Professional Documents
Culture Documents
Quality Assurance Training 1660544906
Quality Assurance Training 1660544906
Uploaded by
richardOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Quality Assurance Training 1660544906
Quality Assurance Training 1660544906
Uploaded by
richardCopyright:
Available Formats
QUALITY ASSURANCE TRAINING
SIG Combibloc Obeikan Quality Assurance Training
TOPICS
Hygiene
Introduction to General Microbiology
Microbiology of High-Acid Food
Microbiology of Low-Acid Food
Aseptic Technology
Aseptic Packaging
Cleaning in Place
Common Defects observed in UHT Products
Trouble Shooting
Complaint Handling and Claim Management
Question and Answer
SIG Combibloc Obeikan Quality Assurance Training
Hygiene
Importance of staff Hygiene and factory Hygiene
Food Hygiene
Staff Hygiene
Plant & Production Hygiene
Source of Contamination
SIG Combibloc Obeikan Quality Assurance Training
Importance of staff Hygiene and factory Hygiene
FOOD HYGIENE
▪Safeguarding a defect free raw production.
▪Investigating the reasons that leads to a hazard or will have an impact on quality
▪Measures to control food hygiene during recovery, production, treatment, storage,
▪transport, Distribution
STAFF HYGIENE
▪Interference in the aseptic zone
▪Working clothes, head covers,
▪Infectious disease
▪Open wounds
PLANT&PRODUCTION HYGIENE
▪Sanitary requirements of
▪Machinery and working tools and equipment.
▪Cleaning the machine after each production
▪CIP of the machine
SIG Combibloc Obeikan Quality Assurance Training
Source of Contamination
Bacteria may be introduced into food directly from the person e.g. :
From the Hands & Skin, Coughing/Sneezing
From the Intestine
From Boils, Cuts, Spots,
From Clothing,
From Jewellery,
From Hair,
When must you wash your hands ?
▪ After Eating, Smoking, Touching Face,
▪ After the Toilet,
▪ Entry to Food Rooms
▪ After Touching Waste between Raw &
Cooked
▪ After Sneezing, Coughing
▪ After Cleaning
SIG Combibloc Obeikan Quality Assurance Training
Introduction to General Microbiology
▪ Definitions
▪ Classification of Microorganisms – Bacteria
▪ Classification of Microorganisms – Yeast & Moulds
▪ Classification of Microorganisms – Algae and Protozoa
▪ Classification of Microorganisms – Viruses
SIG Combibloc Obeikan Quality Assurance Training
Definitions
Introduction to General Microbiology
Aseptic: The absence or exclusion of any unwanted organisms from the product, package, or other specific areas.
Aseptic zone: Aseptic zone is the area inside the Combibloc-filling machine, in which the actual aseptic filling is affected. The
area starts at the station, where the cartons sealed at the bottom are sterilized and ends with the sealing of the cartons. Before
the start of the production, this area is sterilized by H2O2 sterilization of the aseptic zone. During production, this area is kept
germ free by blowing in air passed through a sterile air filter and by way of maintaining a “Laminar flow” condition.
Laminar Flow: The aseptic zone inside the Combibloc-filling machine is kept sterile during production by having a continuous
flow of germ-free air from the top towards the bottom of the chambers. The intended condition is so called “laminar flow”. Germ
free air flows uniformly into one direction preventing any kind of swirling effect resulting in a swirling up of germs from area
underneath the filling machine into the aseptic zone. Perforated plates installed in the upper section of the aseptic zone
uniformly distribute the sterile air fed in.
Pathogens: Disease causing bacteria.
Microorganisms: Organisms that are visible only through a microscope. They include yeasts, moulds and bacteria.
Bacteria: Microorganisms that exist throughout the world. Single celled organisms of various shapes that are visible only
through a microscope. Most are harmless and even useful to humans, but a small proportion are dangerous, causing food
poisoning and other food borne illness.
Food poisoning: An acute illness caused by the consumption of food contaminated by bacteria, other microbes, such as
viruses, or physical or chemical contaminants. The symptoms are characterized by abdominal pain, with or without diarrhea
and vomiting.
