
Class Handout MFG219635 Understanding 5 Axis Machining Concepts Michael Caliguri
Class Handout MFG219635 Understanding 5 Axis Machining Concepts Michael Caliguri
You might also like
- Administrative Order No. 2010 0021 Sustainable Sanitation As A National PolicyDocument12 pagesAdministrative Order No. 2010 0021 Sustainable Sanitation As A National PolicyLaissa Arryanne SimNo ratings yet
- Carl Jung and The Visions of ZosimosDocument3 pagesCarl Jung and The Visions of ZosimosWolfMensch1216No ratings yet
- Research About Makahiya As Antibacterial AgentsDocument62 pagesResearch About Makahiya As Antibacterial AgentsSo What100% (1)
- PC Dmis TrainingDocument94 pagesPC Dmis TrainingRui Pedro Ribeiro100% (2)
- Fiza Kamran - FPT (#2) Islamic ArtDocument23 pagesFiza Kamran - FPT (#2) Islamic ArtFiza Kamran [Student]No ratings yet
- Lecture 19 PPTDocument66 pagesLecture 19 PPTSWAG BROTHERZNo ratings yet
- Beam BendingDocument46 pagesBeam BendingAditya RatleyNo ratings yet
- 3-D TransformationsDocument25 pages3-D TransformationsVarchasva SinghNo ratings yet
- Trigonometry SummaryDocument51 pagesTrigonometry SummaryYana RicoNo ratings yet
- 3D TransformationDocument29 pages3D TransformationRakesh Chaudhuri100% (1)
- Unit 2 (2D&3D Transformation)Document65 pagesUnit 2 (2D&3D Transformation)Shruti KuradeNo ratings yet
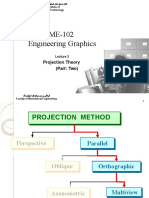
- Engineering Graphics: Projection Theory (Part: Two)Document32 pagesEngineering Graphics: Projection Theory (Part: Two)Afaq AhmedNo ratings yet
- Bending Moment and Shear Force Diagram: Theory at A Glance (For IES, GATE, PSU)Document39 pagesBending Moment and Shear Force Diagram: Theory at A Glance (For IES, GATE, PSU)Anonymous JEe6LWPNo ratings yet
- 3D Transformation To Stud - Compatibility ModeDocument19 pages3D Transformation To Stud - Compatibility ModeLộc Phạm vănNo ratings yet
- Isometric Projections: Civil Engineering Drawing UG02Document26 pagesIsometric Projections: Civil Engineering Drawing UG02Travel & tourismNo ratings yet
- Edddas 11223344Document11 pagesEdddas 11223344Azmi AbdulbaqiNo ratings yet
- 3.1 2D-TransformatonDocument7 pages3.1 2D-TransformatonnisamNo ratings yet
- ProjectionDocument21 pagesProjectionCHRISTIAN PAUL ERANo ratings yet
- Lec 3 TOP2Document32 pagesLec 3 TOP2Mohammad BilalNo ratings yet
- Coordinate Transformations in Surveying and Mapping: Geospatial Science RmitDocument31 pagesCoordinate Transformations in Surveying and Mapping: Geospatial Science Rmitulastuna2001No ratings yet
- G10 U2L2 - Reflection and Mirrors Refraction and LensesDocument98 pagesG10 U2L2 - Reflection and Mirrors Refraction and LensesErika Mae Cordero100% (1)
- 03 2D-3D GeometryDocument77 pages03 2D-3D GeometryTuseeq RazaNo ratings yet
- ProjectionDocument39 pagesProjectionNew TempNo ratings yet
- VectorsDocument6 pagesVectorsArianeManlangitNo ratings yet
- Caie Igcse Mathematics 0580 Theory 63d9388ac889787ea5d54f43 390Document3 pagesCaie Igcse Mathematics 0580 Theory 63d9388ac889787ea5d54f43 390Amina NazmiNo ratings yet
- CNC Overview PDFDocument16 pagesCNC Overview PDFQuoc HuyNo ratings yet
