Download as pdf or txt
You might also like
- C560XL Schematic ManualDocument215 pagesC560XL Schematic Manualmrxybb100% (3)
- Oosterhof FG - Dietrich Bonhoeffer - The Cost of Discipleship PDFDocument8 pagesOosterhof FG - Dietrich Bonhoeffer - The Cost of Discipleship PDFJoshua ChuaNo ratings yet
- Boylan - The Spiritual Life of The PriestDocument63 pagesBoylan - The Spiritual Life of The Priestpablotrollano100% (1)
- SIP5 7KE85 V07.80 Manual C018-6 en PDFDocument502 pagesSIP5 7KE85 V07.80 Manual C018-6 en PDFDoan Anh TuanNo ratings yet
- Method Statement - Sharq - AlwanDocument6 pagesMethod Statement - Sharq - AlwanTony KhouryNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intercryl - 853 - Eng - A4 - 20150205Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intercryl - 853 - Eng - A4 - 20150205Antonio Diaz FeireNo ratings yet
- Epilux 155 SFDocument2 pagesEpilux 155 SFMohamed NasifNo ratings yet
- Ceilcote 680 Primer AKZO PDFDocument4 pagesCeilcote 680 Primer AKZO PDFamitzalteNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- Ceilcote 282 Flakeline+ds+engDocument4 pagesCeilcote 282 Flakeline+ds+engMohamed NouzerNo ratings yet
- KANSAI PAINT Paralux - 15HBDocument2 pagesKANSAI PAINT Paralux - 15HBYogalingam ArumugamNo ratings yet
- Ceilcote 2000 Flakeline+ds+engDocument4 pagesCeilcote 2000 Flakeline+ds+englivefreakNo ratings yet
- B B B Berger Erger Erger Erger: Product SpecificationsDocument2 pagesB B B Berger Erger Erger Erger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Ceram-Kote 54Document2 pagesCeram-Kote 54Puvas NandakwangNo ratings yet
- Coaltar Epoxy - Epilux5 - 0474Document2 pagesCoaltar Epoxy - Epilux5 - 0474GautamNo ratings yet
- Antistatic SLEDocument51 pagesAntistatic SLEhodido2006No ratings yet
- Heresite Technical Sheet (VRL-500)Document2 pagesHeresite Technical Sheet (VRL-500)Wadu DetutsNo ratings yet
- Interplus 1180: Protective CoatingsDocument4 pagesInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNo ratings yet
- Interline 399Document4 pagesInterline 399pinky_y2kNo ratings yet
- Ceilcote 6650 Ceilcrete+ds+engDocument4 pagesCeilcote 6650 Ceilcrete+ds+engMohamed NouzerNo ratings yet
- X-Shield SF PrimerDocument2 pagesX-Shield SF Primernader enanyNo ratings yet
- R 50 CP TDSDocument2 pagesR 50 CP TDSVenkatesh KumarNo ratings yet
- Ceilcote 2000 Flakeline: Epoxy NovolacDocument4 pagesCeilcote 2000 Flakeline: Epoxy Novolacshakeel ahmedNo ratings yet
- Plasite 7159 PDS 1-07 PDFDocument2 pagesPlasite 7159 PDS 1-07 PDFFabricio Jiménez TNo ratings yet
- Method Statement KACKC Steelguard MIDESCODocument4 pagesMethod Statement KACKC Steelguard MIDESCOTony KhouryNo ratings yet
- Pentatherm CUI - F16Document4 pagesPentatherm CUI - F16Vineet KhanduriNo ratings yet
- Apcosil 605 IzssDocument3 pagesApcosil 605 IzssPavul RajNo ratings yet
- Interzone 954Document4 pagesInterzone 954johnson_regoNo ratings yet
- Interzone 1000: Glass Flake EpoxyDocument4 pagesInterzone 1000: Glass Flake EpoxyAnindya Aulia PratiwiNo ratings yet
- AltuglasDocument4 pagesAltuglasBhanuNo ratings yet
- Apcosil - PC 2119Document3 pagesApcosil - PC 2119Naren SudarsanNo ratings yet
- Phenoline 1205 PDS 9-06 PDFDocument2 pagesPhenoline 1205 PDS 9-06 PDFttr_1947No ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Aplicación Epoxi Poliamida 45150 00Document4 pagesAplicación Epoxi Poliamida 45150 00kdt3No ratings yet
