Download as pdf or txt
You might also like
- Installation Instruction V8 and V12 PDFDocument228 pagesInstallation Instruction V8 and V12 PDFBayanaka Tehnik75% (4)
- Bearing Capacity Excel SheetDocument2 pagesBearing Capacity Excel SheetHanafiahHamzahNo ratings yet
- JUPITER2200-01 1233-SA EngDocument189 pagesJUPITER2200-01 1233-SA EngZdenko Nagy100% (2)
- PRP A-01 PDFDocument47 pagesPRP A-01 PDFPablo di Pasquo100% (1)
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreFrom EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreRating: 3 out of 5 stars3/5 (2)
- Vibration Analysis Handbook - James TaylorDocument345 pagesVibration Analysis Handbook - James Taylormmbataineh91% (33)
- 3 Cylinders Engines For Skoda Cars (Engine Code AWY & AZQ)Document26 pages3 Cylinders Engines For Skoda Cars (Engine Code AWY & AZQ)kikouchaa100% (7)
- BOP Test Procedure - Drilling - Mud Docs & JobsDocument7 pagesBOP Test Procedure - Drilling - Mud Docs & Jobskrishnsgk100% (2)
- Scuderia Topolino - Technical AdviceDocument130 pagesScuderia Topolino - Technical AdviceNikNo ratings yet
- Siemens MotorDocument1 pageSiemens MotorFarshad MahmoudiNo ratings yet
- Anonymous@2024 05 30 12 34 43 - Ml-C-550-Anonymous@2024 05 30 12 34 43-20240530143346293Document5 pagesAnonymous@2024 05 30 12 34 43 - Ml-C-550-Anonymous@2024 05 30 12 34 43-20240530143346293jesus francoNo ratings yet
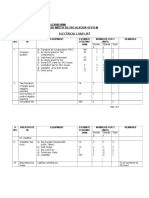
- Epc Package Gaderwara STPP Stage-Ii (2X800 MW) Ash Handling System & Ash Water Recirculation System Electrical Load ListDocument2 pagesEpc Package Gaderwara STPP Stage-Ii (2X800 MW) Ash Handling System & Ash Water Recirculation System Electrical Load ListvenkateshbitraNo ratings yet
- Annex 6Document2 pagesAnnex 6venkateshbitraNo ratings yet
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateDocument1 pagePDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينNo ratings yet
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNo ratings yet
- LPT Shaft InspectionDocument6 pagesLPT Shaft InspectionSonny RaymundoNo ratings yet
- Oil FilterDocument4 pagesOil FilterRameswar PradhanNo ratings yet
- Specific Requirements & Scope of Work For RCC PilingDocument38 pagesSpecific Requirements & Scope of Work For RCC PilingTauqueerAhmadNo ratings yet
- Working GeometryDocument1 pageWorking Geometrydidi setiawanNo ratings yet
- Cleaning of Contact Points and Wiring HarnessesDocument3 pagesCleaning of Contact Points and Wiring HarnessesRafa Montes MOralesNo ratings yet
- 1LE1503-1DB43-4FK4 Datasheet enDocument1 page1LE1503-1DB43-4FK4 Datasheet enNicolas RossettoNo ratings yet
- SP350VS非液压软管总成扣压机 sp350Document14 pagesSP350VS非液压软管总成扣压机 sp350walk666No ratings yet
- Bhel Haridwar Training Report 800-MW Bar CIM-block-4 EEEDocument26 pagesBhel Haridwar Training Report 800-MW Bar CIM-block-4 EEEShubham GoelNo ratings yet
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanNo ratings yet
- AMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitDocument10 pagesAMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitIrfan05100% (1)
- Silnik - Karta Katalogowa 1LE1002 0EB02 2JA4Document2 pagesSilnik - Karta Katalogowa 1LE1002 0EB02 2JA4artur.sowaNo ratings yet
- TAP - A330 Removal of The Exhaust Nozzle AssemblyDocument7 pagesTAP - A330 Removal of The Exhaust Nozzle AssemblyEdson CarvalhoNo ratings yet
- MPT - GR 11Document4 pagesMPT - GR 11Prathiksha TNo ratings yet
- Am528jxvafh2aa Submittal 230V+HP 03122019Document3 pagesAm528jxvafh2aa Submittal 230V+HP 03122019Luis PaizNo ratings yet
- G43 UfDocument44 pagesG43 UfdwilhNo ratings yet
- TR deDocument9 pagesTR deRameswar PradhanNo ratings yet
- 1le1503 0CB22 2ka4 Z - H22+L25Document3 pages1le1503 0CB22 2ka4 Z - H22+L2501666754614No ratings yet
- 1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- 1LE1003-1AA43-4AB4 Datasheet enDocument1 page1LE1003-1AA43-4AB4 Datasheet enAhmed Mahmoud AliNo ratings yet
