Download as pdf or txt
You might also like
- Sample Written Test & Answer KeyDocument5 pagesSample Written Test & Answer KeyAlberto T. ToledoNo ratings yet
- Welder Interprovincial (Red Seal) Review Exam 2Document30 pagesWelder Interprovincial (Red Seal) Review Exam 2Best Homely StoreNo ratings yet
- Ijems 22 (5) 497-502Document6 pagesIjems 22 (5) 497-502ArunNo ratings yet
- Simulation of Backup Rolls Quenching With Experimental Study of Deep Cryogenic TreatmentDocument17 pagesSimulation of Backup Rolls Quenching With Experimental Study of Deep Cryogenic TreatmentLinh QuanNo ratings yet
- 02 Rozanski Topolski-Plasma Welding of Steel CPW 800Document7 pages02 Rozanski Topolski-Plasma Welding of Steel CPW 800Ana Paula MartinsNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- 2019 - Materials Science Forum 964Document12 pages2019 - Materials Science Forum 964Dava GhaniNo ratings yet
- Sciencedirect: Mrs Singapore - Icmat Symposia ProceedingsDocument5 pagesSciencedirect: Mrs Singapore - Icmat Symposia ProceedingsbhushanNo ratings yet
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDocument10 pagesEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktNo ratings yet
- The Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelDocument6 pagesThe Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelВладимир ГуляевNo ratings yet
- Strength and Fracture Toughness of Hardox-400 Steel: ArticleDocument16 pagesStrength and Fracture Toughness of Hardox-400 Steel: Article1310 DIVAKKAR MECHNo ratings yet
- Metallographic Investigations in The Diagnosis and Quality Control of Welded Joints of Austenitic SteelsDocument18 pagesMetallographic Investigations in The Diagnosis and Quality Control of Welded Joints of Austenitic SteelsДмитрий СтепановNo ratings yet
- Mechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectDocument41 pagesMechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectEhsan HaratiNo ratings yet
- Fatigue Performance of Thermally Cut Bolt Holes in Structural Steel S460MDocument13 pagesFatigue Performance of Thermally Cut Bolt Holes in Structural Steel S460Mcarlos aquinoNo ratings yet
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocument6 pages03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNo ratings yet
- Influence of Chemical Composition VariationDocument10 pagesInfluence of Chemical Composition Variationprocess.officer2No ratings yet
- SS400-AMM34-High Strength Dual Phase Steels and Flow Curve Modeling ApproachDocument11 pagesSS400-AMM34-High Strength Dual Phase Steels and Flow Curve Modeling ApproachAgustine SetiawanNo ratings yet
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaNo ratings yet
- Ductile Cast Iron 350 4 Using SMAWDocument14 pagesDuctile Cast Iron 350 4 Using SMAWIJRASETPublicationsNo ratings yet
- Effect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelDocument6 pagesEffect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelMuhammad Rizki Ash-ShidiqNo ratings yet
- Stress-Strain Curves, Fracture Mechanisms, and Size Effect For Low-Carbon Low-Alloyed Steels With A Quasi-Composite StructureDocument13 pagesStress-Strain Curves, Fracture Mechanisms, and Size Effect For Low-Carbon Low-Alloyed Steels With A Quasi-Composite StructureJosé Alexandre Gouveia HenriquesNo ratings yet
- Experimental Research in Smaw Parameter To Minimize The Residual Stress and Analysis For Eliminate Cold CracksDocument10 pagesExperimental Research in Smaw Parameter To Minimize The Residual Stress and Analysis For Eliminate Cold CracksTJPRC PublicationsNo ratings yet
- The Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingDocument8 pagesThe Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingMenad SalahNo ratings yet
- Avances en Soldadura de Materiales DisimilesDocument5 pagesAvances en Soldadura de Materiales DisimilesDebora ChavezNo ratings yet
- Electron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesDocument10 pagesElectron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesJEANNINA BULEJE CASTILLONo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocument11 pagesCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićNo ratings yet
