Download as pdf or txt
You might also like
- Vortex Maths PDFDocument29 pagesVortex Maths PDFAntonio Soares100% (1)
- J-Head Operations and Maintenance Manual P/N 315-4110-901 Rev. KDocument92 pagesJ-Head Operations and Maintenance Manual P/N 315-4110-901 Rev. KNickel de la CruzNo ratings yet
- Abdul Qadir Welding Inspector CVDocument6 pagesAbdul Qadir Welding Inspector CVSani TipareNo ratings yet
- Piping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator TrainingDocument12 pagesPiping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator Trainingmember1000100% (1)
- Advisory 2022-Pagmm-005 - Survey For The 2022 Philreca Awards From The WiresDocument2 pagesAdvisory 2022-Pagmm-005 - Survey For The 2022 Philreca Awards From The WiresNorhani Hanifah BayabaoNo ratings yet
- Academic Calendar - UGDocument2 pagesAcademic Calendar - UGSahithiNo ratings yet
- The Eighteen Luohan Exercises According To Xu YushengDocument6 pagesThe Eighteen Luohan Exercises According To Xu YushengRoberto BaptistaNo ratings yet
- Anthropogenic Heat Variation During The COVID-19 Pandemic Control Measures in Four Chinese MegacitiesDocument16 pagesAnthropogenic Heat Variation During The COVID-19 Pandemic Control Measures in Four Chinese MegacitiesChuks AbbeyNo ratings yet
- BE Form 2 SCHOOL WORK PLANDocument1 pageBE Form 2 SCHOOL WORK PLANJeriel BelascuainNo ratings yet
- Disaster Risk Reduction Plan Lumangoy Elementary School S.Y. 2020-2021Document13 pagesDisaster Risk Reduction Plan Lumangoy Elementary School S.Y. 2020-2021Jo RieNo ratings yet
- THẺ THEO DÕI KIỂM TRA BÌNH PCCCDocument1 pageTHẺ THEO DÕI KIỂM TRA BÌNH PCCCHuy TrầnNo ratings yet
- Student Payment Plan (SPP) : Begins Begins Ends Begins EndsDocument1 pageStudent Payment Plan (SPP) : Begins Begins Ends Begins EndsStephon RaghunananNo ratings yet
- Time LineDocument1 pageTime LineLawagon, Mayhan E.No ratings yet
- Savitribai Phule Pune UniversityDocument87 pagesSavitribai Phule Pune UniversitySwapnil RautNo ratings yet
- Sociology 6310 Political SociologyDocument9 pagesSociology 6310 Political SociologyRockangel JamoralNo ratings yet
- Dam LevelsDocument1 pageDam Levelsleadsgen.onlineNo ratings yet
- 10 Edition: Publication ScheduleDocument1 page10 Edition: Publication ScheduleLook AheadNo ratings yet
- Why Ukraine, MR Putin? - Intelligence Quarterly (IOC)Document1 pageWhy Ukraine, MR Putin? - Intelligence Quarterly (IOC)Iliana VeltchevaNo ratings yet
- Date Occasion: HolidaysDocument2 pagesDate Occasion: HolidaysSaurabh VermaNo ratings yet
- Guideline Scientific Competition INHESION 2021Document19 pagesGuideline Scientific Competition INHESION 2021rahmatekaNo ratings yet
- SCIU - SCIU-163 - TRABAJOFINAL MateDocument8 pagesSCIU - SCIU-163 - TRABAJOFINAL MateLeydy Navarro HuaracaNo ratings yet
- 2020 Hong Kong Law Fair Information PackDocument5 pages2020 Hong Kong Law Fair Information PackTiffany WongNo ratings yet
- Math 6 - Course OutlineDocument2 pagesMath 6 - Course OutlineJon Jon D. MarcosNo ratings yet
- BNEF 2021 Executive FactbookDocument100 pagesBNEF 2021 Executive FactbookClifton Mathias YeoNo ratings yet
- Week1 DLL10Document8 pagesWeek1 DLL10Amy Villa100% (1)
- Corona VirusDocument6 pagesCorona Virusbhosleswati272012No ratings yet
- Seasonal Outlook - July 2022Document1 pageSeasonal Outlook - July 2022dipondasgupta1No ratings yet
