Download as pdf or txt
You might also like
- Mechanical PrinciplesDocument46 pagesMechanical PrinciplesHarshini Premachandra0% (1)
- Solution Manual Introduction To Metric and Topological Spaces 2nd Edition by SutherlandDocument4 pagesSolution Manual Introduction To Metric and Topological Spaces 2nd Edition by SutherlandAviv AvrahamNo ratings yet
- Case1 Colorscope Solution PPTXDocument42 pagesCase1 Colorscope Solution PPTXAmit Dixit100% (1)
- JJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressDocument16 pagesJJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressAh Tiang50% (2)
- Ara Axapta500.edbDocument3,858 pagesAra Axapta500.edbAhmed Badawy0% (1)
- This Question Paper Contains 02 PagesDocument2 pagesThis Question Paper Contains 02 PagesMaster ChiefNo ratings yet
- 4B016024 CFD Analysis Final TermDocument27 pages4B016024 CFD Analysis Final TermAlya penta agharidNo ratings yet
- HW6 CEE275 UC BerkeleyDocument10 pagesHW6 CEE275 UC BerkeleyKurtWalterSonccoNo ratings yet
- EC340 DEC150 Assign1Document3 pagesEC340 DEC150 Assign1Cholwe Essau MbilimaNo ratings yet
- Problems Well Test Analysis (EI-function)Document17 pagesProblems Well Test Analysis (EI-function)Jun Hao HengNo ratings yet
- Mphahlele TJ 219080587 Lab 1Document11 pagesMphahlele TJ 219080587 Lab 1Sive MatebeseNo ratings yet
- Admn2607 SD2Document21 pagesAdmn2607 SD2Thomas-Jay DerbyshireNo ratings yet
- 02 Major Test - 03 November 2020Document14 pages02 Major Test - 03 November 2020Tlotliso MorethiNo ratings yet
- Welcome To "Rte-Book1Ddeltanorm - XLS" Calculator For 1D Subaerial Fluvial Fan-Delta With Channel of Constant WidthDocument23 pagesWelcome To "Rte-Book1Ddeltanorm - XLS" Calculator For 1D Subaerial Fluvial Fan-Delta With Channel of Constant WidthsteveNo ratings yet
- Course: Soil Mechanics II Code: CVNG 2009 Lab: Consolidation Name: Adrian Rampersad I.D:809001425Document16 pagesCourse: Soil Mechanics II Code: CVNG 2009 Lab: Consolidation Name: Adrian Rampersad I.D:809001425Adrian Mufc RampersadNo ratings yet
- BS SRR-3Document20 pagesBS SRR-3anveshvarma365No ratings yet
- Major Project 2ND ReviewDocument19 pagesMajor Project 2ND ReviewsachinkashidNo ratings yet
- Calculo Flecha TerminadoDocument149 pagesCalculo Flecha TerminadoSebastián ValenciaNo ratings yet
- Stringing ChartDocument4 pagesStringing ChartHikmat B. Ayer - हिक्मत ब. ऐरNo ratings yet
- Brinell Hardness Test LabDocument9 pagesBrinell Hardness Test LabAlec ThaemlitzNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument6 pagesIjesrt: International Journal of Engineering Sciences & Research Technologysujata khartadeNo ratings yet
- Practice Problems For Engineering Drawing IDocument28 pagesPractice Problems For Engineering Drawing IYasmin ArebNo ratings yet
- Asset-V1 CornellX+ENGR2000X+2T2016+Type@Asset+Block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Document26 pagesAsset-V1 CornellX+ENGR2000X+2T2016+Type@Asset+Block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2salehmashrur 98No ratings yet
- XF, Is Based On The Assumption That The Well Was Producing in The InfiniteDocument10 pagesXF, Is Based On The Assumption That The Well Was Producing in The Infiniteسحر سلامتیانNo ratings yet