Toxin: A poison produced by bacteria.
Contamination: The transference of any objectionable or harmful substance or material to food. Contamination may be
microbial, physical or chemical and may occur directly, indirectly or by cross contamination.
SIG Combibloc Obeikan Quality Assurance Training
Introduction to General Microbiology
Blown: A pack that bulges because of the formation of the gas inside due to microbial fermentation.
Enzyme: A chemical produced by cells that break down proteins, fats, sugars and other substances.
Aerobic: Microorganisms require oxygen to multiply. Some can grow only if there is available oxygen.
Anaerobic: Microorganisms require no oxygen to multiply. Some can grow only if oxygen is absent.
aw Water Activity: The water available to microorganisms.
Spoilage: The decomposition of food by bacteria, moulds, enzymes or chemical interactions.
Spore: Some types of bacteria have the ability to form spores. They are like growths inside the normal (or vegetative) cell.
They develop to survive adverse conditions involving heat, chemicals, starvation or other threats. Although the original
bacterium may die, the spore survives and forms another bacterium when favorable conditions return.
Sterilization: Heat treatment that destroys all most all living microorganisms.
UHT treatment
UHT is the abbreviation for Ultra High Temperature. UHT treatment is a technique for preserving liquid food products by
exposing them to brief, intense heating, normally to temperatures in the range of 135 – 140°C. This kills micro-organisms
which would otherwise destroy the products. UHT treatment is a continuous process which takes place in a closed
system that prevents the product from being contaminated by airborne micro-organisms. The product passes through
heating and cooling stages in quick succession. Aseptic filling, to avoid reinfection of the product, is an integral part of the
process.
SIG Combibloc Obeikan Quality Assurance Training
Introduction to General Microbiology
Virus: Extremely small pathogens, visible only through an electron microscope, that multiplies in the living cells of a
host such as humans.
Fungus: Single-celled microorganisms including mushrooms, moulds and yeasts.
Yeast: A single celled fungus, which reproduces by budding and grows rapidly on certain foods, especially those
containing sugar.
Mould: Various types of microscopic fungus that may appear as woolly patches on food.
Hazard: Any thing that could cause harm. Food hazards include contamination by microorganisms, chemical and
physical objects.
Hazard analysis: A system to help ensure that food business produce, process, store and sell food that is safe to eat.
Critical control point (CCP): A point in a stage of food handling identified in the HACCP system of hazard at which
control can eliminate a hazard (or reduce it to safe level. Not all points are critical. Those, which are critical, are
essential for ensuring the safety of the food.
SIG Combibloc Obeikan Quality Assurance Training
Introduction to General Microbiology
▪Classification of Microorganisms
▪Bacteria
▪Yeasts
▪Moulds fungi
▪Algae
▪Protozoa
▪Viruses
▪Shape of Microorganisms
▪Rods and Cocci
▪Growth factors
▪Temperature, Water activity, Humidity,
▪Oxygen, pH, Light, Inhibitors, salt etc.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Microorganisms Bacteria
Introduction to General Microbiology
Three Major Groups
▪Pathogens:
may cause disease in human beings or produce toxins
Eg: Staphylococcus aureus Vomiting, Diarrhea (Produces exotoxins Source:
Human skin, nose, hands, throat, hair)
Escherichia coli: diarrhea (produces verocytotoxin Source: Human and animal
intestine, indicator of poor personal hygiene.
▪Spore formers:
Very resistant form against both physical and chemical means of elimination.
Difficult to kill. Limited number of bacteria form spores, Most important in the
production of low acid sterilized foods. They are in resting forms, They don’t
multiply. Under right conditions one spore may germinate into one vegetative
bacterial cell.