- WMS-002 Pile Driving by Pile-Driving Barge REV.ADocument136 pagesWMS-002 Pile Driving by Pile-Driving Barge REV.AVan Cuong PhamNo ratings yet
- PTJ - Lasagne - Structural Steel Installation - Impact Claim Rev1Document4 pagesPTJ - Lasagne - Structural Steel Installation - Impact Claim Rev1Ahmed al-sheaikhNo ratings yet
- Machining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007Document5 pagesMachining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007vaibhavgitevaibhav_9No ratings yet
- Silnik - Karta Katalogowa 1LE1002 1AB42 2FA4 Z Y99Document2 pagesSilnik - Karta Katalogowa 1LE1002 1AB42 2FA4 Z Y99artur.sowaNo ratings yet
- Ot2168-110-Me-Lt-0001 - D - Mechanical Equip Load ListDocument2 pagesOt2168-110-Me-Lt-0001 - D - Mechanical Equip Load ListGaurav WaliaNo ratings yet
- TAP - A330 Removal of The Forward (FWD) Plug AssemblyDocument5 pagesTAP - A330 Removal of The Forward (FWD) Plug AssemblyEdson CarvalhoNo ratings yet
- Etp Ticknical Data ReportDocument18 pagesEtp Ticknical Data Reportshaik abidNo ratings yet
- AMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102Document4 pagesAMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102victorNo ratings yet
- 24-21-00-210-811-A - Check Torque of IDG Quick-Attach-Detach Tension BoltDocument7 pages24-21-00-210-811-A - Check Torque of IDG Quick-Attach-Detach Tension BoltHarold Boya AncichoNo ratings yet
- QCG Pe 2020-02Document13 pagesQCG Pe 2020-02Roosevelt A. SantosNo ratings yet
- Bhel Haridwar Training Report 800 MW Bar CIM Block 4 EEEDocument27 pagesBhel Haridwar Training Report 800 MW Bar CIM Block 4 EEEAkshay TyagiNo ratings yet
- Airframe-Mounted Oil-Tank Drain Valve - Removal/InstallationDocument6 pagesAirframe-Mounted Oil-Tank Drain Valve - Removal/InstallationAdrian LauNo ratings yet
- Fmu A330Document16 pagesFmu A330Ivan KryskoNo ratings yet
- Baws001 Ex GBR 2Document21 pagesBaws001 Ex GBR 2liyuping200809No ratings yet
- Fatigue Analysis SeminarDocument42 pagesFatigue Analysis SeminarDavid JeongNo ratings yet
- System Specifications: CompatibilityDocument3 pagesSystem Specifications: Compatibilityjosel506No ratings yet
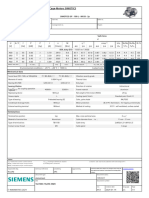
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV2132B Simotics GP - 132 M - Im B3 - 4PDocument1 pageData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV2132B Simotics GP - 132 M - Im B3 - 4PSedlynNo ratings yet
- 1LE1601-1AB53-4FB4-Z F01+F11+F50+L05 Datasheet enDocument2 pages1LE1601-1AB53-4FB4-Z F01+F11+F50+L05 Datasheet enTien NguyenNo ratings yet
- Manual de Armado HD785-7 - Compressed (1) - Compressed-201-216Document16 pagesManual de Armado HD785-7 - Compressed (1) - Compressed-201-216Gustavo RolongNo ratings yet
- Assemblies: Numbering and Identification For Turbocompressors and Turbines 800 450 98Document7 pagesAssemblies: Numbering and Identification For Turbocompressors and Turbines 800 450 98SreekanthMylavarapuNo ratings yet
- Airframe-Mounted Oil-Tank Probe - Removal/InstallationDocument8 pagesAirframe-Mounted Oil-Tank Probe - Removal/InstallationAdrian LauNo ratings yet
- 1LE1023-1AA43-4AB4-Z L22+L23 Datasheet enDocument2 pages1LE1023-1AA43-4AB4-Z L22+L23 Datasheet enTien NguyenNo ratings yet
- AMM Deactivation of The Thrust Reverser SystemDocument11 pagesAMM Deactivation of The Thrust Reverser Systemmantenimientotalmaoma032No ratings yet
- TASK-G73-22-10-810-824-G00, Airplane TAT and Engine T12 Disagree Fault - Fault IsolationDocument3 pagesTASK-G73-22-10-810-824-G00, Airplane TAT and Engine T12 Disagree Fault - Fault Isolationimran.ahmad.khiNo ratings yet
- TS For Pipe-Duct DismantlingDocument10 pagesTS For Pipe-Duct DismantlingAmitava SilNo ratings yet
- Medición en La ArmaduraDocument5 pagesMedición en La ArmaduraAlvaro arceNo ratings yet
- Bhel Report Block 4Document25 pagesBhel Report Block 4PRASHANT SRIVASTAVNo ratings yet
- 72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesDocument95 pages72-41-00-290-802-A - Borescope Inspection of Combustion Chamber and HPT Nozzle Guide VanesAndre SanarNo ratings yet
