
Manual kc3 Abb
Manual kc3 Abb
You might also like
- Documentation of Course Registration SystemDocument19 pagesDocumentation of Course Registration SystemDeepak Sharma83% (6)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- CM 21 002 RevCDocument113 pagesCM 21 002 RevCYolanda PeñaNo ratings yet
- Installation Manual Sailor 6588 Gnss DgnssDocument102 pagesInstallation Manual Sailor 6588 Gnss DgnssAnonymous XnufDzrpoNo ratings yet
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosFrom EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosRating: 5 out of 5 stars5/5 (1)
- Valmet Rotary Installation and OperatingDocument72 pagesValmet Rotary Installation and OperatingNolan100% (2)
- ZF ADM 2: Automatic Drive-Train Management: All-Wheel Drive Systems Business Unit Special Driveline TechnologyDocument11 pagesZF ADM 2: Automatic Drive-Train Management: All-Wheel Drive Systems Business Unit Special Driveline TechnologylatNo ratings yet
- Galaxy 3000 User & Install ManDocument58 pagesGalaxy 3000 User & Install ManRhemmy Adeboye100% (2)
- Spindle Drive Unit: Maintenance Manual Vaciv (1St Edition)Document68 pagesSpindle Drive Unit: Maintenance Manual Vaciv (1St Edition)vdsantos74No ratings yet
- Abc of Power Modules: Functionality, Structure and Handling of a Power ModuleFrom EverandAbc of Power Modules: Functionality, Structure and Handling of a Power ModuleNo ratings yet
- KC5 deDocument66 pagesKC5 degmclellanNo ratings yet
- Operating Instructions TTR2795 v1.2.12Document95 pagesOperating Instructions TTR2795 v1.2.12Mekkov MekkovvNo ratings yet
- Instruction Manual: October 2004 W41080061 V1.8Document42 pagesInstruction Manual: October 2004 W41080061 V1.8Anderson TpsNo ratings yet
- APT-9411 Service Manual V102Document139 pagesAPT-9411 Service Manual V102bogoye100% (1)
- CP Pws Manual 6Document22 pagesCP Pws Manual 6Padmajan YesodharanNo ratings yet
- TB-2100 Operational and Maintenance Manual Rev C OptimiseDocument224 pagesTB-2100 Operational and Maintenance Manual Rev C OptimisearnaudmarielNo ratings yet
- A0114 PDFDocument56 pagesA0114 PDFern_43No ratings yet
- Nietz Electric Co.,LtdDocument164 pagesNietz Electric Co.,LtdmouradNo ratings yet
- 0245b-En 2Document32 pages0245b-En 2karimNo ratings yet
- User Manual: Pressductor TechnologyDocument156 pagesUser Manual: Pressductor TechnologyOSAMANo ratings yet
- Manual Modular Compact Inline Flow Meter KmeDocument28 pagesManual Modular Compact Inline Flow Meter Kmegerardo floresNo ratings yet
- Item 6. Manual-CCR961-SW4.0-V.-CDocument54 pagesItem 6. Manual-CCR961-SW4.0-V.-CPROYECTOS REXNo ratings yet
- User's Manual: EJX Series BRAIN Communication TypeDocument40 pagesUser's Manual: EJX Series BRAIN Communication Typefikri rahmanNo ratings yet
- Web Tension Systems With Tension Electronics PFEA 111/112: User ManualDocument216 pagesWeb Tension Systems With Tension Electronics PFEA 111/112: User Manualbrunofj1985No ratings yet
- Pull-Out Force Measuring Device: Operating InstructionsDocument29 pagesPull-Out Force Measuring Device: Operating InstructionsJose Roberto Garcia Del ValleNo ratings yet
- 248083310-1 R3 (OpMan Remote 2 PN Series) LetterDocument58 pages248083310-1 R3 (OpMan Remote 2 PN Series) LetterManish PatelNo ratings yet
- Ufr II Printer Kit-e3-SmDocument46 pagesUfr II Printer Kit-e3-SmutilscNo ratings yet
- Sinumerik 810 820 GA3 Interface - Part - 2 - Connection - ConditionsDocument128 pagesSinumerik 810 820 GA3 Interface - Part - 2 - Connection - ConditionsSam eagle goodNo ratings yet
