Download as pdf or txt
You might also like
- SAM Admin Guide 8.0 Rev ADocument610 pagesSAM Admin Guide 8.0 Rev ABranislav OstojicNo ratings yet
- Gangstar: Kramers'S Giant Carding TutorialDocument8 pagesGangstar: Kramers'S Giant Carding Tutorialcdn.offers100% (1)
- PLM400Document111 pagesPLM400Daniel Wu100% (1)
- Feasibility Study On The Provision of Solar Energy in Rural Area Using Solar PanelDocument19 pagesFeasibility Study On The Provision of Solar Energy in Rural Area Using Solar Panelchristian emeka okaforNo ratings yet
- Measuring The Effectiveness: of Mining ShovelsDocument6 pagesMeasuring The Effectiveness: of Mining ShovelsChrisCusackNo ratings yet
- SciencedirectDocument6 pagesSciencedirectSajjad SajjadNo ratings yet
- Performance and Economic Analysis of Gas Turbine Subsystems For Power Generation in The Niger DeltaDocument14 pagesPerformance and Economic Analysis of Gas Turbine Subsystems For Power Generation in The Niger DeltaNajib Ullah MerzaieNo ratings yet
- Adaptive Capability Assessment of A Process in Cable Manufacturing: A Case StudyDocument9 pagesAdaptive Capability Assessment of A Process in Cable Manufacturing: A Case StudySyed HasanNo ratings yet
- PDF 182834 104471Document13 pagesPDF 182834 104471AndreNo ratings yet
- Mine Production Index (MPI) - Extension of OEE For Bottleneck Detection in MiningDocument8 pagesMine Production Index (MPI) - Extension of OEE For Bottleneck Detection in Miningmohammad alimohammadi saniNo ratings yet
- Measurement: Sorin Nanu, Raul Ionel, Ciprian Dughir, Ioana IonelDocument9 pagesMeasurement: Sorin Nanu, Raul Ionel, Ciprian Dughir, Ioana IonelIndra Wisnu wardanaNo ratings yet
- Risk Assessment For Blast Furnace Using FmeaDocument5 pagesRisk Assessment For Blast Furnace Using FmeaInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Modelo Acel DesacelDocument8 pagesModelo Acel DesacelRich PetersonNo ratings yet
- Materials of Large Wind Turbine BladesDocument15 pagesMaterials of Large Wind Turbine BladesNasser ShelilNo ratings yet
- FluxDocument22 pagesFluxPrajay BhavsarNo ratings yet
- Pavan Askar 2015Document7 pagesPavan Askar 2015rizkiNo ratings yet
- Performance Evaluation of Bucket Based Excavating, Loading, and Transport (BELT) Equipment - OEE ApproachDocument17 pagesPerformance Evaluation of Bucket Based Excavating, Loading, and Transport (BELT) Equipment - OEE ApproachFelipe JimenezNo ratings yet
- Kant 2015Document6 pagesKant 2015Temam MohammedNo ratings yet
- Energies: Analysing The Utilisation E Machines Using Independent Data Acquisition Systems: A Case StudyDocument15 pagesEnergies: Analysing The Utilisation E Machines Using Independent Data Acquisition Systems: A Case StudyCHzambranoNo ratings yet
- Faut Analysis 2006-EbrahimipourDocument11 pagesFaut Analysis 2006-EbrahimipourAlana RamalhoNo ratings yet
- Minerals Engineering: Augustine B. Makokha, Michael H. Moys, Alex M. Muumbo, Rose J. KipronoDocument7 pagesMinerals Engineering: Augustine B. Makokha, Michael H. Moys, Alex M. Muumbo, Rose J. KipronoLuis BNo ratings yet
- Multi-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityDocument10 pagesMulti-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityJesvin AbrahamNo ratings yet
- Cost Engineering Techniques and Their Applicability For Cost Estimation of Organic Rankine Cycle SystemsDocument19 pagesCost Engineering Techniques and Their Applicability For Cost Estimation of Organic Rankine Cycle Systemskanbur.191No ratings yet
- Environmental Impacts of Selective Laser MeltingDocument13 pagesEnvironmental Impacts of Selective Laser MeltingAndy MaravillaNo ratings yet
- A Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingDocument13 pagesA Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingoktovaNo ratings yet
- Literature Review of Flywheel DesignDocument4 pagesLiterature Review of Flywheel DesignPotru vinodh KumarNo ratings yet
- 948 1849 1 PBDocument17 pages948 1849 1 PBVivi Indah PancaraniNo ratings yet
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 pagesUnderstanding and Assessment of Mining Equipment Effectivenesslovepishga,No ratings yet
- Patterson, 2017Document31 pagesPatterson, 2017Febri Ruswandi Anggara PutraNo ratings yet