- General Physics2 Lesson 6 PDFDocument7 pagesGeneral Physics2 Lesson 6 PDFJohn Renzo MolinarNo ratings yet
- ReflectionDocument1 pageReflectionmvdurgadeviNo ratings yet
- (L3) Ray Optics 24 Nov 19Document67 pages(L3) Ray Optics 24 Nov 19Jayesh AhirwarNo ratings yet
- Motion in A PlaneDocument17 pagesMotion in A PlanestudyfilesadhiNo ratings yet
- Graphs of SineDocument6 pagesGraphs of SineMary Jasmine AzulNo ratings yet
- (L2) - (JLD 2.0) - Reflection - 10th OctDocument53 pages(L2) - (JLD 2.0) - Reflection - 10th Octaayushrai157No ratings yet
- Transformations: Aaron Bloomfield CS 445: Introduction To Graphics Fall 2006 (Slide Set Originally by David Luebke)Document51 pagesTransformations: Aaron Bloomfield CS 445: Introduction To Graphics Fall 2006 (Slide Set Originally by David Luebke)SITI ABIDAHNo ratings yet
- Light and ReflectionDocument34 pagesLight and ReflectionAmina AlmarzooqiNo ratings yet
- Transformation 3 DDocument23 pagesTransformation 3 Dparatevedant1403No ratings yet
- Admath s2Document32 pagesAdmath s2Abtaji Princess AndreaNo ratings yet
- Math 3 Coordinates and VectorsDocument30 pagesMath 3 Coordinates and VectorsprajwalcuriousNo ratings yet
- 2d TransformationDocument13 pages2d TransformationBipin ThapaNo ratings yet
- Reference AngleDocument3 pagesReference AngleAna May BanielNo ratings yet
- Centroid + MOI (Students)Document39 pagesCentroid + MOI (Students)Usman HafeezNo ratings yet
- Computer Graphics Imp QuesDocument23 pagesComputer Graphics Imp QuesDr. MANU SINGH KEC (CSE)No ratings yet
- Isometric Projection: Exploring Spatial Perception in Computer VisionFrom EverandIsometric Projection: Exploring Spatial Perception in Computer VisionNo ratings yet
- Resolution of VectorDocument3 pagesResolution of VectorUsama HafeezNo ratings yet
- Fundamentals of Robotics 04Document56 pagesFundamentals of Robotics 04noorulain66.csNo ratings yet
- CG Unit-3 PDFDocument63 pagesCG Unit-3 PDFTechnical Kamal RajputNo ratings yet
- If You Know The Coordinates of A Group of Points You CanDocument16 pagesIf You Know The Coordinates of A Group of Points You CanSanaka LogesNo ratings yet
- 5 Advanced VectorsDocument51 pages5 Advanced VectorsjoeNo ratings yet
- C7 LightDocument40 pagesC7 LightKyle Miguel YcasianoNo ratings yet
- Vectors JeeDocument46 pagesVectors JeeShivam MishraNo ratings yet
- Part 01 Theory (1-8)Document8 pagesPart 01 Theory (1-8)Aditya RamNo ratings yet
- Chapter 4 SFD and BMDDocument39 pagesChapter 4 SFD and BMDVenkatesh KakhandikiNo ratings yet
- Chapter 3Document14 pagesChapter 3vallabha kaustubhaNo ratings yet
- 001 - Introduction, Rectangular, Cylindrical, Spherical Coordinate SystemDocument46 pages001 - Introduction, Rectangular, Cylindrical, Spherical Coordinate SystemJayanthi Sree SundaramNo ratings yet
- Conversion of Left-Handed Coordinates To Right-Handed CoordinatesDocument12 pagesConversion of Left-Handed Coordinates To Right-Handed CoordinatesAnushree PandyaNo ratings yet
- Reflection at A Spherical SurfaceDocument7 pagesReflection at A Spherical SurfaceAzina KhanNo ratings yet
- Strength of Materials by S K Mondal 4 PDFDocument34 pagesStrength of Materials by S K Mondal 4 PDFajaykrishna_99No ratings yet