- Manual AC2800-BA-enDocument34 pagesManual AC2800-BA-enAhmedNo ratings yet
- EM-SGS-6340-24T 48T 24P4S 20S4C4X Configuration Guide v1.0Document555 pagesEM-SGS-6340-24T 48T 24P4S 20S4C4X Configuration Guide v1.0Jonathan Fabian Sanchez AlvarezNo ratings yet
- Compact CWE Series Installation, Operation & Maintenance ManualDocument32 pagesCompact CWE Series Installation, Operation & Maintenance ManualAbdul Rasheed GhaziNo ratings yet
- Instruction Manual: January 2006 W41080061 V1.81Document42 pagesInstruction Manual: January 2006 W41080061 V1.81Jorge LopezNo ratings yet
- Manual G6 Caixa BDocument42 pagesManual G6 Caixa BIRAQI MohsinNo ratings yet
- Eaton 93e g2 Ups 100 200 Kva User and Installation Guide enDocument118 pagesEaton 93e g2 Ups 100 200 Kva User and Installation Guide enAbdel AdimNo ratings yet
- Vacon Cx Cxl Cxs ManualDocument317 pagesVacon Cx Cxl Cxs ManualFrancisco Antonio Quijada SanchezNo ratings yet
- Vacon CX and Etc PDFDocument317 pagesVacon CX and Etc PDFKashif NadeemNo ratings yet
- Operating Instructions v2.0Document226 pagesOperating Instructions v2.0DoeNo ratings yet
- Adventurer Pro ManualDocument59 pagesAdventurer Pro ManualHumberto ChaconNo ratings yet
- Over Current PRDDocument56 pagesOver Current PRDgovindaraj171No ratings yet
- PAT America, Inc.: Service ManualDocument57 pagesPAT America, Inc.: Service Manualgalih kalokaNo ratings yet
- ABB Celda CargaDocument214 pagesABB Celda CargajglunaNo ratings yet
- I/P Signal Converter: TEIP11, TEIP11-PSDocument20 pagesI/P Signal Converter: TEIP11, TEIP11-PSAbdullah MuhammadNo ratings yet
- A006.6 - 1 - 005-BNWAS - User's ManualDocument43 pagesA006.6 - 1 - 005-BNWAS - User's ManualGeorgios Mariolis100% (2)
- AEG Inverter 8000012364 01 Bal enDocument42 pagesAEG Inverter 8000012364 01 Bal ennewionNo ratings yet
- SG 60 KTLDocument104 pagesSG 60 KTLadjiNo ratings yet
- Manual BTS - enDocument32 pagesManual BTS - enBruno Ferreira RodriguesNo ratings yet
- Hisense - Chasis MTK5652 PDFDocument59 pagesHisense - Chasis MTK5652 PDFJosé Nicolás Auciello I100% (2)
- CP6600 enDocument39 pagesCP6600 encartenaNo ratings yet
- VB3 - VB5 - V5 Frequency Inverter - User ManualDocument107 pagesVB3 - VB5 - V5 Frequency Inverter - User ManualmkljajaNo ratings yet
- Chassis KS9C-N-MI Manual de Servicio PDFDocument73 pagesChassis KS9C-N-MI Manual de Servicio PDFCristian ChavezNo ratings yet
- 00323BDocument44 pages00323BDiamantesexNo ratings yet
- 2805 Manual PDFDocument28 pages2805 Manual PDFASPIT TECHNo ratings yet
- Differential Pressure Transmitter PAD ManualDocument75 pagesDifferential Pressure Transmitter PAD ManualAbid HameedNo ratings yet
- Manual ch88 in Situ Combustion Oxygen Analyzer System Rosemount en 1508446 PDFDocument32 pagesManual ch88 in Situ Combustion Oxygen Analyzer System Rosemount en 1508446 PDFMERUBHAI VAINSH-INST-KURANGANo ratings yet
- Clip Electronic: Operating ManualDocument48 pagesClip Electronic: Operating ManualKostas StavrianosNo ratings yet
- Conzerv Em3000 User ManualDocument64 pagesConzerv Em3000 User ManualPrabhu VijayNo ratings yet
- VSB ManualDocument166 pagesVSB Manualmukul9040No ratings yet
- Manual de Operação MSQ900Document46 pagesManual de Operação MSQ900felipersbragaNo ratings yet
- 8500C/8500C+ System Maintenance ManualDocument186 pages8500C/8500C+ System Maintenance Manualsinan akbaşNo ratings yet