- Cross-Functional Team Working For Overall Equipment Effectiveness (OEE)Document17 pagesCross-Functional Team Working For Overall Equipment Effectiveness (OEE)Pranata AgungNo ratings yet
- Analisis Efektifitas Kinerja Excavator Pada Aktifitas Ob Removal Penambangan Batubara Menggunakan Metode OeeDocument10 pagesAnalisis Efektifitas Kinerja Excavator Pada Aktifitas Ob Removal Penambangan Batubara Menggunakan Metode OeeAntonius Perdhinando ParhusipNo ratings yet
- Optimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueDocument8 pagesOptimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueitiseasyNo ratings yet
- Sustainability Assessment of Shielded Metal Arc WeDocument9 pagesSustainability Assessment of Shielded Metal Arc WeAvishek BanerjeeNo ratings yet
- Data Analytics Methods For Wind Energy Applications: June 2015Document10 pagesData Analytics Methods For Wind Energy Applications: June 2015Alcides NetoNo ratings yet
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 pagesUnderstanding and Assessment of Mining Equipment EffectivenessFelipe JimenezNo ratings yet
- Journal of Cleaner ProductionDocument14 pagesJournal of Cleaner ProductionAdeola AshiruNo ratings yet
- Advanced Energy Data Analytics To Predict Machine Overall Equipment Effectiveness (OEE) : A Synergetic Approach To Foster Sustainable ManufacturingDocument6 pagesAdvanced Energy Data Analytics To Predict Machine Overall Equipment Effectiveness (OEE) : A Synergetic Approach To Foster Sustainable ManufacturingGhoffarAlbabMaarifNo ratings yet
- Mathematical Modeling For Radial Overcut On Electrical Discharge Machining of Incoloy 800 by Response Surface MethodologyDocument10 pagesMathematical Modeling For Radial Overcut On Electrical Discharge Machining of Incoloy 800 by Response Surface MethodologySai SrinivasNo ratings yet
- Energy Audit of An Industry: A Case Study of Fabrication CompanyDocument10 pagesEnergy Audit of An Industry: A Case Study of Fabrication CompanyroshanNo ratings yet
- Decomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing ProblemsDocument14 pagesDecomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing Problemslei liNo ratings yet
- Turbine Correlations 2019 v8Document9 pagesTurbine Correlations 2019 v8aliNo ratings yet
- Overall Equipment Effectiveness in Coal Mining Company: A Case StudyDocument6 pagesOverall Equipment Effectiveness in Coal Mining Company: A Case StudyRohis Al - MijanNo ratings yet
- Dellinger 2016 IOP Conf. Ser. Earth Environ. Sci. 49 102002Document11 pagesDellinger 2016 IOP Conf. Ser. Earth Environ. Sci. 49 102002Milagros Alejandra Aragón DimasNo ratings yet
- Manoj 2021 IOP Conf. Ser. Mater. Sci. Eng. 1033 012035Document13 pagesManoj 2021 IOP Conf. Ser. Mater. Sci. Eng. 1033 012035edit AMNo ratings yet
- Campatelli2014 - Power ConsumptionDocument8 pagesCampatelli2014 - Power ConsumptionmunirajNo ratings yet
- 1 s2.0 S1526612523005856 MainDocument19 pages1 s2.0 S1526612523005856 Mainsundaramaks saravana muruganNo ratings yet
- Estimating Average Total Cost of Open Pit Coal MinDocument13 pagesEstimating Average Total Cost of Open Pit Coal MinNaweed rabaniNo ratings yet
- Discrete Element Modelling of Vibrating ScreensDocument16 pagesDiscrete Element Modelling of Vibrating ScreensVilayet AlekperovNo ratings yet
- Spe 189431 MsDocument13 pagesSpe 189431 MsXu ZhaohuiNo ratings yet
- Journal of Cleaner Production: Susila Munisamy, Behrouz ArabiDocument15 pagesJournal of Cleaner Production: Susila Munisamy, Behrouz ArabiDelphin Espoir KamandaNo ratings yet
- Ngoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationDocument15 pagesNgoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationChien Vu NgocNo ratings yet
- Energy Consumption Analysis of ABS Plastic Parts Injected in A Hybrid Injection Moulding MachineDocument9 pagesEnergy Consumption Analysis of ABS Plastic Parts Injected in A Hybrid Injection Moulding MachineGabriel Lopez BarajasNo ratings yet
- ElSherbiny&Salem2013 EvaluationSPTEnergyDocument9 pagesElSherbiny&Salem2013 EvaluationSPTEnergyHerton FonsecaNo ratings yet
- Cirp Annals - Manufacturing TechnologyDocument23 pagesCirp Annals - Manufacturing TechnologyKailash C BhosaleNo ratings yet
- Ijet 26753Document7 pagesIjet 26753kevin21790No ratings yet