- 06 Chapter6GeometricalfiguresDocument44 pages06 Chapter6GeometricalfiguresAngel LiNo ratings yet
- 3D Transformations & Orientation Parameterization: Advanced Computer Animation Techniques Aug-Dec 2011 Cesteves@cimat - MXDocument33 pages3D Transformations & Orientation Parameterization: Advanced Computer Animation Techniques Aug-Dec 2011 Cesteves@cimat - MXArturo Dominguez Esquivel100% (1)
- 3 CAD & FEA Unit 1 Part 3Document13 pages3 CAD & FEA Unit 1 Part 3renoldmemoriesNo ratings yet
- Ari 12 CH 9 Ray Optics and Optical InstrumentsDocument54 pagesAri 12 CH 9 Ray Optics and Optical InstrumentsCommandoNo ratings yet
- Chapter 05 Pictorial SketchingDocument36 pagesChapter 05 Pictorial SketchingMilkiNo ratings yet
- Sokkia Set 3100 Total Station Survey InstrumentDocument5 pagesSokkia Set 3100 Total Station Survey InstrumentbydnmNo ratings yet
- TransformationsDocument15 pagesTransformationsapi-379150276No ratings yet
- I'm Learning About Numbers WorksheetsDocument22 pagesI'm Learning About Numbers WorksheetsJozel M. ManuelNo ratings yet
- Thermodynamics: Chapter TopicDocument29 pagesThermodynamics: Chapter TopicMelaku TamiratNo ratings yet
- A Review of Mixed Methods, Pragmatism and Abduction TechniquesDocument14 pagesA Review of Mixed Methods, Pragmatism and Abduction TechniquesDeep ShiNo ratings yet
- Full Chapter The Zoo and Screen Media Images of Exhibition and Encounter 1St Edition Michael Lawrence PDFDocument53 pagesFull Chapter The Zoo and Screen Media Images of Exhibition and Encounter 1St Edition Michael Lawrence PDFpamela.thomas142100% (6)
- Meridian Analysis Energy DeviceDocument4 pagesMeridian Analysis Energy Devicehistory APNo ratings yet
- Gülyüz Et Al. Multiphase Deformation, Fluid Flow and Mineralization in Epithermal Systems Inferences From Structures, Vein Textures and Breccias of The Kestanelik Epithermal Au-ADocument22 pagesGülyüz Et Al. Multiphase Deformation, Fluid Flow and Mineralization in Epithermal Systems Inferences From Structures, Vein Textures and Breccias of The Kestanelik Epithermal Au-Ahüseyin burak göktaşNo ratings yet
- Theme Authority and Responsibility: Presentation by Team 9 Devansh Ishika Ujjawal ChanchalDocument9 pagesTheme Authority and Responsibility: Presentation by Team 9 Devansh Ishika Ujjawal ChanchalApoorva JainNo ratings yet
- Common Laboratory ApparatusDocument76 pagesCommon Laboratory Apparatusjune cadayonaNo ratings yet
- National Merit Mopup Government Sponsorship Admission List 2020-2021Document4 pagesNational Merit Mopup Government Sponsorship Admission List 2020-2021The Campus Times100% (1)
- DTL Summer Training ReportDocument63 pagesDTL Summer Training ReportARYAN ANo ratings yet
- Fermentation: Bio Lab ManualDocument11 pagesFermentation: Bio Lab Manualthegp12No ratings yet
- Solvent Promoted Self HealingDocument3 pagesSolvent Promoted Self HealingVansala GanesanNo ratings yet
- Reynolds Number CompilationDocument18 pagesReynolds Number CompilationPhoebe Kate ManoguidNo ratings yet
- EVS AssignmentDocument2 pagesEVS AssignmentCharu GautamNo ratings yet