- SLUCs SY 2022-2023 - Van 14OCT2022Document35 pagesSLUCs SY 2022-2023 - Van 14OCT2022MERY JEAN CATACUTANNo ratings yet
- The Economic Impact of COVID-19 On Cultural Tourism The Case of Mosque-CathedraDocument7 pagesThe Economic Impact of COVID-19 On Cultural Tourism The Case of Mosque-Cathedrafayyasin99No ratings yet
- Covid-19 and The ASEAN Labour MarketDocument12 pagesCovid-19 and The ASEAN Labour MarketRiama SiahaanNo ratings yet
- Shorten - Final - Pellosis - Script - 10032023Document4 pagesShorten - Final - Pellosis - Script - 10032023Zejkeara ImperialNo ratings yet
- Student Payment Plan (SPP) : Begins Begins Ends Begins EndsDocument1 pageStudent Payment Plan (SPP) : Begins Begins Ends Begins EndsLeeanaNo ratings yet
- FA1 - Castillo MunozDocument6 pagesFA1 - Castillo MunozNathaniel CastilloNo ratings yet
- Attitudes Not Set in Stone Existential Crises Changing R 2023 Tourism ManagDocument7 pagesAttitudes Not Set in Stone Existential Crises Changing R 2023 Tourism ManagFirman JuliansyahNo ratings yet
- 6943 Econ Economics SpotlightDocument16 pages6943 Econ Economics SpotlightPhương TrầnNo ratings yet
- Bpops BlankDocument6 pagesBpops BlankMae ObalNo ratings yet
- Academic Calendar - Education - Freie Universität BerlinDocument5 pagesAcademic Calendar - Education - Freie Universität BerlinLadan RNo ratings yet
- Deped MemorandumDocument6 pagesDeped MemorandumMark Cesar VillanuevaNo ratings yet
- Pictorial Depth Probed Through Relative Sizes: Johan - Wagemans@psy - Kuleuven.beDocument22 pagesPictorial Depth Probed Through Relative Sizes: Johan - Wagemans@psy - Kuleuven.beJoseph WhiteNo ratings yet
- DLL G10 Quarter 3 Week 5 M. DelfinDocument5 pagesDLL G10 Quarter 3 Week 5 M. Delfinmarivic.delfinNo ratings yet
- Kantar Worldpanel Division Tet 2022 enDocument17 pagesKantar Worldpanel Division Tet 2022 enTu NguyenNo ratings yet
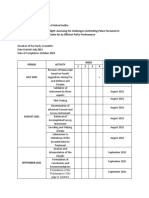
- Maintaining Their Body Mass Index For An Efficient Police PerformanceDocument2 pagesMaintaining Their Body Mass Index For An Efficient Police PerformanceNellNo ratings yet
- Annual Barangay Youth Investment Plan and Budget Calendar Year 2020Document2 pagesAnnual Barangay Youth Investment Plan and Budget Calendar Year 2020jacquelyn samsonNo ratings yet
- Resume 2023Document2 pagesResume 2023api-600005921No ratings yet
- Bissell (2021)Document10 pagesBissell (2021)Bárbara MotaNo ratings yet
- CAPTION (KI3) - Alifiah Putri Sahara XII IPS 2 NewDocument4 pagesCAPTION (KI3) - Alifiah Putri Sahara XII IPS 2 NewAlifiah Putri SaharaNo ratings yet
- Lesson 88: 2021 Third Quarter SummaryDocument17 pagesLesson 88: 2021 Third Quarter SummaryARARSO BESHEANo ratings yet
- Academic Calender II, III, IVDocument1 pageAcademic Calender II, III, IVvenkatesh TopperNo ratings yet
- C-MGM-IOS-Short NotesDocument10 pagesC-MGM-IOS-Short NotesSakshi S 195Y009No ratings yet
- Voucher ID: 159979 Voucher ID: 159979 Voucher ID: 159979: Bank Copy School Copy ParentDocument1 pageVoucher ID: 159979 Voucher ID: 159979 Voucher ID: 159979: Bank Copy School Copy ParentAwc Mailbox0% (1)
- Humaniora: Indonesian Uncertainty On Tourism Components in The New Normal Period and The Ability To Travel SoonDocument13 pagesHumaniora: Indonesian Uncertainty On Tourism Components in The New Normal Period and The Ability To Travel SoonPoppy CassandraNo ratings yet