- Journal of Cleaner Production: Rajesh Kumar BhushanDocument13 pagesJournal of Cleaner Production: Rajesh Kumar BhushannagarajNo ratings yet
- Energy Audits in Industrial ProcessesDocument17 pagesEnergy Audits in Industrial Processessandro100% (1)
- Reliability Analysis of Car Maintenance Forecast and PerformanceDocument10 pagesReliability Analysis of Car Maintenance Forecast and PerformanceAJER JOURNALNo ratings yet
- Senthilnathan 2020 IOP Conf. Ser. Mater. Sci. Eng. 988 012004Document13 pagesSenthilnathan 2020 IOP Conf. Ser. Mater. Sci. Eng. 988 012004Kunal KoreNo ratings yet
- Sciencedirect: Energy Efficiency Evaluation of Provinces in Turkey Using Data Envelopment AnalysisDocument10 pagesSciencedirect: Energy Efficiency Evaluation of Provinces in Turkey Using Data Envelopment AnalysisCESARPINEDANo ratings yet
- Zhou 2018Document12 pagesZhou 2018VishalNaranjeNo ratings yet
- Applied Energy: Alexandra Bonou, Alexis Laurent, Stig I. OlsenDocument11 pagesApplied Energy: Alexandra Bonou, Alexis Laurent, Stig I. OlsenKamil IbraNo ratings yet
- Simulacion de Eventos Discretos en SubteraneoDocument16 pagesSimulacion de Eventos Discretos en SubteraneoAnthony Job Rosales LuisNo ratings yet
- Proceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsFrom EverandProceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsArild HelsethNo ratings yet
- RiverSurveyor Live Manual v4.2Document254 pagesRiverSurveyor Live Manual v4.2antok_gagahNo ratings yet
- Seminar Report On Mobile Adhoc NetworksDocument16 pagesSeminar Report On Mobile Adhoc NetworksAamir Shah100% (1)
- Kidoz ABC 29feb24Document24 pagesKidoz ABC 29feb24Aaron CarreonNo ratings yet
- Senior Project Manager ERP in New York NY Resume Raymond RzasaDocument3 pagesSenior Project Manager ERP in New York NY Resume Raymond RzasaRaymondRzasaNo ratings yet
- Instruction and Operating Manual: Smart Valve PositionerDocument47 pagesInstruction and Operating Manual: Smart Valve PositionerMarvin June HitaliaNo ratings yet
- Assignment3 V1.1Document8 pagesAssignment3 V1.1Maryam ZulfiqarNo ratings yet
- Dynaudio BM5A MKII User ManualDocument7 pagesDynaudio BM5A MKII User ManualaitzuNo ratings yet
- 2017 Catalogue EnglishDocument56 pages2017 Catalogue EnglishElafanNo ratings yet
- Cek Rekomendasi TokopediaDocument1 pageCek Rekomendasi TokopediaAhmad DediNo ratings yet
- Service Manual: 20K-S100 CK20S10/21MK50Document26 pagesService Manual: 20K-S100 CK20S10/21MK50Sajeeva PereraNo ratings yet
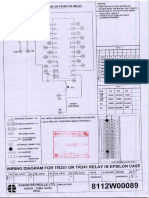
- TR231 or TR241 - 8112W00089Document1 pageTR231 or TR241 - 8112W00089Dave ChaudhuryNo ratings yet
- What Is Event PlanningDocument7 pagesWhat Is Event PlanningEkta SonkarNo ratings yet
- Minco 820B: Genset Controller ManualDocument14 pagesMinco 820B: Genset Controller Manualvicky khanNo ratings yet
- Voice Over IP Speech Transmission Over Packet NetwDocument25 pagesVoice Over IP Speech Transmission Over Packet NetwBabouri FaridNo ratings yet
- DragerDocument14 pagesDrageroyanedelmacarenaNo ratings yet
- Full ResearchDocument65 pagesFull ResearchTony MwasagaNo ratings yet
- 6 0 SV9100 UC SuiteDocument458 pages6 0 SV9100 UC SuiteJavi KatzNo ratings yet
- CSE408 - Software Development Project - DocumentationDocument8 pagesCSE408 - Software Development Project - DocumentationFabiha TasneemNo ratings yet
- MCQ Question BankDocument20 pagesMCQ Question BankmunnaarsenalNo ratings yet
- Medium Duty Piston MotorsDocument41 pagesMedium Duty Piston MotorsWashington Huallpa100% (1)
- Superstar 3900EDocument34 pagesSuperstar 3900EsoehtNo ratings yet
- 14 - GPS MCQ QuestionsDocument5 pages14 - GPS MCQ QuestionsMohamed Alfarash100% (3)
- SM043-001 Manual de Servicio Postratamiento KWDocument70 pagesSM043-001 Manual de Servicio Postratamiento KWmarco arias100% (2)
- A Conversation With Alan Cooper: The Origin of Interaction DesignDocument3 pagesA Conversation With Alan Cooper: The Origin of Interaction DesignCjay ChangNo ratings yet
- Top Five Ways To Find A SAP Table and Field Within A TransactionDocument14 pagesTop Five Ways To Find A SAP Table and Field Within A Transactionedmondo77No ratings yet
- Disk Scheduling FullDocument12 pagesDisk Scheduling FullAhmad Khairil100% (2)