- ASME ICMET Vol 2 M032Document8 pagesASME ICMET Vol 2 M032shejazy69No ratings yet
- Lecture 7 - X-S, P & NP ChartsDocument28 pagesLecture 7 - X-S, P & NP ChartsNhật Hạ LêNo ratings yet
- Murray CronjeDocument8 pagesMurray CronjenpallasidisNo ratings yet
- EQ Base ShearDocument9 pagesEQ Base Shearnazeer_mohdNo ratings yet
- Cep Fluid Mechanics-First 3Document2 pagesCep Fluid Mechanics-First 3MaLik MoOnNo ratings yet
- Calculation Spread SheetDocument9 pagesCalculation Spread SheetHitesh GajeraNo ratings yet
- Bab IiiDocument13 pagesBab IiiBerlina YunitaNo ratings yet
- Experimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodDocument6 pagesExperimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodYayati JadhavNo ratings yet
- WCC.11031MM (Rolled Pipe)Document7 pagesWCC.11031MM (Rolled Pipe)keymal9195No ratings yet
- CSA A23.3 Foundation Examples 9.7.3 PDFDocument5 pagesCSA A23.3 Foundation Examples 9.7.3 PDF700spymaster007No ratings yet
- Lab 3 CADDocument16 pagesLab 3 CADjzsinghNo ratings yet
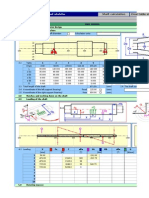
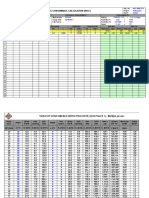
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Japanese Profiles (JIS 2018) - ChannelDocument2 pagesJapanese Profiles (JIS 2018) - ChannelRONIE ZENAROSANo ratings yet
- Sieves Analysis of Fine Aggregates: College of Engineering and ArchitectureDocument10 pagesSieves Analysis of Fine Aggregates: College of Engineering and ArchitectureMARIBEL MAGAYONNo ratings yet
- Kasus 6Document2 pagesKasus 6Rio ZulmansyahNo ratings yet
- Inflasi ARIMA ModelDocument7 pagesInflasi ARIMA ModelAnto TomodachiRent SusiloNo ratings yet
- asset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Document42 pagesasset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Axel DominiqueNo ratings yet
- Block Gauges - احمد نادر إبراهيم الغوانمةDocument10 pagesBlock Gauges - احمد نادر إبراهيم الغوانمةG. Dancer GhNo ratings yet
- Earthquake Analysis Method of Analysis: Structural Analysis and Design of A 2B+G+M+15 Office BuildingDocument11 pagesEarthquake Analysis Method of Analysis: Structural Analysis and Design of A 2B+G+M+15 Office BuildingephremNo ratings yet
- Neil Plate 1Document68 pagesNeil Plate 1Mariel MirafloresNo ratings yet
- Lucrarea 1 Si 2 Engleza Stancioiu Tg-JiuDocument10 pagesLucrarea 1 Si 2 Engleza Stancioiu Tg-JiuamocatoNo ratings yet
- NotyetdoneDocument9 pagesNotyetdoneJoshua RamirezNo ratings yet
- RTe BookAgDegNormalSubDocument21 pagesRTe BookAgDegNormalSubsteveNo ratings yet
- Size of Down SpoutDocument1 pageSize of Down SpoutjoNo ratings yet
- Rigid Pavement Design Using PCA-class NoteDocument74 pagesRigid Pavement Design Using PCA-class NoteMd Habibur RahmanNo ratings yet
- Chapter 5 SurvDocument25 pagesChapter 5 SurvDoniNo ratings yet
- Kinematics of Scotch-YokeDocument11 pagesKinematics of Scotch-YokeAhmad Bin Sadiq100% (1)
- Torsion TestDocument7 pagesTorsion TestAmmar AlaufiNo ratings yet
- 650 695 PDFDocument61 pages650 695 PDFSamuelNo ratings yet