- Strenx 700Document15 pagesStrenx 700SameerNo ratings yet
- Mechanical Properties of Nanostructured Nickel BasDocument6 pagesMechanical Properties of Nanostructured Nickel BasMaryam TorfehNo ratings yet
- Microstructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersDocument22 pagesMicrostructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersAlmerindo JuniorNo ratings yet
- Murtaza Paper1Document11 pagesMurtaza Paper1aliyan hassanNo ratings yet
- Microstructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesDocument7 pagesMicrostructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesNilesh MistryNo ratings yet
- Impact Toughness of High Strength Low AlloyDocument7 pagesImpact Toughness of High Strength Low AlloySPINHRNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- 3225 HARDOX 450 Prilog OcjenDocument6 pages3225 HARDOX 450 Prilog OcjenGoran SpasojevicNo ratings yet
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNo ratings yet
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 pagesDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahNo ratings yet
- The Effect of Solution Annealing On Properties of Steel Nitronic 60Document5 pagesThe Effect of Solution Annealing On Properties of Steel Nitronic 60jay daveNo ratings yet
- The Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronDocument9 pagesThe Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronNatalino FonsecaNo ratings yet
- Experimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelDocument19 pagesExperimental Study On Square-Butt Single-Pass Single-Side Submerged Arc Welding of Low-Carbon Microalloyed SteelSk ShankarNo ratings yet
- Materials 15 03763Document13 pagesMaterials 15 03763Salih BalcıNo ratings yet
- MST 39 327 23Document12 pagesMST 39 327 23Randy RogelioNo ratings yet
- Application of Mathematical Modelling To Hot Rolling and Controlled Cooling of Wire Rods and BarsDocument10 pagesApplication of Mathematical Modelling To Hot Rolling and Controlled Cooling of Wire Rods and BarsJuan ArcosNo ratings yet
- Microstructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsDocument6 pagesMicrostructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsReza nugrahaNo ratings yet
- Temper Bead Welding of S460N Steel in Wet Welding ConditionsDocument10 pagesTemper Bead Welding of S460N Steel in Wet Welding ConditionsNickesh ShahNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- 987 1003 1 PBDocument11 pages987 1003 1 PBDaniel CorellaNo ratings yet
- 1911-Article Text-5977-1-10-20120619 PDFDocument4 pages1911-Article Text-5977-1-10-20120619 PDFyoustruelyNo ratings yet
- Journal of Manufacturing Processes: Hadi Ghasemi Nanesa, Julien Boulgakoff, Mohammad JahaziDocument5 pagesJournal of Manufacturing Processes: Hadi Ghasemi Nanesa, Julien Boulgakoff, Mohammad JahazisamNo ratings yet
- Analysis of Strength and Fatigue PropertyDocument7 pagesAnalysis of Strength and Fatigue PropertyahmadkamalNo ratings yet
- EFFECT OF NB AND Ti ON MICROSTRUCTURE ANDDocument6 pagesEFFECT OF NB AND Ti ON MICROSTRUCTURE ANDle hoangNo ratings yet
- Phase-Field Modelling of Microstructure Evolution During Processing of Cold-Rolled Dual Phase SteelsDocument13 pagesPhase-Field Modelling of Microstructure Evolution During Processing of Cold-Rolled Dual Phase SteelsfdcarazoNo ratings yet
- Poletskov 2020 IOP Conf. Ser. Mater. Sci.Document8 pagesPoletskov 2020 IOP Conf. Ser. Mater. Sci.Александр ТиньгаевNo ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Mechanisms of Cast Structure and Stressed State Formation in Hadfield SteelDocument10 pagesMechanisms of Cast Structure and Stressed State Formation in Hadfield SteelAdnanNo ratings yet
- Microstructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessDocument8 pagesMicrostructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessretrogradesNo ratings yet
- Influence of Nonmetallic Inclusion Characteristics OnDocument10 pagesInfluence of Nonmetallic Inclusion Characteristics OnEngels OchoaNo ratings yet