- Q4 Science 7 Week5Document4 pagesQ4 Science 7 Week5bry kaligayahan50% (2)
- Academic Calendar 2020 21Document1 pageAcademic Calendar 2020 21EngrAli HamzaNo ratings yet
- Unemployment in The United KingdomDocument11 pagesUnemployment in The United KingdomsamkingNo ratings yet
- Government Senior High School Profile FORM SY 2020-2021Document28 pagesGovernment Senior High School Profile FORM SY 2020-2021Liza MiraballesNo ratings yet
- CV RomaniDocument4 pagesCV Romaniapi-530345040No ratings yet
- B.C. COVID-19 Modelling Group Report, Oct. 27Document17 pagesB.C. COVID-19 Modelling Group Report, Oct. 27CTV VancouverNo ratings yet
- 2020 - 2022 - Albay - Jovellar - Approved - Reporting Form 2.2023!05!04 13-13-58Document3 pages2020 - 2022 - Albay - Jovellar - Approved - Reporting Form 2.2023!05!04 13-13-58Sonia Ibanez OrenciadaNo ratings yet
- Accomplishment Report For The Month of January: Tasks Time Frame OutcomesDocument2 pagesAccomplishment Report For The Month of January: Tasks Time Frame OutcomesAn-ja Burio VillalobosNo ratings yet
- Ticks and Tick-Borne Diseases: Franz Rubel, Katharina BruggerDocument3 pagesTicks and Tick-Borne Diseases: Franz Rubel, Katharina BruggerJulian BakkerNo ratings yet
- Literatur Review Accounting Education 2022Document26 pagesLiteratur Review Accounting Education 2022Dewi Ratu FellisshaNo ratings yet
- Exploring Materiality and Connectivity in Anthropology and BeyondFrom EverandExploring Materiality and Connectivity in Anthropology and BeyondPhilipp SchorchNo ratings yet
- B.E. (Instrumentation & Control) Subject: Building Automation-Ii Experiment Number: 2 Title: To Study Fas Loops and ClassificationsDocument11 pagesB.E. (Instrumentation & Control) Subject: Building Automation-Ii Experiment Number: 2 Title: To Study Fas Loops and ClassificationsNɩĸʜɩɭ AɱɓʀɘNo ratings yet
- B.E. (Instrumentation & Control) Subject: Building Automation-Ii Experiment Number: 1 Title: To Study Fire Alarm System (Fas) and It'S ArchitectureDocument9 pagesB.E. (Instrumentation & Control) Subject: Building Automation-Ii Experiment Number: 1 Title: To Study Fire Alarm System (Fas) and It'S ArchitectureNɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Directorate of Technical Education, Maharashtra State, MumbaiDocument2 pagesDirectorate of Technical Education, Maharashtra State, MumbaiNɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Nikhil Presentation 1Document1 pageNikhil Presentation 1Nɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Mobile:: Nikhil Nilesh Ambare Email: Linkedin Profile: DobDocument2 pagesMobile:: Nikhil Nilesh Ambare Email: Linkedin Profile: DobNɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Mobile Jammer: Presented By:-Avay Minni Debaditya Sarkar Rajesh Kumar Mahto Rashmi SahaDocument24 pagesMobile Jammer: Presented By:-Avay Minni Debaditya Sarkar Rajesh Kumar Mahto Rashmi SahaNɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Savitribai Phule Pune University Syllabus T. E. Instrumentation & Control (2015 Course-Credit Base)Document36 pagesSavitribai Phule Pune University Syllabus T. E. Instrumentation & Control (2015 Course-Credit Base)Nɩĸʜɩɭ AɱɓʀɘNo ratings yet
- Assignment 3 AST-451 PDFDocument8 pagesAssignment 3 AST-451 PDFPriya SinghNo ratings yet
- Owners Manual MRX SMX Pro 50 (Esp Fra Eng)Document132 pagesOwners Manual MRX SMX Pro 50 (Esp Fra Eng)celiaNo ratings yet