- Genuine Answers For Land & Environment OptimizationDocument31 pagesGenuine Answers For Land & Environment OptimizationChakroune100% (2)
- Technial Specification - Transformer and Reactor Part 4Document10 pagesTechnial Specification - Transformer and Reactor Part 4amulya00428No ratings yet
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingFrom EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNo ratings yet
- Group-3 Beer & Grill Party - Sprint 2Document5 pagesGroup-3 Beer & Grill Party - Sprint 2rahul4u18No ratings yet
- Seminar Work Topic:: Identification of WST and SCM, LEAN Principles in Supply Chain of AmazonDocument20 pagesSeminar Work Topic:: Identification of WST and SCM, LEAN Principles in Supply Chain of Amazonrahul4u18No ratings yet
- Unstoppable SCM Team4Document26 pagesUnstoppable SCM Team4rahul4u18No ratings yet
- Supply Chain Management: Team MembersDocument26 pagesSupply Chain Management: Team Membersrahul4u18No ratings yet
- HB 250 A DatasheetDocument2 pagesHB 250 A Datasheetmr banano tvNo ratings yet
- Knife Gate Valves PDFDocument2 pagesKnife Gate Valves PDFashish_pradhan75No ratings yet
- Expansion Joint Fitting InstructionsDocument9 pagesExpansion Joint Fitting Instructionsxyztaa100% (1)
- SolidWorks Motion AnalysisDocument37 pagesSolidWorks Motion Analysiswidi_115No ratings yet
- Brake Pedal Lower Links Stress Analysis ReportDocument26 pagesBrake Pedal Lower Links Stress Analysis Reportquoteszone100% (1)
- Falcon User's Manual: Mortch International LTDDocument22 pagesFalcon User's Manual: Mortch International LTDstalky36No ratings yet
- C-Mueller - Indd 1 9/5/06 10:48:30 AM 9/5/06 10:48:30 AMDocument32 pagesC-Mueller - Indd 1 9/5/06 10:48:30 AM 9/5/06 10:48:30 AMأحمد محمد قدريNo ratings yet
- Wrought Iron: Prepared & Submitted byDocument14 pagesWrought Iron: Prepared & Submitted bysujan shresthaNo ratings yet
- Technical Specifications Tecumseh Compressor 3hp R22 MHBP TFH5540E TUBEDocument2 pagesTechnical Specifications Tecumseh Compressor 3hp R22 MHBP TFH5540E TUBEVictor Hugo Oropeza MonjeNo ratings yet
- PCM Rod Stretch Calculation Chart - B - Oct2020Document1 pagePCM Rod Stretch Calculation Chart - B - Oct2020Harry HudiniNo ratings yet
- TR2343 - Preservation Requirements For Supplier PackagesDocument10 pagesTR2343 - Preservation Requirements For Supplier Packagesmaximusala83No ratings yet
- TugasDocument18 pagesTugasWicaksana try YudhantoNo ratings yet
- HAZOP Study Checklist (26092011) - 3Document1 pageHAZOP Study Checklist (26092011) - 3Hina ImranNo ratings yet
- Research For ME ShopDocument37 pagesResearch For ME ShopGrace LuceroNo ratings yet
- Prasath K: Career ObjectivesDocument4 pagesPrasath K: Career ObjectivesPrasathNo ratings yet
- Information Letter 412-04-53: A Subsidiary of Textron, IncDocument2 pagesInformation Letter 412-04-53: A Subsidiary of Textron, IncAli SyahbanaNo ratings yet
- BT 2004 Basic Civil Engineering and Engineering Mechanics Cbgs Dec 2017Document2 pagesBT 2004 Basic Civil Engineering and Engineering Mechanics Cbgs Dec 201713DEEPENDRANo ratings yet
- Kolmeks Pump Catalogue Low PDFDocument260 pagesKolmeks Pump Catalogue Low PDFsriguruprasathsNo ratings yet
- EXERCISE 11.1: (Answer Key With Explanation)Document24 pagesEXERCISE 11.1: (Answer Key With Explanation)John MarksNo ratings yet
- AIR RESEARCH 2410 CAT C9 STD Base - 110825 - 1 PDFDocument30 pagesAIR RESEARCH 2410 CAT C9 STD Base - 110825 - 1 PDFHussain ShahNo ratings yet
- 1NZ-FE Engine Control System PDFDocument12 pages1NZ-FE Engine Control System PDFjuan50% (2)
- Notes For Students of Process DiagramsDocument38 pagesNotes For Students of Process DiagramsRida akhtarNo ratings yet
- Icse X Calorimetry Question BankDocument9 pagesIcse X Calorimetry Question BankanimeshtechnosNo ratings yet
- Code-Check of Anchors (AISC) - IDEA StatiCaDocument7 pagesCode-Check of Anchors (AISC) - IDEA StatiCamehmetmehmetmehmet111111No ratings yet