- Garlock GSK 3-86 Strainer Gasket 04.2017 en-NADocument2 pagesGarlock GSK 3-86 Strainer Gasket 04.2017 en-NAAbuhurairah MunshiNo ratings yet
- Interseal 670 HS EN O-FDocument4 pagesInterseal 670 HS EN O-Fapde06No ratings yet
- Epilux 78Document2 pagesEpilux 78MuthuKumar100% (1)
- Ceilcote 380 PrimerDocument4 pagesCeilcote 380 Primeryoonchankim0911No ratings yet
- B B B Berger Erger Erger Erger: Product SpecificationsDocument2 pagesB B B Berger Erger Erger Erger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Sanitile 120 PDSDocument3 pagesSanitile 120 PDSNguyễn PhướcNo ratings yet
- Apcoguard SF 725Document3 pagesApcoguard SF 725kiran vargheseNo ratings yet
- Interline MSDSDocument4 pagesInterline MSDSUtomoNo ratings yet
- Ceilcote 242 FlakelineDocument4 pagesCeilcote 242 Flakelineyoonchankim0911No ratings yet
- Berger: Product SpecificationsDocument2 pagesBerger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- 112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFDocument2 pages112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFFernando VittoNo ratings yet
- Product Data: HEMPADUR 45143Document2 pagesProduct Data: HEMPADUR 45143JoaoNo ratings yet
- Berger: Product SpecificationsDocument2 pagesBerger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Berger: Product SpecificationsDocument2 pagesBerger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Microsoft Word - L3 - Epilux82Document2 pagesMicrosoft Word - L3 - Epilux82vitharvanNo ratings yet
- Epoxy Primer - Epilux610 - 4079Document2 pagesEpoxy Primer - Epilux610 - 4079GautamNo ratings yet
- Belzona 1391Document2 pagesBelzona 1391AsadAliNo ratings yet
- Enviroline 2405: Hybrid EpoxyDocument4 pagesEnviroline 2405: Hybrid EpoxyMuthuKumarNo ratings yet
- Plasite 9133 Product Data SheetDocument3 pagesPlasite 9133 Product Data SheetChris StroudNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intercryl - 700 - Eng - A4 - 20180912Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intercryl - 700 - Eng - A4 - 20180912Antonio Diaz FeireNo ratings yet
- Ceilcote 6640 Ceilcrete+ds+engDocument4 pagesCeilcote 6640 Ceilcrete+ds+englivefreakNo ratings yet
- Apcosil - PC 2568Document3 pagesApcosil - PC 2568Naren SudarsanNo ratings yet
- Ceilcote - 2000 InternationalDocument4 pagesCeilcote - 2000 InternationalAjay RanganathanNo ratings yet
- Amerlock 400Document4 pagesAmerlock 400eternalkhutNo ratings yet
- Ceilcote-380 Primer - Vinyl EsterDocument4 pagesCeilcote-380 Primer - Vinyl EsterEspie SualogNo ratings yet
- PDS Hempadur 35560 en-GBDocument2 pagesPDS Hempadur 35560 en-GBErwin MalmsteinNo ratings yet
- Downloads 47Document3 pagesDownloads 47johnmaddock1No ratings yet
- Ai Hempadur 87540 EnglishDocument2 pagesAi Hempadur 87540 EnglishAmilcar BolagNo ratings yet
- l1) Steelshield1100 5833Document2 pagesl1) Steelshield1100 5833Syed FaridNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Life Cycle Evaluation of An Intercooled Gas Turbine Plant Used in Conjunction With Renewable EnergyDocument10 pagesLife Cycle Evaluation of An Intercooled Gas Turbine Plant Used in Conjunction With Renewable EnergySayyed AliReza NematollahiNo ratings yet
- TEPZZ 5447ZB - T: European Patent SpecificationDocument16 pagesTEPZZ 5447ZB - T: European Patent SpecificationSayyed AliReza NematollahiNo ratings yet
- Ceralusa 50 BrochureDocument1 pageCeralusa 50 BrochureSayyed AliReza NematollahiNo ratings yet
- SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingDocument12 pagesSECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingSayyed AliReza NematollahiNo ratings yet
- Structural Design Report 2017.12.25Document27 pagesStructural Design Report 2017.12.25Gihan ChathurangaNo ratings yet
- 8.7 Measurements Performance Requirements: 8.7.1 Cpich RSCPDocument125 pages8.7 Measurements Performance Requirements: 8.7.1 Cpich RSCPAnthony WeaverNo ratings yet
- 3D Marine Seismic Survey Design PDFDocument129 pages3D Marine Seismic Survey Design PDFgeophenryNo ratings yet
- Appendix O Contents of The Health and Safety FileDocument5 pagesAppendix O Contents of The Health and Safety Fileaaktgt MepNo ratings yet
- Nervous Tissue.: Dr. Zahid Mehmood DPT, MS-NMPTDocument25 pagesNervous Tissue.: Dr. Zahid Mehmood DPT, MS-NMPTZahid Mehmood100% (1)
- Training Report of IoclDocument68 pagesTraining Report of IoclAnupam SrivastavNo ratings yet
- The Summer Internship at Limited: Hindustan AeronauticsDocument59 pagesThe Summer Internship at Limited: Hindustan AeronauticsAbhishek StarkNo ratings yet
- Sensorimotor Training A Global Approach For BalancDocument9 pagesSensorimotor Training A Global Approach For BalancVizaNo ratings yet
- DCEM-21xx BrochureDocument4 pagesDCEM-21xx BrochureApply Softtech100% (1)
- Chemicals, Pharmaceuticals, Oil, Dairy, Food, Beverages, Paint & Others Industry DetailsDocument12 pagesChemicals, Pharmaceuticals, Oil, Dairy, Food, Beverages, Paint & Others Industry DetailsSuzikline Engineering100% (1)
- Synopsis Four PawsDocument7 pagesSynopsis Four PawsAnmol DubeyNo ratings yet
- Modbus Communications Reference Guide: SMD Series DrivesDocument32 pagesModbus Communications Reference Guide: SMD Series DrivesTsietsi SeralaNo ratings yet
- Global Warming (Word Formation)Document2 pagesGlobal Warming (Word Formation)EvaNo ratings yet
- Callistephus Chinensis GalaDocument4 pagesCallistephus Chinensis GalaBacic SanjaNo ratings yet
- Manual de Taller Maxxforce 11y13 2010Document510 pagesManual de Taller Maxxforce 11y13 2010ANA ISABEL LOPEZ - LOYANo ratings yet
- Asian Paints PDCDocument11 pagesAsian Paints PDCAshish BaidNo ratings yet
- Dampak Bencana Alam Bagi Sektor Pariwisata Di Bali Ni Ketut Sutrisnawati AKPAR DenpasarDocument10 pagesDampak Bencana Alam Bagi Sektor Pariwisata Di Bali Ni Ketut Sutrisnawati AKPAR DenpasarRihar KoharNo ratings yet
- Review of Solar Energy Measurement SystemDocument4 pagesReview of Solar Energy Measurement SystemEditor IJRITCC100% (1)
- Digital Signal Processing Using Matlab Proakis 3rd Edition Solution ManualDocument2 pagesDigital Signal Processing Using Matlab Proakis 3rd Edition Solution ManualYasmin Yvonne De Chavez0% (4)
- Share SyllabusCHY61Document7 pagesShare SyllabusCHY61Roxanne Mae VillacoraNo ratings yet
- BFB2 PDFDocument4 pagesBFB2 PDFQuang HuyNo ratings yet
- Perform-3d-V5 0 0Document15 pagesPerform-3d-V5 0 0Darley MauricioNo ratings yet
- Me 335 Exp 2Document8 pagesMe 335 Exp 2Brian AliasgharNo ratings yet
- Proposed Residential House To Be Built at Block 00X, Plot 00Y, Kampala UgandaDocument25 pagesProposed Residential House To Be Built at Block 00X, Plot 00Y, Kampala UgandaGLOVIS MACNo ratings yet
- WCP Nietzsche OnNatureGodEthicsDocument4 pagesWCP Nietzsche OnNatureGodEthicsmasohaNo ratings yet
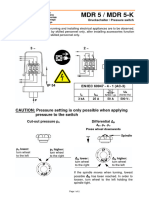
- Pressure Switch MDR5Document4 pagesPressure Switch MDR5Fidelis NdanoNo ratings yet