▪Vegetative cells:
Growing or multiplying state of bacteria, bacterial multiplication consists of splitting
one cell to two cells, Generation time is the time necessary for one cell to become
two and GT is faster under favorable conditions (Temperature, Nutrients, Moisture
contents, Oxygen availability, pH) GT for E. Coli is 10-12minutes.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Microorganisms-Yeast & Moulds
Introduction to General Microbiology
YEASTS:Yeast are single-cell organisms of spherical, elliptical or cylindrical shape. Usually form oval cells with a
diameter of about 2-8µ and length of 3-15µ.
Condition of the growth of yeast
Nutrients: Yeast has a same need for the nutrition as other living organisms.
Moisture: Like bacteria, yeast must have access of water to be able to live, but yeast needs less water than bacteria.
Growth in jam and honey shows that they can withstand strong osmotic pressure.
Acidity: Yeast can grow in media with pH values ranging from 3-7.5. The optimum pH is usually 4.5-5.0
Temperature: Yeast can grow at temperatures below the freezing point of water or above about 47°C. The optimum
temp is between 20°C-30°C.
Growing cells are normally killed within 5 to 10 minutes at temperatures of 52°C to 58°C.
MOULDS:
External Factors affecting the growth of Moulds:
Moisture: Moulds can grow on a materials with a very low water content and can extract water from moist air.
Water activity(aw): Moulds are more lolerant to low aw than bacteria.
Acidity: form typical structures of growth & multiply at wide range of pH from 3 to 8.5.
Oxygen: Oxygen is needed, normally grow in aerobic conditions.
Are used for manufacturing some cheese varieties
Certain species produce toxins which accumulate in the human body cause cancer.
It makes juices cloudy, turbid, Slimy.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Microorganisms - Algae and Protozoa
Introduction to General Microbiology
Algae:
Algae range from single-celled organisms to multi-cellular organisms, Algae have been traditionally regarded as simple plants,
and indeed some are closely related to the higher plants.
Protozoa:
Protozoa (in Greek proto = first and Zoë = animal) are single-celled eukaryotes (organisms whose cells have nuclei) that show
some characteristics usually associated with animals Most protozoans are too small to be seen with the naked eye - most are
around 0.01-0.05 mm, although forms up to 0.5 mm are still fairly common - but can easily be found under a microscope.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Microorganisms-Viruses
Introduction to General Microbiology
A virus (Latin, poison) is a submicroscopic particle that can infect the cells of a
biological organism. At the most basic level viruses consist of et genetic material
contained within a protective protein shell, which distinguishes them from other virus-
like particles such as prions and viroids. The study of viruses is known as virology,
and those who study viruses are called virologists.
Viruses are not plants, animals, or bacteria, but they are the quintessential parasites
of the living kingdoms. Although they may seem like living organisms because of
their prodigious reproductive abilities, viruses are not living organisms in the strict
sense of the word.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Foods
Food generally classified in two groups based on pH.
Those food with pH below 4.5 is high acid food (Juices, Nectar, Tomato products etc.)
Those food with pH above 4.5 is low acid food (Milk, Cream, fish etc.)
The Micro flora of the food is changed according to pH and that decides the heat treatment given for the preservation.
pH Levels
Acid NEUTRAL POIN Alkaline
High acid 4.5 T
Low acid
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Lemons
A pples
Grapes
Oranges
Tomatoes
Beans
Carrots
Potatoes
Beef
Pork
Chicken
Fish
Milk
Cream
pH range s for growth of microorganisms
Y easts
Mould f ungi
Staphylococcus spec.
Streptomyzetae
Bacillus spec.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
SIG Combibloc Obeikan Quality Assurance Training
Microbiology of High-Acid Food
Al though several micro-organisms have been isolated from orange juice, few of them cause spoilage. The high acid (low pH) of
juice limits the types of microorganisms that can grow in the juice. Juice spoilage is caused by micro-organisms which are able
to multiply in juice during its processing and storage.
▪Acid-tolerant bacteria
▪Yeasts
▪Moulds
The growth of micro-organisms in orange juice is characterized by fermentation and/or the production of off-flavour which spoil
the product. Fermentation may lead to gas formation, which, in turn, results in blown packages.