- Fx1s Fx1n Fx2n (C) Fx3u Beginner's ManualDocument0 pagesFx1s Fx1n Fx2n (C) Fx3u Beginner's ManualbryanaranzazuNo ratings yet
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- PPDocument12 pagesPPsanto_r05No ratings yet
- Arithemetic MODEL PAPERDocument62 pagesArithemetic MODEL PAPERMohammad Jilani100% (1)
- Advanced Java - Exceptions, Annotations, Basics of ReflectionsDocument13 pagesAdvanced Java - Exceptions, Annotations, Basics of ReflectionsIoan PopescuNo ratings yet
- Sony Bx1s Chassis Kv-Ar14m50 SMDocument195 pagesSony Bx1s Chassis Kv-Ar14m50 SMCube7 GeronimoNo ratings yet
- Properties of Discrete Time Convolution: Stephen KruzickDocument4 pagesProperties of Discrete Time Convolution: Stephen KruzickLoredana MariaNo ratings yet
- Rman DocumentDocument11 pagesRman Documentsantababu100% (2)
- 2022 Math Models Grade 3 Second Term enDocument10 pages2022 Math Models Grade 3 Second Term enMoustafa AbdouNo ratings yet
- Chapter 2 Digital Image FundamantelsDocument58 pagesChapter 2 Digital Image FundamantelsVimal KumarNo ratings yet
- Rotary ScrubberDocument14 pagesRotary Scrubberkejriwal_itNo ratings yet
- 1797 In535 - en P PDFDocument16 pages1797 In535 - en P PDFMancamiaicuruNo ratings yet
- Service Ariston Cibubur 082122541663Document56 pagesService Ariston Cibubur 082122541663Service Pemanas AirNo ratings yet
- Exercise 02 - BKF1313 Chapter 2 Part 2Document2 pagesExercise 02 - BKF1313 Chapter 2 Part 2Cornelius PhilipNo ratings yet
- Tithi CalculationsDocument15 pagesTithi CalculationsSowmindra RottiNo ratings yet
- Fundamentals of Highway Bridge Demolition: Conference PaperDocument10 pagesFundamentals of Highway Bridge Demolition: Conference PaperDenver PlayletsNo ratings yet
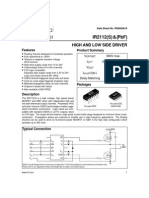
- Ir2112 (S) & (PBF) : High and Low Side DriverDocument17 pagesIr2112 (S) & (PBF) : High and Low Side DriverMugahed DammagNo ratings yet
- Compaction of SoilsDocument19 pagesCompaction of SoilspavanNo ratings yet
- Teaching DemoDocument7 pagesTeaching DemoMaer PohaneNo ratings yet
- Primergy Serverview Suite: Integration Module V1.4 For Altiris Deployment ServerDocument56 pagesPrimergy Serverview Suite: Integration Module V1.4 For Altiris Deployment ServerMarcel-Mihail MihaescuNo ratings yet
- Assistants API in OpenAI-1Document35 pagesAssistants API in OpenAI-1Yussuf AbdirizakNo ratings yet
- An Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFDocument70 pagesAn Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFruben.petty312100% (17)
- G4 SM-3 PDFDocument58 pagesG4 SM-3 PDFVasumathiSNo ratings yet
- Skepticism About TruthDocument3 pagesSkepticism About TruthHoward MokNo ratings yet
- 3511-A4-3 Iss1 Deck Plate Cut Out Mk2020S BinnacleDocument1 page3511-A4-3 Iss1 Deck Plate Cut Out Mk2020S BinnacleyanuNo ratings yet
- Study Guide 3: WoodworkingDocument21 pagesStudy Guide 3: Woodworkingmaryjoysoliven4No ratings yet
- Handy Auto Plus - en (Web)Document2 pagesHandy Auto Plus - en (Web)mtonellyNo ratings yet
- Average Mcqs CssDocument6 pagesAverage Mcqs CssHuria MalikNo ratings yet
- BOQ - 400/220/33kV GIS Substation For Panchshil Data Center at Airoli, Navi MumbaiDocument13 pagesBOQ - 400/220/33kV GIS Substation For Panchshil Data Center at Airoli, Navi MumbaiPrasad Pawar - ERO Power100% (1)
- Electrical Installation and Maintenance (Eim) 5Document55 pagesElectrical Installation and Maintenance (Eim) 5Victor Rosales100% (1)
























































