- Presented To The Faculty of The Department of Civil Engineering College of Engineering, de La Salle UniversityDocument13 pagesPresented To The Faculty of The Department of Civil Engineering College of Engineering, de La Salle UniversityDustin GrimaresNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Tugas 4 Titik Berat Dan Inersia: 1. Ac 2. CT 3. CB 4. Ic 5. ST 6. SB 7. R 2Document11 pagesTugas 4 Titik Berat Dan Inersia: 1. Ac 2. CT 3. CB 4. Ic 5. ST 6. SB 7. R 2Naufal Azmi AmrullahNo ratings yet
- Soil Ex3Document5 pagesSoil Ex3Azeezan AlessaNo ratings yet
- Ieq 22657 Ut2 QB 050320Document5 pagesIeq 22657 Ut2 QB 050320bemedical14No ratings yet
- US Internal Revenue Service: p1459Document111 pagesUS Internal Revenue Service: p1459IRSNo ratings yet
- THK PresisonDocument13 pagesTHK PresisonadolfovolumetricNo ratings yet
- The Anonymous FunctionsDocument6 pagesThe Anonymous Functionswin proxyNo ratings yet
- NUS Math SyllabusDocument11 pagesNUS Math SyllabusAgus LeonardiNo ratings yet
- PVT Concepts Reservoir ConceptDocument23 pagesPVT Concepts Reservoir ConceptherikugisNo ratings yet
- Curvic CouplingDocument48 pagesCurvic CouplingSaran CoolNo ratings yet
- Excel 2003 For IGCSE ICTDocument43 pagesExcel 2003 For IGCSE ICTDijana1230% (1)
- Pos Tagging of Punjabi Language Using Hidden Markov ModelDocument9 pagesPos Tagging of Punjabi Language Using Hidden Markov ModelResearch Cell: An International Journal of Engineering SciencesNo ratings yet
- Cambridge IGCSE: Additional Mathematics 0606/21Document16 pagesCambridge IGCSE: Additional Mathematics 0606/21Swe Yee MonNo ratings yet
- C++ Practical BifurcationDocument2 pagesC++ Practical Bifurcationparth shukla100% (1)
- Coordinate Geometry WorksheetDocument10 pagesCoordinate Geometry WorksheetShnia RodneyNo ratings yet
- Number System (Ntse) (RHPS) (As) 2020-21Document13 pagesNumber System (Ntse) (RHPS) (As) 2020-21RahulPatel100% (1)
- TRIAL MATH M 950-2 2015 Jong SrawakDocument9 pagesTRIAL MATH M 950-2 2015 Jong SrawakmasyatiNo ratings yet
- Bernoulli NumbersDocument10 pagesBernoulli NumbersMichel57No ratings yet
- Physics Test 1Document1 pagePhysics Test 1Vijay SinghNo ratings yet
- Tent A 021220Document9 pagesTent A 021220jkgoyalNo ratings yet
- MathematicsDocument167 pagesMathematicsDeepak singhNo ratings yet
- Worksheet Math1Document6 pagesWorksheet Math1vishyNo ratings yet
- Koos Scoring 2012Document3 pagesKoos Scoring 2012rythm_21No ratings yet
- An Introduction To O-Minimal GeometryDocument82 pagesAn Introduction To O-Minimal GeometryVermo FouqueNo ratings yet
- Itsumo NanItsumo Nando Demo (Always With Me) (Spirited Away) いつも何度でもdo DemoDocument7 pagesItsumo NanItsumo Nando Demo (Always With Me) (Spirited Away) いつも何度でもdo DemoManunart FeungpeanNo ratings yet
- Van Der WaalsDocument2 pagesVan Der WaalsDwi Esti KusumandariNo ratings yet
- Report 1 Cadastral Surveying Standard TraverseDocument22 pagesReport 1 Cadastral Surveying Standard TraverseSITI AISYAH ALYA BT MOHD ISMAILNo ratings yet
- Syllabus For 3rd SemDocument26 pagesSyllabus For 3rd SemSubhraneel SahaNo ratings yet
- Alv Documentation and Examples 11Document13 pagesAlv Documentation and Examples 11ramanpreet84No ratings yet
- B 64304en 2 - 04Document462 pagesB 64304en 2 - 04Salvador Deyvi RojasNo ratings yet
- MathematicsDocument17 pagesMathematicsJohn NiezNo ratings yet
- Module5 QB 1Document21 pagesModule5 QB 1Vaishnavi G . RaoNo ratings yet