Download as pdf or txt
You might also like
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresFrom EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresRating: 5 out of 5 stars5/5 (1)
- Reducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkDocument2 pagesReducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkRoberto RevinsacNo ratings yet
- KCH Surface LiningDocument12 pagesKCH Surface LiningicingrockNo ratings yet
- Painting Petroleum Refineries: W.E. Stanford (Original Chapter) SSPC Staff (2002 Revision)Document7 pagesPainting Petroleum Refineries: W.E. Stanford (Original Chapter) SSPC Staff (2002 Revision)Ngô Trung NghĩaNo ratings yet
- Reliable: Pipeline Coating SolutionsDocument9 pagesReliable: Pipeline Coating Solutionsshoaib1985No ratings yet
- Corrosion Management SolutionsDocument12 pagesCorrosion Management SolutionssunnyNo ratings yet
- Overdrive Casing Running and Drilling System: ExpectDocument25 pagesOverdrive Casing Running and Drilling System: ExpectLuis Arreaza BelisarioNo ratings yet
- Lubrizol Corzan Understand CPVC Piping Special ReportDocument11 pagesLubrizol Corzan Understand CPVC Piping Special ReportAdrian CordovaNo ratings yet
- FMC Weco Check Valve Catalog 9991234Document11 pagesFMC Weco Check Valve Catalog 9991234Hayfa AmirahNo ratings yet
- Electrical Solutions For The Oil and Gas IndustryDocument32 pagesElectrical Solutions For The Oil and Gas IndustrycubarturNo ratings yet
- Bonding Solutions For Assembly OperationsDocument11 pagesBonding Solutions For Assembly OperationsID ICVONo ratings yet
- Plexus Selector Chart EMEADocument5 pagesPlexus Selector Chart EMEALin LinNo ratings yet
- Competence in Flame Retardant Systems: Products According DIN EN 45545-2Document20 pagesCompetence in Flame Retardant Systems: Products According DIN EN 45545-2pnagarajjNo ratings yet
- New Anti-Corrosion Coating For Rare Earth Magnets: WWW - Emcoatingsuk.co - UkDocument2 pagesNew Anti-Corrosion Coating For Rare Earth Magnets: WWW - Emcoatingsuk.co - UkRoberto RevinsacNo ratings yet
- Plexus Selector Chart North AmericaDocument5 pagesPlexus Selector Chart North AmericaLin LinNo ratings yet
- CTV WT8344 Good-Vibrations enDocument9 pagesCTV WT8344 Good-Vibrations enAhmet HamamcıoğluNo ratings yet
- Broch - Performance For A Lifetime - Gas Turbine Reconditioning - 2682 - Update 2013Document12 pagesBroch - Performance For A Lifetime - Gas Turbine Reconditioning - 2682 - Update 2013humane28No ratings yet
- Improving Machine Reliability and Productivity.: Build It inDocument16 pagesImproving Machine Reliability and Productivity.: Build It intilkifoxNo ratings yet
- Advanced Dervice For Tank Annular Plate Scanning For Pipe Corrosion Detection en Data Sheet Bhcs34362a r4 PDFDocument2 pagesAdvanced Dervice For Tank Annular Plate Scanning For Pipe Corrosion Detection en Data Sheet Bhcs34362a r4 PDFindra putraNo ratings yet
- FMC TechnologiesDocument74 pagesFMC TechnologiesMarvin OmañaNo ratings yet
- 20K Catalog - Complete PDFDocument213 pages20K Catalog - Complete PDFVíctor Hugo Morales CurayNo ratings yet
- Delta Product Overview (NEW PDF Artwork)Document2 pagesDelta Product Overview (NEW PDF Artwork)Adam SmithNo ratings yet