- Kajian Fisika Kimia Perairan Danau Bangkau Sebagai Dasar Pengembangan Budidaya IkanDocument8 pagesKajian Fisika Kimia Perairan Danau Bangkau Sebagai Dasar Pengembangan Budidaya Ikanantoni harahapNo ratings yet
- Cegesoft Peel (OPP)Document1 pageCegesoft Peel (OPP)paromanikNo ratings yet
- Zero Energy BuildingDocument7 pagesZero Energy BuildingIJRASETPublicationsNo ratings yet
- Practical-Research-2 2Document10 pagesPractical-Research-2 2Elle Marie FaderogaoNo ratings yet
- Accessing The Celestial Sanctum WorkshopDocument14 pagesAccessing The Celestial Sanctum WorkshopRichard Saxton100% (1)
- 7762075-Dreger and WielgusDocument15 pages7762075-Dreger and WielgusAlma KunicNo ratings yet
- RPH - Based On Suchman Inquiry: Concept(s) IntroducedDocument7 pagesRPH - Based On Suchman Inquiry: Concept(s) IntroducedpuvanesweranNo ratings yet
- 8 - Problem Reduction SearchDocument31 pages8 - Problem Reduction SearchArchana PanwarNo ratings yet
- The Silva's Ultramind Remote Viewing and Remote InfluencingDocument36 pagesThe Silva's Ultramind Remote Viewing and Remote Influencingaivlys enialpalNo ratings yet
- Holt California Algebra 1 Homework and Practice Workbook AnswersDocument5 pagesHolt California Algebra 1 Homework and Practice Workbook Answersafmtcbjca100% (1)
- Mom Chapter 5 (Torsion) - 20191108082142Document69 pagesMom Chapter 5 (Torsion) - 20191108082142PHILIP LIONEL PETERNo ratings yet
- RajagopalanDocument17 pagesRajagopalanSamuel Lozano JuárezNo ratings yet
- Bachelor of Science in Agriculture BSA Major in Crop ScienceDocument2 pagesBachelor of Science in Agriculture BSA Major in Crop Sciencegloria denaqueNo ratings yet
























































































Download as pdf or txt
You might also like
- Administrative Order No. 2010 0021 Sustainable Sanitation As A National PolicyDocument12 pagesAdministrative Order No. 2010 0021 Sustainable Sanitation As A National PolicyLaissa Arryanne SimNo ratings yet
- Carl Jung and The Visions of ZosimosDocument3 pagesCarl Jung and The Visions of ZosimosWolfMensch1216No ratings yet
- Research About Makahiya As Antibacterial AgentsDocument62 pagesResearch About Makahiya As Antibacterial AgentsSo What100% (1)
- PC Dmis TrainingDocument94 pagesPC Dmis TrainingRui Pedro Ribeiro100% (2)
- Fiza Kamran - FPT (#2) Islamic ArtDocument23 pagesFiza Kamran - FPT (#2) Islamic ArtFiza Kamran [Student]No ratings yet
- Lecture 19 PPTDocument66 pagesLecture 19 PPTSWAG BROTHERZNo ratings yet
- Beam BendingDocument46 pagesBeam BendingAditya RatleyNo ratings yet
- 3-D TransformationsDocument25 pages3-D TransformationsVarchasva SinghNo ratings yet
- Trigonometry SummaryDocument51 pagesTrigonometry SummaryYana RicoNo ratings yet
- 3D TransformationDocument29 pages3D TransformationRakesh Chaudhuri100% (1)
- Unit 2 (2D&3D Transformation)Document65 pagesUnit 2 (2D&3D Transformation)Shruti KuradeNo ratings yet
- Engineering Graphics: Projection Theory (Part: Two)Document32 pagesEngineering Graphics: Projection Theory (Part: Two)Afaq AhmedNo ratings yet