Download as pdf or txt
You might also like
- Documentation of Course Registration SystemDocument19 pagesDocumentation of Course Registration SystemDeepak Sharma83% (6)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- CM 21 002 RevCDocument113 pagesCM 21 002 RevCYolanda PeñaNo ratings yet
- Installation Manual Sailor 6588 Gnss DgnssDocument102 pagesInstallation Manual Sailor 6588 Gnss DgnssAnonymous XnufDzrpoNo ratings yet
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosFrom EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosRating: 5 out of 5 stars5/5 (1)
- Valmet Rotary Installation and OperatingDocument72 pagesValmet Rotary Installation and OperatingNolan100% (2)
- ZF ADM 2: Automatic Drive-Train Management: All-Wheel Drive Systems Business Unit Special Driveline TechnologyDocument11 pagesZF ADM 2: Automatic Drive-Train Management: All-Wheel Drive Systems Business Unit Special Driveline TechnologylatNo ratings yet
- Galaxy 3000 User & Install ManDocument58 pagesGalaxy 3000 User & Install ManRhemmy Adeboye100% (2)
- Spindle Drive Unit: Maintenance Manual Vaciv (1St Edition)Document68 pagesSpindle Drive Unit: Maintenance Manual Vaciv (1St Edition)vdsantos74No ratings yet
- Abc of Power Modules: Functionality, Structure and Handling of a Power ModuleFrom EverandAbc of Power Modules: Functionality, Structure and Handling of a Power ModuleNo ratings yet
- KC5 deDocument66 pagesKC5 degmclellanNo ratings yet
- Operating Instructions TTR2795 v1.2.12Document95 pagesOperating Instructions TTR2795 v1.2.12Mekkov MekkovvNo ratings yet
- Instruction Manual: October 2004 W41080061 V1.8Document42 pagesInstruction Manual: October 2004 W41080061 V1.8Anderson TpsNo ratings yet
- APT-9411 Service Manual V102Document139 pagesAPT-9411 Service Manual V102bogoye100% (1)
- CP Pws Manual 6Document22 pagesCP Pws Manual 6Padmajan YesodharanNo ratings yet
- TB-2100 Operational and Maintenance Manual Rev C OptimiseDocument224 pagesTB-2100 Operational and Maintenance Manual Rev C OptimisearnaudmarielNo ratings yet
- A0114 PDFDocument56 pagesA0114 PDFern_43No ratings yet
- Nietz Electric Co.,LtdDocument164 pagesNietz Electric Co.,LtdmouradNo ratings yet
- 0245b-En 2Document32 pages0245b-En 2karimNo ratings yet
- User Manual: Pressductor TechnologyDocument156 pagesUser Manual: Pressductor TechnologyOSAMANo ratings yet
- Manual Modular Compact Inline Flow Meter KmeDocument28 pagesManual Modular Compact Inline Flow Meter Kmegerardo floresNo ratings yet
- Item 6. Manual-CCR961-SW4.0-V.-CDocument54 pagesItem 6. Manual-CCR961-SW4.0-V.-CPROYECTOS REXNo ratings yet
- User's Manual: EJX Series BRAIN Communication TypeDocument40 pagesUser's Manual: EJX Series BRAIN Communication Typefikri rahmanNo ratings yet
- Web Tension Systems With Tension Electronics PFEA 111/112: User ManualDocument216 pagesWeb Tension Systems With Tension Electronics PFEA 111/112: User Manualbrunofj1985No ratings yet
- Pull-Out Force Measuring Device: Operating InstructionsDocument29 pagesPull-Out Force Measuring Device: Operating InstructionsJose Roberto Garcia Del ValleNo ratings yet
- 248083310-1 R3 (OpMan Remote 2 PN Series) LetterDocument58 pages248083310-1 R3 (OpMan Remote 2 PN Series) LetterManish PatelNo ratings yet
- Ufr II Printer Kit-e3-SmDocument46 pagesUfr II Printer Kit-e3-SmutilscNo ratings yet