- ABB Installation Products - Oil and Gas - Presentation - ENG - US - 9AKK107992A8161Document29 pagesABB Installation Products - Oil and Gas - Presentation - ENG - US - 9AKK107992A8161varsha dNo ratings yet
- 20K Catalog CompleteDocument213 pages20K Catalog CompleteVara PrasadNo ratings yet
- Solucion Industrial CommscopeDocument4 pagesSolucion Industrial CommscopeAstrid Marin PalaciosNo ratings yet
- FMC Swivel Joint PDFDocument22 pagesFMC Swivel Joint PDFramudo Z100% (1)
- Weld OverlayDocument3 pagesWeld Overlayrobert100% (1)
- COM800 Offshore CoatingsDocument21 pagesCOM800 Offshore CoatingsVicente RegulezNo ratings yet
- ABB Motors, Drives and Services For The Metals Industry: Improving Efficiency and Performance, Boosting SustainabilityDocument26 pagesABB Motors, Drives and Services For The Metals Industry: Improving Efficiency and Performance, Boosting SustainabilitySubbuNo ratings yet
- Siemens VAI - Types of Electric Arc Furnaces Technical MagazineDocument24 pagesSiemens VAI - Types of Electric Arc Furnaces Technical MagazinelouisgatewayNo ratings yet
- Chime: Reliable Screening For Corrosion and Cracking Even in Inaccessible AreasDocument2 pagesChime: Reliable Screening For Corrosion and Cracking Even in Inaccessible Areasshahbaz akramNo ratings yet
- 7019 en Renewable Energy BrochureDocument4 pages7019 en Renewable Energy BrochureAlvaro MunozNo ratings yet
- Catalogo Fluid Control FMCDocument80 pagesCatalogo Fluid Control FMCGustavo JassoNo ratings yet
- Flowline Products and ServicesDocument80 pagesFlowline Products and ServicesJulio Cesar Narvaez LaraNo ratings yet
- Prolific Systems & Technologies PVT .LTDDocument24 pagesProlific Systems & Technologies PVT .LTDMubashir MadiwaleNo ratings yet
- 04 Machine Learning Maintenance Predictive Cline2017Document7 pages04 Machine Learning Maintenance Predictive Cline2017Napoleón Hernandez VenegasNo ratings yet
- Oil and Gas Processing Case StudyDocument2 pagesOil and Gas Processing Case StudyfguerreroaNo ratings yet
- FMC Flowline Product CatalogDocument80 pagesFMC Flowline Product CatalogRodrigo França100% (2)
- Wing Union Catalog - Add To Weco Wing Unions PageDocument20 pagesWing Union Catalog - Add To Weco Wing Unions PageEdwin Patricio Taco ChuseteNo ratings yet
- BAE Systems 906 10246 3 Specification SheetDocument2 pagesBAE Systems 906 10246 3 Specification SheetVictor A. Claure ManzoniNo ratings yet
- Special Report Review Rupture Disc RegimenDocument12 pagesSpecial Report Review Rupture Disc RegimenJavier Caamaño VillafañeNo ratings yet
- Ceramic Membrane Filtration System: Jiangsu Jiuwu Hi-Tech Co., LTDDocument2 pagesCeramic Membrane Filtration System: Jiangsu Jiuwu Hi-Tech Co., LTDelhamNo ratings yet
- Rotating Machinery Engineer: Joseph YatesDocument3 pagesRotating Machinery Engineer: Joseph YatesNageeb MohammedNo ratings yet
- Proven Solutions To Optimize Your System With Higher Safety, Reliability and EfficiencyDocument16 pagesProven Solutions To Optimize Your System With Higher Safety, Reliability and EfficiencystegenNo ratings yet
- Bently Nevada 3500 Monitor Regulatory Excellence en Brochure bhcs34373Document4 pagesBently Nevada 3500 Monitor Regulatory Excellence en Brochure bhcs34373Emmanuel CruzNo ratings yet