- Bending Moment and Shear Force Diagram: Theory at A Glance (For IES, GATE, PSU)Document39 pagesBending Moment and Shear Force Diagram: Theory at A Glance (For IES, GATE, PSU)Anonymous JEe6LWPNo ratings yet
- 3D Transformation To Stud - Compatibility ModeDocument19 pages3D Transformation To Stud - Compatibility ModeLộc Phạm vănNo ratings yet
- Isometric Projections: Civil Engineering Drawing UG02Document26 pagesIsometric Projections: Civil Engineering Drawing UG02Travel & tourismNo ratings yet
- Edddas 11223344Document11 pagesEdddas 11223344Azmi AbdulbaqiNo ratings yet
- 3.1 2D-TransformatonDocument7 pages3.1 2D-TransformatonnisamNo ratings yet
- ProjectionDocument21 pagesProjectionCHRISTIAN PAUL ERANo ratings yet
- Lec 3 TOP2Document32 pagesLec 3 TOP2Mohammad BilalNo ratings yet
- Coordinate Transformations in Surveying and Mapping: Geospatial Science RmitDocument31 pagesCoordinate Transformations in Surveying and Mapping: Geospatial Science Rmitulastuna2001No ratings yet
- G10 U2L2 - Reflection and Mirrors Refraction and LensesDocument98 pagesG10 U2L2 - Reflection and Mirrors Refraction and LensesErika Mae Cordero100% (1)
- 03 2D-3D GeometryDocument77 pages03 2D-3D GeometryTuseeq RazaNo ratings yet
- ProjectionDocument39 pagesProjectionNew TempNo ratings yet
- VectorsDocument6 pagesVectorsArianeManlangitNo ratings yet
- Caie Igcse Mathematics 0580 Theory 63d9388ac889787ea5d54f43 390Document3 pagesCaie Igcse Mathematics 0580 Theory 63d9388ac889787ea5d54f43 390Amina NazmiNo ratings yet
- CNC Overview PDFDocument16 pagesCNC Overview PDFQuoc HuyNo ratings yet
- General Physics2 Lesson 6 PDFDocument7 pagesGeneral Physics2 Lesson 6 PDFJohn Renzo MolinarNo ratings yet
- ReflectionDocument1 pageReflectionmvdurgadeviNo ratings yet
- (L3) Ray Optics 24 Nov 19Document67 pages(L3) Ray Optics 24 Nov 19Jayesh AhirwarNo ratings yet
- Motion in A PlaneDocument17 pagesMotion in A PlanestudyfilesadhiNo ratings yet
- Graphs of SineDocument6 pagesGraphs of SineMary Jasmine AzulNo ratings yet
- (L2) - (JLD 2.0) - Reflection - 10th OctDocument53 pages(L2) - (JLD 2.0) - Reflection - 10th Octaayushrai157No ratings yet
- Transformations: Aaron Bloomfield CS 445: Introduction To Graphics Fall 2006 (Slide Set Originally by David Luebke)Document51 pagesTransformations: Aaron Bloomfield CS 445: Introduction To Graphics Fall 2006 (Slide Set Originally by David Luebke)SITI ABIDAHNo ratings yet
- Light and ReflectionDocument34 pagesLight and ReflectionAmina AlmarzooqiNo ratings yet
- Transformation 3 DDocument23 pagesTransformation 3 Dparatevedant1403No ratings yet
- Admath s2Document32 pagesAdmath s2Abtaji Princess AndreaNo ratings yet
- Math 3 Coordinates and VectorsDocument30 pagesMath 3 Coordinates and VectorsprajwalcuriousNo ratings yet
- 2d TransformationDocument13 pages2d TransformationBipin ThapaNo ratings yet
- Reference AngleDocument3 pagesReference AngleAna May BanielNo ratings yet
- Centroid + MOI (Students)Document39 pagesCentroid + MOI (Students)Usman HafeezNo ratings yet
- Computer Graphics Imp QuesDocument23 pagesComputer Graphics Imp QuesDr. MANU SINGH KEC (CSE)No ratings yet
- Isometric Projection: Exploring Spatial Perception in Computer VisionFrom EverandIsometric Projection: Exploring Spatial Perception in Computer VisionNo ratings yet