- Sinumerik 810 820 GA3 Interface - Part - 2 - Connection - ConditionsDocument128 pagesSinumerik 810 820 GA3 Interface - Part - 2 - Connection - ConditionsSam eagle goodNo ratings yet
- Manual AC2800-BA-enDocument34 pagesManual AC2800-BA-enAhmedNo ratings yet
- EM-SGS-6340-24T 48T 24P4S 20S4C4X Configuration Guide v1.0Document555 pagesEM-SGS-6340-24T 48T 24P4S 20S4C4X Configuration Guide v1.0Jonathan Fabian Sanchez AlvarezNo ratings yet
- Compact CWE Series Installation, Operation & Maintenance ManualDocument32 pagesCompact CWE Series Installation, Operation & Maintenance ManualAbdul Rasheed GhaziNo ratings yet
- Instruction Manual: January 2006 W41080061 V1.81Document42 pagesInstruction Manual: January 2006 W41080061 V1.81Jorge LopezNo ratings yet
- Manual G6 Caixa BDocument42 pagesManual G6 Caixa BIRAQI MohsinNo ratings yet
- Eaton 93e g2 Ups 100 200 Kva User and Installation Guide enDocument118 pagesEaton 93e g2 Ups 100 200 Kva User and Installation Guide enAbdel AdimNo ratings yet
- Vacon Cx Cxl Cxs ManualDocument317 pagesVacon Cx Cxl Cxs ManualFrancisco Antonio Quijada SanchezNo ratings yet
- Vacon CX and Etc PDFDocument317 pagesVacon CX and Etc PDFKashif NadeemNo ratings yet
- Operating Instructions v2.0Document226 pagesOperating Instructions v2.0DoeNo ratings yet
- Adventurer Pro ManualDocument59 pagesAdventurer Pro ManualHumberto ChaconNo ratings yet
- Over Current PRDDocument56 pagesOver Current PRDgovindaraj171No ratings yet
- PAT America, Inc.: Service ManualDocument57 pagesPAT America, Inc.: Service Manualgalih kalokaNo ratings yet
- ABB Celda CargaDocument214 pagesABB Celda CargajglunaNo ratings yet
- I/P Signal Converter: TEIP11, TEIP11-PSDocument20 pagesI/P Signal Converter: TEIP11, TEIP11-PSAbdullah MuhammadNo ratings yet
- A006.6 - 1 - 005-BNWAS - User's ManualDocument43 pagesA006.6 - 1 - 005-BNWAS - User's ManualGeorgios Mariolis100% (2)
- AEG Inverter 8000012364 01 Bal enDocument42 pagesAEG Inverter 8000012364 01 Bal ennewionNo ratings yet
- SG 60 KTLDocument104 pagesSG 60 KTLadjiNo ratings yet
- Manual BTS - enDocument32 pagesManual BTS - enBruno Ferreira RodriguesNo ratings yet
- Hisense - Chasis MTK5652 PDFDocument59 pagesHisense - Chasis MTK5652 PDFJosé Nicolás Auciello I100% (2)
- CP6600 enDocument39 pagesCP6600 encartenaNo ratings yet
- VB3 - VB5 - V5 Frequency Inverter - User ManualDocument107 pagesVB3 - VB5 - V5 Frequency Inverter - User ManualmkljajaNo ratings yet
- Chassis KS9C-N-MI Manual de Servicio PDFDocument73 pagesChassis KS9C-N-MI Manual de Servicio PDFCristian ChavezNo ratings yet
- 00323BDocument44 pages00323BDiamantesexNo ratings yet
- 2805 Manual PDFDocument28 pages2805 Manual PDFASPIT TECHNo ratings yet
- Differential Pressure Transmitter PAD ManualDocument75 pagesDifferential Pressure Transmitter PAD ManualAbid HameedNo ratings yet
- Manual ch88 in Situ Combustion Oxygen Analyzer System Rosemount en 1508446 PDFDocument32 pagesManual ch88 in Situ Combustion Oxygen Analyzer System Rosemount en 1508446 PDFMERUBHAI VAINSH-INST-KURANGANo ratings yet
- Clip Electronic: Operating ManualDocument48 pagesClip Electronic: Operating ManualKostas StavrianosNo ratings yet
- Conzerv Em3000 User ManualDocument64 pagesConzerv Em3000 User ManualPrabhu VijayNo ratings yet
- VSB ManualDocument166 pagesVSB Manualmukul9040No ratings yet
- Manual de Operação MSQ900Document46 pagesManual de Operação MSQ900felipersbragaNo ratings yet