- Wartsila BWP Smart Maintenance 2019Document6 pagesWartsila BWP Smart Maintenance 2019Apoorva BedekarNo ratings yet
- Offshore Riser Inspection and Splash Zone InspectionDocument2 pagesOffshore Riser Inspection and Splash Zone Inspectionshahbaz akramNo ratings yet
- Technical Data Sheet CFM™ Carbon Fiber Mesh CTech LLCDocument2 pagesTechnical Data Sheet CFM™ Carbon Fiber Mesh CTech LLCVivekanandanNo ratings yet
- Aquatech & Wex BrochureDocument6 pagesAquatech & Wex BrochureSagar MehtaNo ratings yet
- Manager Plant Technical Services Dow Chemical, U.S.A. Freeport, TexasDocument8 pagesManager Plant Technical Services Dow Chemical, U.S.A. Freeport, TexasAugust Carl Bokingkito MalabagoNo ratings yet
- Dual Line Lubrication System For Mining EquipmentDocument8 pagesDual Line Lubrication System For Mining EquipmentatiwariNo ratings yet
- Wittenstein Group enDocument8 pagesWittenstein Group enloulou1306No ratings yet
- Protect Safety Valves Using Rupture DiscsDocument2 pagesProtect Safety Valves Using Rupture DiscsBramJanssen76No ratings yet
- Rust Shield Indonesia ProfileDocument21 pagesRust Shield Indonesia ProfileRUSTSHIELD IndonesiaNo ratings yet
- Wind Turbine Brochure CastrolDocument8 pagesWind Turbine Brochure CastrolAnibal RiosNo ratings yet
- Quality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingDocument13 pagesQuality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingRoberto Toccaceli BlasiNo ratings yet
- Ultra V Vertical Pressure ScreenDocument4 pagesUltra V Vertical Pressure ScreenMax BauerNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Why Does Controlled Shot Peening Extend Part Life?Document4 pagesWhy Does Controlled Shot Peening Extend Part Life?Roberto RevinsacNo ratings yet
- Reducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkDocument2 pagesReducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkRoberto RevinsacNo ratings yet
- New Anti-Corrosion Coating For Rare Earth Magnets: WWW - Emcoatingsuk.co - UkDocument2 pagesNew Anti-Corrosion Coating For Rare Earth Magnets: WWW - Emcoatingsuk.co - UkRoberto RevinsacNo ratings yet
- 350210en-B XP and XMDocument28 pages350210en-B XP and XMRoberto RevinsacNo ratings yet
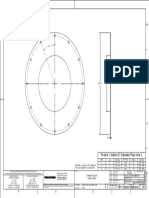
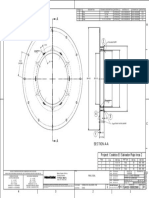
- Project: Codelco El Salvador Rajo Inca 2: Certified For ConstructionDocument1 pageProject: Codelco El Salvador Rajo Inca 2: Certified For ConstructionRoberto RevinsacNo ratings yet
- Anexo 8 PDA2003 Costo de Remover SalesDocument24 pagesAnexo 8 PDA2003 Costo de Remover SalesRoberto RevinsacNo ratings yet
- Ax03-100002319 VPD 001 01Document1 pageAx03-100002319 VPD 001 01Roberto RevinsacNo ratings yet
- Ax03-100002090 VPD 001 01Document1 pageAx03-100002090 VPD 001 01Roberto RevinsacNo ratings yet
- Industry Internship Project Report: Time Square GrandDocument37 pagesIndustry Internship Project Report: Time Square Grandmohamed nurNo ratings yet
- Tests For Workability of Concrete at Construction Site and Its ValuesDocument3 pagesTests For Workability of Concrete at Construction Site and Its ValuesAvinash LalNo ratings yet