- Resolution of VectorDocument3 pagesResolution of VectorUsama HafeezNo ratings yet
- Fundamentals of Robotics 04Document56 pagesFundamentals of Robotics 04noorulain66.csNo ratings yet
- CG Unit-3 PDFDocument63 pagesCG Unit-3 PDFTechnical Kamal RajputNo ratings yet
- If You Know The Coordinates of A Group of Points You CanDocument16 pagesIf You Know The Coordinates of A Group of Points You CanSanaka LogesNo ratings yet
- 5 Advanced VectorsDocument51 pages5 Advanced VectorsjoeNo ratings yet
- C7 LightDocument40 pagesC7 LightKyle Miguel YcasianoNo ratings yet
- Vectors JeeDocument46 pagesVectors JeeShivam MishraNo ratings yet
- Part 01 Theory (1-8)Document8 pagesPart 01 Theory (1-8)Aditya RamNo ratings yet
- Chapter 4 SFD and BMDDocument39 pagesChapter 4 SFD and BMDVenkatesh KakhandikiNo ratings yet
- Chapter 3Document14 pagesChapter 3vallabha kaustubhaNo ratings yet
- 001 - Introduction, Rectangular, Cylindrical, Spherical Coordinate SystemDocument46 pages001 - Introduction, Rectangular, Cylindrical, Spherical Coordinate SystemJayanthi Sree SundaramNo ratings yet
- Conversion of Left-Handed Coordinates To Right-Handed CoordinatesDocument12 pagesConversion of Left-Handed Coordinates To Right-Handed CoordinatesAnushree PandyaNo ratings yet
- Reflection at A Spherical SurfaceDocument7 pagesReflection at A Spherical SurfaceAzina KhanNo ratings yet
- Strength of Materials by S K Mondal 4 PDFDocument34 pagesStrength of Materials by S K Mondal 4 PDFajaykrishna_99No ratings yet
- 06 Chapter6GeometricalfiguresDocument44 pages06 Chapter6GeometricalfiguresAngel LiNo ratings yet
- 3D Transformations & Orientation Parameterization: Advanced Computer Animation Techniques Aug-Dec 2011 Cesteves@cimat - MXDocument33 pages3D Transformations & Orientation Parameterization: Advanced Computer Animation Techniques Aug-Dec 2011 Cesteves@cimat - MXArturo Dominguez Esquivel100% (1)
- 3 CAD & FEA Unit 1 Part 3Document13 pages3 CAD & FEA Unit 1 Part 3renoldmemoriesNo ratings yet
- Ari 12 CH 9 Ray Optics and Optical InstrumentsDocument54 pagesAri 12 CH 9 Ray Optics and Optical InstrumentsCommandoNo ratings yet
- Chapter 05 Pictorial SketchingDocument36 pagesChapter 05 Pictorial SketchingMilkiNo ratings yet
- Sokkia Set 3100 Total Station Survey InstrumentDocument5 pagesSokkia Set 3100 Total Station Survey InstrumentbydnmNo ratings yet
- TransformationsDocument15 pagesTransformationsapi-379150276No ratings yet
- I'm Learning About Numbers WorksheetsDocument22 pagesI'm Learning About Numbers WorksheetsJozel M. ManuelNo ratings yet
- Thermodynamics: Chapter TopicDocument29 pagesThermodynamics: Chapter TopicMelaku TamiratNo ratings yet
- A Review of Mixed Methods, Pragmatism and Abduction TechniquesDocument14 pagesA Review of Mixed Methods, Pragmatism and Abduction TechniquesDeep ShiNo ratings yet
- Full Chapter The Zoo and Screen Media Images of Exhibition and Encounter 1St Edition Michael Lawrence PDFDocument53 pagesFull Chapter The Zoo and Screen Media Images of Exhibition and Encounter 1St Edition Michael Lawrence PDFpamela.thomas142100% (6)