- Manuscript Tesfaye.GDocument17 pagesManuscript Tesfaye.Gtesfaye gurmesaNo ratings yet
- Materials and Examples of Preparing Damascus Type Blade SteelDocument8 pagesMaterials and Examples of Preparing Damascus Type Blade SteelrobertNo ratings yet
- Supply Specification Coating / Painting For Parts With High Corrosive Stress DBL 7391Document21 pagesSupply Specification Coating / Painting For Parts With High Corrosive Stress DBL 7391Deepak Mehta100% (1)
- Heat Treatment Analysis Report: Observation Less Bluish More BluishDocument1 pageHeat Treatment Analysis Report: Observation Less Bluish More BluishDeepak MehtaNo ratings yet
- 3114 Analysis ReportDocument12 pages3114 Analysis ReportDeepak MehtaNo ratings yet
- 84518-56 MM RevisedDocument1 page84518-56 MM RevisedDeepak MehtaNo ratings yet
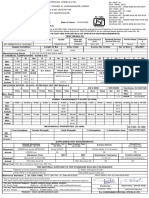
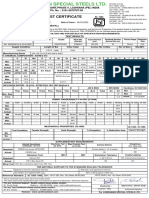
- Test Certificate: Highway Industries Ltd. (Sahnewal)Document1 pageTest Certificate: Highway Industries Ltd. (Sahnewal)Deepak MehtaNo ratings yet
- Highway Industries LTD (Auto Division) Site-III, Ludhiana. Heat Treatment Analysis ReportDocument3 pagesHighway Industries LTD (Auto Division) Site-III, Ludhiana. Heat Treatment Analysis ReportDeepak MehtaNo ratings yet
- APM Steel and Cast IronsDocument48 pagesAPM Steel and Cast Ironsvarniraj patelmetNo ratings yet
- High Strength Low Alloy Steels: Ductile Formable WeldableDocument3 pagesHigh Strength Low Alloy Steels: Ductile Formable WeldablemichaelNo ratings yet
- PH8251-Material Science QN Bank ValliammaiDocument10 pagesPH8251-Material Science QN Bank ValliammaiThaya GanapathyNo ratings yet
- Electric Arc Furnace ThesisDocument6 pagesElectric Arc Furnace Thesish0dugiz0zif3100% (2)
- Iron and SteelDocument65 pagesIron and SteelSunny PatilNo ratings yet
- Unit 3 &4 Question BankDocument4 pagesUnit 3 &4 Question BankcprabhakaranNo ratings yet
- Pages From SAES-H-001-5Document1 pagePages From SAES-H-001-5mohammed s fawabNo ratings yet
- CRA Weldoverlay Cladding - CRADocument3 pagesCRA Weldoverlay Cladding - CRAChabdi EssenzNo ratings yet
- ME3392 SyllabusDocument2 pagesME3392 Syllabusmanoj1316kumar_63152No ratings yet
- High Temperature SteelDocument5 pagesHigh Temperature Steelsathyadevi konnurNo ratings yet
- Periodic Table MulticolouredDocument1 pagePeriodic Table MulticolouredTeya MeiiNo ratings yet
- A - Level - Periodic - Table - CambridgeDocument1 pageA - Level - Periodic - Table - CambridgecrpNo ratings yet
- Grades: Grade EN / DIN Aisi/Astm Uns Ss Afnor OverigDocument2 pagesGrades: Grade EN / DIN Aisi/Astm Uns Ss Afnor OverigIvan AlexievNo ratings yet
- SPE 76-002 (2006) Flange MaterialsDocument6 pagesSPE 76-002 (2006) Flange Materials김창배100% (1)
- CH 7 MetalsDocument16 pagesCH 7 MetalsNirose ChhukanNo ratings yet
- Inspection & Testing Requirements: ScopeDocument1 pageInspection & Testing Requirements: ScopeSamiNo ratings yet
- DS WRS Creusabro 8000 12 2022Document6 pagesDS WRS Creusabro 8000 12 2022johndupNo ratings yet
- Explosion Welding ProcessDocument12 pagesExplosion Welding ProcessManash DeyNo ratings yet
- Asme Viii - Div.1 (2019) Appendix 4 RTDocument1 pageAsme Viii - Div.1 (2019) Appendix 4 RTionexchangeqcNo ratings yet
- CSWIP 3.2 Multiple ChoiceDocument10 pagesCSWIP 3.2 Multiple Choicerandhir kumar jha0% (1)
- Metal AlloysDocument34 pagesMetal AlloysMark Joseph LapeñaNo ratings yet
- Heat-Treatment - Basics: G S MahobiaDocument59 pagesHeat-Treatment - Basics: G S MahobiaElangoNo ratings yet
- Reeds Vol. 8 General Engineering Knowledge For Marine EngineersDocument600 pagesReeds Vol. 8 General Engineering Knowledge For Marine Engineershzhchina168No ratings yet
- 1a Arc Weld ProcessesDocument45 pages1a Arc Weld ProcessesskgcNo ratings yet
- 3CP C Section 5MDocument1 page3CP C Section 5MRohan ChunaraNo ratings yet
- COBALT - FACTS-Metallurgical - UsesDocument15 pagesCOBALT - FACTS-Metallurgical - UsesMarlon BombiNo ratings yet
- Tutorial 4 Chapter 4 - CorrosionDocument2 pagesTutorial 4 Chapter 4 - CorrosionHafizatul AqmarNo ratings yet
- Coremax H43Document1 pageCoremax H43LIM hoon boonNo ratings yet