- BHGE-T2 Thread Inspection and Rework Procedure - All SizesDocument60 pagesBHGE-T2 Thread Inspection and Rework Procedure - All SizesIvan Mauricio100% (1)
- Metal Spinning, Flow Turning & Flow FormingDocument56 pagesMetal Spinning, Flow Turning & Flow FormingRajeswari RNo ratings yet
- Thermodynamics Lecture 2 PDFDocument1 pageThermodynamics Lecture 2 PDFAllen DagsilNo ratings yet
- Skp-New Price ListDocument26 pagesSkp-New Price ListnuwanwimalNo ratings yet
- Creep of Rail, Coning of Wheels PDFDocument9 pagesCreep of Rail, Coning of Wheels PDFPangerwati OzukumNo ratings yet
- Lathe Is A Machine, Which Removes The Metal From A Piece of Work To The Required Shape &sizeDocument14 pagesLathe Is A Machine, Which Removes The Metal From A Piece of Work To The Required Shape &sizeabuziad1234No ratings yet
- PHYSIC3Document47 pagesPHYSIC3Sofië0% (1)
- Relief Design For Laboratories and Pilot PlantsDocument3 pagesRelief Design For Laboratories and Pilot PlantsNattapong Pongboot100% (1)
- E25NAFLON Expansion BellowsDocument22 pagesE25NAFLON Expansion BellowsRezza Octova GochirNo ratings yet
- EXP-5 Experiment On Continuous Gas-Solid Adsorption of Co2 Onto Molecular SieveDocument3 pagesEXP-5 Experiment On Continuous Gas-Solid Adsorption of Co2 Onto Molecular SieveSiddharth MohapatraNo ratings yet
- Robustness Project in Sap2000Document21 pagesRobustness Project in Sap2000cury99No ratings yet
- R7220106 Structural Analysis - IDocument2 pagesR7220106 Structural Analysis - IsivabharathamurthyNo ratings yet
- The Tesla Turbine - A Comprehensive Review: October 2019Document17 pagesThe Tesla Turbine - A Comprehensive Review: October 2019Najam Ul QadirNo ratings yet
- Pins and BushingsDocument12 pagesPins and BushingsIsaque Elias CorreiaNo ratings yet
- Millipore Chemical Duty Vacuum PumpDocument12 pagesMillipore Chemical Duty Vacuum PumpMartin Lizarbe Williams100% (1)
- Ficha Tecnica - Backing RingDocument1 pageFicha Tecnica - Backing RingFernando Rocca VillalobosNo ratings yet
- Types of Ac Motor and Their Applications: de La Salle University - DasmarinasDocument3 pagesTypes of Ac Motor and Their Applications: de La Salle University - DasmarinasJohn Phillip Lopez MasagcaNo ratings yet
- Mechanic Diesel: Syllabus of Semester SystemDocument28 pagesMechanic Diesel: Syllabus of Semester Systempradeep100% (1)
- G650 Maintenance Engine Run ChecklistDocument40 pagesG650 Maintenance Engine Run Checkliststive100% (1)
- Laporan Pileslab H 10mDocument22 pagesLaporan Pileslab H 10mAkmal Syarif100% (1)
- Prediction Turbulent in Curved Pipes: by S. V. Patankar, V. S. Pratap B. SpaldingDocument13 pagesPrediction Turbulent in Curved Pipes: by S. V. Patankar, V. S. Pratap B. SpaldingAhmed S. El DenNo ratings yet
- Course Objectives and OutcomesDocument2 pagesCourse Objectives and OutcomesHarjit Singh MangatNo ratings yet
- S/N Part Number Part Name Applicable Model QTY BajajDocument1 pageS/N Part Number Part Name Applicable Model QTY BajajSunny SethNo ratings yet
- Case Study of Core and Pluge PreparationDocument9 pagesCase Study of Core and Pluge PreparationSpeculeNo ratings yet
- Air Starting System Slide Set 1Document10 pagesAir Starting System Slide Set 1Jigar PatelNo ratings yet
- 3 Lateral Load DistributionDocument81 pages3 Lateral Load DistributionHit PopatNo ratings yet