yet
- Guide Specifications For NUTRUSS Cold-Formed Steel FramingDocument6 pagesGuide Specifications For NUTRUSS Cold-Formed Steel FramingKeysha ApriliaNo ratings yet
- 05 41 00 Structural Metal Stud FramingDocument10 pages05 41 00 Structural Metal Stud Framingjcunha4740No ratings yet
- SECTION 05500 Metal Fabrications Part 1 - General 1.1: Cold-Formed, ASTM A500. Hot-Rolled, ASTM A570/A570MDocument6 pagesSECTION 05500 Metal Fabrications Part 1 - General 1.1: Cold-Formed, ASTM A500. Hot-Rolled, ASTM A570/A570Mdanielliram993No ratings yet
- ITCC in Riyadh Residential Complex J10-13300 05120-1 Structural SteelDocument6 pagesITCC in Riyadh Residential Complex J10-13300 05120-1 Structural SteeluddinnadeemNo ratings yet
- FL Cold Formed Metal FramingDocument10 pagesFL Cold Formed Metal FramingTaher AmmarNo ratings yet
- FL - Ta1056Document4 pagesFL - Ta1056ery achjariNo ratings yet
- Furring and Lathing - MasonryDocument77 pagesFurring and Lathing - MasonryRogelito D. BallonNo ratings yet
- Table Metal StairDocument6 pagesTable Metal StairJohneey DeepNo ratings yet
- Uniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionDocument10 pagesUniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionsbunNo ratings yet
- 05500-1 of 9 SECTION 05500 Miscellaneous Metals 05500.01 GENERAL A. DescriptionDocument9 pages05500-1 of 9 SECTION 05500 Miscellaneous Metals 05500.01 GENERAL A. DescriptiontruongdinhbkNo ratings yet
- 1062Document13 pages1062katchaniNo ratings yet
- CompositeJoistStandardSpecifications PDFDocument8 pagesCompositeJoistStandardSpecifications PDFcorrokokoNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 10200-1 Louvers and VentsDocument6 pagesITCC in Riyadh Residential Complex J10-13300 10200-1 Louvers and VentsuddinnadeemNo ratings yet
- AISI Section 092600 - Metal Framing For Gypsum Board AssembliesDocument6 pagesAISI Section 092600 - Metal Framing For Gypsum Board AssembliesĐường Nguyễn ThừaNo ratings yet
- 05 40 00ssbDocument12 pages05 40 00ssbJerico NamucoNo ratings yet
- Specifications 2Document56 pagesSpecifications 2msmetalstabukNo ratings yet
- H Proc Notices Notices 030 K Notice Doc 29803 883010837Document165 pagesH Proc Notices Notices 030 K Notice Doc 29803 883010837XTINCT Mobile LegendsNo ratings yet
- SECTION 05 40 00 Cold-Formed Metal FramingDocument10 pagesSECTION 05 40 00 Cold-Formed Metal FramingJuanPaoloYbañezNo ratings yet
- SharonStairsSpecs PDFDocument7 pagesSharonStairsSpecs PDFJohn TreffNo ratings yet
- Metal FabricationsDocument10 pagesMetal FabricationsGhayas JawedNo ratings yet
- Building No. SC#Document7 pagesBuilding No. SC#ephremNo ratings yet
- GratingsDocument6 pagesGratingsHusen ZahranNo ratings yet
- Section 09111 Non-Load-Bearing Steel Framing Part 1Document94 pagesSection 09111 Non-Load-Bearing Steel Framing Part 1jacksondcplNo ratings yet
- Sec 05520 - Handrails and RailingsDocument5 pagesSec 05520 - Handrails and Railingstiju2005hereNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- DTP Mesjid 290322Document5 pagesDTP Mesjid 290322ery achjariNo ratings yet
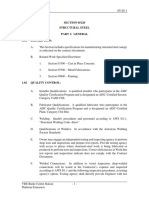
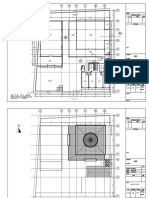
- 11 Denah Atap - 24.06.22Document1 page11 Denah Atap - 24.06.22ery achjariNo ratings yet
- 3 Denah Sloop 17.06.22 Rev1Document1 page3 Denah Sloop 17.06.22 Rev1ery achjariNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2ery achjariNo ratings yet
- Footing For PSDocument14 pagesFooting For PSery achjariNo ratings yet
- RCC91 One-Way Solid Slabs (Tables)Document7 pagesRCC91 One-Way Solid Slabs (Tables)ery achjariNo ratings yet
- Spec - Rev A.roadworksDocument20 pagesSpec - Rev A.roadworksery achjariNo ratings yet
- Section-14 PaintingDocument8 pagesSection-14 Paintingery achjariNo ratings yet
- Buku Pintar SRMDocument24 pagesBuku Pintar SRMery achjariNo ratings yet
- Spec - Rev A.concreteDocument15 pagesSpec - Rev A.concreteery achjariNo ratings yet
- Section-18 Main Kitchen and Pantry AppliancesDocument5 pagesSection-18 Main Kitchen and Pantry Appliancesery achjariNo ratings yet
- Spreadsheets To BS 8110Document10 pagesSpreadsheets To BS 8110ery achjariNo ratings yet
- Spec - Rev A.groundworksDocument10 pagesSpec - Rev A.groundworksery achjariNo ratings yet
- Section-15 Suspended Acoustic CeilingDocument14 pagesSection-15 Suspended Acoustic Ceilingery achjariNo ratings yet
- Cheval Blanc Bali: Document RegisterDocument7 pagesCheval Blanc Bali: Document Registerery achjariNo ratings yet