- Meridian Analysis Energy DeviceDocument4 pagesMeridian Analysis Energy Devicehistory APNo ratings yet
- Gülyüz Et Al. Multiphase Deformation, Fluid Flow and Mineralization in Epithermal Systems Inferences From Structures, Vein Textures and Breccias of The Kestanelik Epithermal Au-ADocument22 pagesGülyüz Et Al. Multiphase Deformation, Fluid Flow and Mineralization in Epithermal Systems Inferences From Structures, Vein Textures and Breccias of The Kestanelik Epithermal Au-Ahüseyin burak göktaşNo ratings yet
- Theme Authority and Responsibility: Presentation by Team 9 Devansh Ishika Ujjawal ChanchalDocument9 pagesTheme Authority and Responsibility: Presentation by Team 9 Devansh Ishika Ujjawal ChanchalApoorva JainNo ratings yet
- Common Laboratory ApparatusDocument76 pagesCommon Laboratory Apparatusjune cadayonaNo ratings yet
- National Merit Mopup Government Sponsorship Admission List 2020-2021Document4 pagesNational Merit Mopup Government Sponsorship Admission List 2020-2021The Campus Times100% (1)
- DTL Summer Training ReportDocument63 pagesDTL Summer Training ReportARYAN ANo ratings yet
- Fermentation: Bio Lab ManualDocument11 pagesFermentation: Bio Lab Manualthegp12No ratings yet
- Solvent Promoted Self HealingDocument3 pagesSolvent Promoted Self HealingVansala GanesanNo ratings yet
- Reynolds Number CompilationDocument18 pagesReynolds Number CompilationPhoebe Kate ManoguidNo ratings yet
- EVS AssignmentDocument2 pagesEVS AssignmentCharu GautamNo ratings yet
- Kajian Fisika Kimia Perairan Danau Bangkau Sebagai Dasar Pengembangan Budidaya IkanDocument8 pagesKajian Fisika Kimia Perairan Danau Bangkau Sebagai Dasar Pengembangan Budidaya Ikanantoni harahapNo ratings yet
- Cegesoft Peel (OPP)Document1 pageCegesoft Peel (OPP)paromanikNo ratings yet
- Zero Energy BuildingDocument7 pagesZero Energy BuildingIJRASETPublicationsNo ratings yet
- Practical-Research-2 2Document10 pagesPractical-Research-2 2Elle Marie FaderogaoNo ratings yet
- Accessing The Celestial Sanctum WorkshopDocument14 pagesAccessing The Celestial Sanctum WorkshopRichard Saxton100% (1)
- 7762075-Dreger and WielgusDocument15 pages7762075-Dreger and WielgusAlma KunicNo ratings yet
- RPH - Based On Suchman Inquiry: Concept(s) IntroducedDocument7 pagesRPH - Based On Suchman Inquiry: Concept(s) IntroducedpuvanesweranNo ratings yet
- 8 - Problem Reduction SearchDocument31 pages8 - Problem Reduction SearchArchana PanwarNo ratings yet
- The Silva's Ultramind Remote Viewing and Remote InfluencingDocument36 pagesThe Silva's Ultramind Remote Viewing and Remote Influencingaivlys enialpalNo ratings yet
- Holt California Algebra 1 Homework and Practice Workbook AnswersDocument5 pagesHolt California Algebra 1 Homework and Practice Workbook Answersafmtcbjca100% (1)
- Mom Chapter 5 (Torsion) - 20191108082142Document69 pagesMom Chapter 5 (Torsion) - 20191108082142PHILIP LIONEL PETERNo ratings yet
- RajagopalanDocument17 pagesRajagopalanSamuel Lozano JuárezNo ratings yet
- Bachelor of Science in Agriculture BSA Major in Crop ScienceDocument2 pagesBachelor of Science in Agriculture BSA Major in Crop Sciencegloria denaqueNo ratings yet