- Thermal Insulation Properties StyreneDocument13 pagesThermal Insulation Properties StyreneNicolás Caballero BlancoNo ratings yet
- Nail PolishDocument5 pagesNail PolishRetinaAghistniRahmawatiNo ratings yet
- Lesson 1 - Solid, Liquid, and Gas (Grade 3)Document26 pagesLesson 1 - Solid, Liquid, and Gas (Grade 3)Christian TabalanNo ratings yet
- Hysys PrintDocument3 pagesHysys PrintOsas UwoghirenNo ratings yet
- Analysis of Functionally Graded Rotating Disks With Variable ThicknessDocument27 pagesAnalysis of Functionally Graded Rotating Disks With Variable Thicknessrezza ruzuqiNo ratings yet
- Chemistory Investegatory Project Nisha Merdwal ReDocument6 pagesChemistory Investegatory Project Nisha Merdwal ReNisha MerdwalNo ratings yet
- AE314: Theory of ElasticityDocument2 pagesAE314: Theory of ElasticityPraveen KrishnaNo ratings yet
- 1 - MOM Lab Manual RevisedDocument15 pages1 - MOM Lab Manual RevisedRahman SiddiqueNo ratings yet
- PT Design General NotesDocument23 pagesPT Design General NotesMuhammad HasanNo ratings yet
- 0101SED16 17intro TextDocument32 pages0101SED16 17intro TextAdrian GonzalezNo ratings yet
- Hydrogen Peroxide Material Compatibility Chart From IsmDocument3 pagesHydrogen Peroxide Material Compatibility Chart From IsmRameshNo ratings yet
- Ii. 5 Tes - WPS Rebabbit Bearing Pltu TembilahanDocument4 pagesIi. 5 Tes - WPS Rebabbit Bearing Pltu TembilahanaddinulichsanNo ratings yet
- DD Ebook Deco Treatment PDFDocument40 pagesDD Ebook Deco Treatment PDFFare NienteNo ratings yet
- tmpCF9E TMPDocument19 pagestmpCF9E TMPFrontiersNo ratings yet
- Uic 719 RPDFDocument117 pagesUic 719 RPDFjfloresf1No ratings yet
- Chemistry Take-Home Test-Set A, 2020. Answer All Questions. Q. 1 Solid Sodium Carbonate Reacts With Aqueous Hydrochloric Acid To Form Aqueous SodiumDocument2 pagesChemistry Take-Home Test-Set A, 2020. Answer All Questions. Q. 1 Solid Sodium Carbonate Reacts With Aqueous Hydrochloric Acid To Form Aqueous SodiumMuyatwa LiksNo ratings yet
- Chemical EnergerticsDocument24 pagesChemical EnergerticsAnotidaishe ChakanetsaNo ratings yet
- Test of ElectrostaticDocument3 pagesTest of ElectrostaticMoch. Choirul Anam,S.SiNo ratings yet
- 1 - Introduction To Phase EquilibriumDocument42 pages1 - Introduction To Phase Equilibriumaa100% (1)
- EI Lecture No.2Document9 pagesEI Lecture No.2Hassen Lazhar100% (1)
- Shark SC630 Manual enDocument23 pagesShark SC630 Manual enkrievkalnsgNo ratings yet
- Gold Nanoparticles and Their Application in Cancer TreatmentDocument12 pagesGold Nanoparticles and Their Application in Cancer TreatmentSiddhartha Mukherjee100% (1)
- Wa0011 PDFDocument3 pagesWa0011 PDFAkashNo ratings yet
- Summative Test Questionnaire (Heat)Document2 pagesSummative Test Questionnaire (Heat)roelpabelonia67% (3)
- Free WAEC Chemistry Objective Questions and AnswersDocument16 pagesFree WAEC Chemistry Objective Questions and AnswersCharles Obaleagbon100% (1)
- Rocks Answer KeyDocument2 pagesRocks Answer KeyKNAH Tutoring100% (1)
- Multifunctional Polyurethane Foams WithDocument17 pagesMultifunctional Polyurethane Foams WithSab-Win DamadNo ratings yet
- Hydraulic Breakers: HP SeriesDocument11 pagesHydraulic Breakers: HP SeriesjoshNo ratings yet