- Section-17 Soft LandscapingDocument12 pagesSection-17 Soft Landscapingery achjariNo ratings yet
- Spec - Rev A.stormwaterDocument14 pagesSpec - Rev A.stormwaterery achjariNo ratings yet
- Hollow Metal Doors and Frames: Section 10Document7 pagesHollow Metal Doors and Frames: Section 10ery achjariNo ratings yet
- Section-13 BuildingFinishesDocument24 pagesSection-13 BuildingFinishesery achjariNo ratings yet
- Section-12 MiscellaneousMetalworkDocument7 pagesSection-12 MiscellaneousMetalworkery achjariNo ratings yet
- Section-7 Roof Waterproofing & InsulationDocument4 pagesSection-7 Roof Waterproofing & Insulationery achjariNo ratings yet
- Section-11 Glass&GlazingDocument6 pagesSection-11 Glass&Glazingery achjariNo ratings yet
- Section-5 MasonryDocument10 pagesSection-5 Masonryery achjariNo ratings yet
- Section-3 EarthworkDocument13 pagesSection-3 Earthworkery achjariNo ratings yet
- Section-8 Carpentry, Joinery & IronmongeryDocument10 pagesSection-8 Carpentry, Joinery & Ironmongeryery achjariNo ratings yet
- Section-9 AluminiumMetalworkDocument11 pagesSection-9 AluminiumMetalworkery achjariNo ratings yet
- Section-2 Clearing&GradingDocument4 pagesSection-2 Clearing&Gradingery achjariNo ratings yet
- Section-1 GeneralDocument4 pagesSection-1 Generalery achjariNo ratings yet
- Section-6 PlasteringDocument9 pagesSection-6 Plasteringery achjariNo ratings yet
- Section-4 Concrete WorksDocument35 pagesSection-4 Concrete Worksery achjariNo ratings yet
- Yard Evaluation Check List: Project NameDocument8 pagesYard Evaluation Check List: Project NameMOHIT SHARMANo ratings yet
- Safeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel AssembliesDocument3 pagesSafeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel AssembliesInti Gacitúa CampoloNo ratings yet
- Structural Analysis and Design Lectures PDFDocument354 pagesStructural Analysis and Design Lectures PDFgongmaozheNo ratings yet
- Arecanut Harvesting MachineDocument14 pagesArecanut Harvesting MachineAnchith JoshiNo ratings yet
- 14251A ch2 PDFDocument49 pages14251A ch2 PDFJohnNo ratings yet
- Module 502 Paper 2Document8 pagesModule 502 Paper 2Nsikak EffiongNo ratings yet
- BSBDocument15 pagesBSBronit13No ratings yet
- Cost SequenceDocument6 pagesCost SequenceCharanjeet SinghNo ratings yet
- Top Steel Fabrication Companies in DubaiDocument5 pagesTop Steel Fabrication Companies in DubaiRashid AlminNo ratings yet
- Construction of Housing Project at Kalinga Mawatha, Colombo 05Document7 pagesConstruction of Housing Project at Kalinga Mawatha, Colombo 05Gayan BandaraNo ratings yet
- Platecoil Data Manual PDFDocument106 pagesPlatecoil Data Manual PDFsach.pareek9912100% (1)
- 11e411 1Document44 pages11e411 1Sai GowthamNo ratings yet
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonNo ratings yet
- PIP STF05530 GratingDocument10 pagesPIP STF05530 GratingMasood Ul Hasan KhanNo ratings yet
- Career Express 2012 Programme - Manukau Institute of TechnologyDocument44 pagesCareer Express 2012 Programme - Manukau Institute of TechnologyHETeenNo ratings yet
- A-138 - Jaigarh Port Phase III-MHS - Conv. Tech. Spec. - R1 PDFDocument157 pagesA-138 - Jaigarh Port Phase III-MHS - Conv. Tech. Spec. - R1 PDFanindya.basu859217100% (1)
- Mechanical & Mechatronics ProjectsDocument8 pagesMechanical & Mechatronics ProjectsElakkiya Karthic100% (1)
- Check List For Prefabrication Stage: 1 Stage - (As Per BS 110R-Inspectionof Steel Girders)Document2 pagesCheck List For Prefabrication Stage: 1 Stage - (As Per BS 110R-Inspectionof Steel Girders)Lakhwant Singh Khalsa100% (1)
- WP001Document37 pagesWP001jfl2096No ratings yet
- 039-Itp For Embedded Plate PDFDocument7 pages039-Itp For Embedded Plate PDFKöksal PatanNo ratings yet
- Plasticité de La Poutre (Hay) PDFDocument11 pagesPlasticité de La Poutre (Hay) PDFBenjaminhuynh08No ratings yet
- M El p0.2 2Document3 pagesM El p0.2 2Gopal RamalingamNo ratings yet
- Work Instruction For Pluging Redundant Holes in Structural MembersDocument5 pagesWork Instruction For Pluging Redundant Holes in Structural MembersRakesh RanjanNo ratings yet
- Construction Standard Specification Section 05120 Structural SteelDocument11 pagesConstruction Standard Specification Section 05120 Structural SteelRahul KatreNo ratings yet
- Aws WJ 201409Document166 pagesAws WJ 201409German Favela100% (2)
- Project Report - SunriseDocument15 pagesProject Report - SunriserajuNo ratings yet
- Mechanical Works Weekly Report of SINOMA (Form)Document25 pagesMechanical Works Weekly Report of SINOMA (Form)fauzan tarmiziNo ratings yet