- 8500C/8500C+ System Maintenance ManualDocument186 pages8500C/8500C+ System Maintenance Manualsinan akbaşNo ratings yet
- Fx1s Fx1n Fx2n (C) Fx3u Beginner's ManualDocument0 pagesFx1s Fx1n Fx2n (C) Fx3u Beginner's ManualbryanaranzazuNo ratings yet
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- PPDocument12 pagesPPsanto_r05No ratings yet
- Arithemetic MODEL PAPERDocument62 pagesArithemetic MODEL PAPERMohammad Jilani100% (1)
- Advanced Java - Exceptions, Annotations, Basics of ReflectionsDocument13 pagesAdvanced Java - Exceptions, Annotations, Basics of ReflectionsIoan PopescuNo ratings yet
- Sony Bx1s Chassis Kv-Ar14m50 SMDocument195 pagesSony Bx1s Chassis Kv-Ar14m50 SMCube7 GeronimoNo ratings yet
- Properties of Discrete Time Convolution: Stephen KruzickDocument4 pagesProperties of Discrete Time Convolution: Stephen KruzickLoredana MariaNo ratings yet
- Rman DocumentDocument11 pagesRman Documentsantababu100% (2)
- 2022 Math Models Grade 3 Second Term enDocument10 pages2022 Math Models Grade 3 Second Term enMoustafa AbdouNo ratings yet
- Chapter 2 Digital Image FundamantelsDocument58 pagesChapter 2 Digital Image FundamantelsVimal KumarNo ratings yet
- Rotary ScrubberDocument14 pagesRotary Scrubberkejriwal_itNo ratings yet
- 1797 In535 - en P PDFDocument16 pages1797 In535 - en P PDFMancamiaicuruNo ratings yet
- Service Ariston Cibubur 082122541663Document56 pagesService Ariston Cibubur 082122541663Service Pemanas AirNo ratings yet
- Exercise 02 - BKF1313 Chapter 2 Part 2Document2 pagesExercise 02 - BKF1313 Chapter 2 Part 2Cornelius PhilipNo ratings yet
- Tithi CalculationsDocument15 pagesTithi CalculationsSowmindra RottiNo ratings yet
- Fundamentals of Highway Bridge Demolition: Conference PaperDocument10 pagesFundamentals of Highway Bridge Demolition: Conference PaperDenver PlayletsNo ratings yet
- Ir2112 (S) & (PBF) : High and Low Side DriverDocument17 pagesIr2112 (S) & (PBF) : High and Low Side DriverMugahed DammagNo ratings yet
- Compaction of SoilsDocument19 pagesCompaction of SoilspavanNo ratings yet
- Teaching DemoDocument7 pagesTeaching DemoMaer PohaneNo ratings yet
- Primergy Serverview Suite: Integration Module V1.4 For Altiris Deployment ServerDocument56 pagesPrimergy Serverview Suite: Integration Module V1.4 For Altiris Deployment ServerMarcel-Mihail MihaescuNo ratings yet
- Assistants API in OpenAI-1Document35 pagesAssistants API in OpenAI-1Yussuf AbdirizakNo ratings yet
- An Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFDocument70 pagesAn Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFruben.petty312100% (17)
- G4 SM-3 PDFDocument58 pagesG4 SM-3 PDFVasumathiSNo ratings yet
- Skepticism About TruthDocument3 pagesSkepticism About TruthHoward MokNo ratings yet
- 3511-A4-3 Iss1 Deck Plate Cut Out Mk2020S BinnacleDocument1 page3511-A4-3 Iss1 Deck Plate Cut Out Mk2020S BinnacleyanuNo ratings yet
- Study Guide 3: WoodworkingDocument21 pagesStudy Guide 3: Woodworkingmaryjoysoliven4No ratings yet
- Handy Auto Plus - en (Web)Document2 pagesHandy Auto Plus - en (Web)mtonellyNo ratings yet
- Average Mcqs CssDocument6 pagesAverage Mcqs CssHuria MalikNo ratings yet
- BOQ - 400/220/33kV GIS Substation For Panchshil Data Center at Airoli, Navi MumbaiDocument13 pagesBOQ - 400/220/33kV GIS Substation For Panchshil Data Center at Airoli, Navi MumbaiPrasad Pawar - ERO Power100% (1)
- Electrical Installation and Maintenance (Eim) 5Document55 pagesElectrical Installation and Maintenance (Eim) 5Victor Rosales100% (1)