SIG Combibloc Obeikan Quality Assurance Training
Microbiology of High-Acid Food
ACID-TOLERANT BACTERIA
Lactic acid bacteria are the most common acid-tolerant bacteria which cause spoilage of orange
juice
YEAST
Yeast are the most common type of spoilage organism in both single-strength and concentrated
orange juice. Spoilage of orange juice by yeasts typically results from an alcoholic fermentation
which leads to off-flavors and CO2 production. Yeasts not capable of alcoholic fermentation may
cause turbidity, flocculation and clumping in juice.
The optimal growth temperature for the most yeasts are 20º-30º C. They are most tolerant of cold
temperature, high osmotic pressure and lack of nutrients than bacteria or moulds.
MOULDS
Moulds from colonies of aerial mycelia on the surface of juice, and flocculation of floating
mycelia within juice. They can grow under a wide variety of conditions. In general, moulds
grow well in acid media and require abundant oxygen. Moulds that grow in orange juice are
generally sensitive to heat treatment and are thus easily destroyed by pasteurization.
Compared with yeasts and bacteria, moulds have only infrequently been associated with
spoilage of orange juice. This is because of their aerobic (oxygen dependent) nature and slow
growth rates.
SIG Combibloc Obeikan Quality Assurance Training
Microbiology of High-Acid Food
PATHOGENIC MICRO-ORGANISMS
The presence of pathogenic microorganisms in orange juice is rare. The low pH of juice inhibits growth of pathogens, but
long term survival of some pathogens in refrigerated orange juice is possible. Consumption of unpasteurized orange juice
or contaminated reconstituted juice before serving may lead to outbreak of disease, particularly Salmonellosis.
Diseases attributed to orange juice are mainly caused by incorrect product handling and can be prevented by carrying out
approved sanitary procedures, pasteurizing the juice, and by preventing product contamination after pasteurization.
SPORE-FORMING MICROORGANISMS
Most spore forming bacteria can not grow in fruit juices with a pH below 4.5. Though very rare, thermoresistant acidophilic
bacteria have been isolated from shelf-stable juice.
SIG Combibloc Obeikan Quality Assurance Training
Microbiology of Low-Acid Food
▪ Bacteria in Milk
▪ Due to its very specific composition, milk is susceptible to contamination by a wide variety of bacteria.
▪ Daily cleaning and disinfection of all milking equipment is therefore the most decisive factor in the bacteriological quality of milk.
For milk to be classed as top quality, the bacteria count, the CFU (Colony Forming Unit), should be less than 100 000 per ml.
▪ Principal Bacteria in Milk
Lactic acid bacteria
- Lactic acid bacteria are found on plants in nature, but some species occur in particularly large numbers in places where
there is milk. The group includes both bacilli and cocci, which can form chains of varying length but which never form
spores.
- Most of the bacteria are killed by heating to 70ºC, though the lethal temperature for some is as high as 80ºC.
- Lactic acid bacteria ferment lactose to lactic acid.
Coliform Bacteria
- Optimum growth temperature for Coliform bacteria is 30ºC to 37ºC. They are found in intestines, in manure, in soil, in
contaminated water and on plants. They ferment lactose to lactose to lactic acid and other organic acids, carbon dioxide
and hydrogen and they break down milk protein, resulting in an off flavor and smell.
- Coliform bacteria are killed by HTST pasteurization. They are used as test organisms for routine bacteriological quality
control on dairies. If coliform bacteria are found in milk and pipelines after pasteurizer, this is a sign of reinfection which
indicates that cleaning and disinfection routines need to be improved. If no coliform bacteria detected, the cleaning is
considered as satisfactory.
SIG Combibloc Obeikan Quality Assurance Training
Microbiology of Low-Acid Food
Butyric acid bacteria
- Butyric acid bacteria are very common in nature. They are found in the soil, on plants, in manure, etc. and easily find
their way into milk. The optimum temperature for the growth is 37ºC. they do not grow well in milk, which contains
oxygen.
Propionic acid bacteria
- The category of propionic acid bacteria comprise a number of species of varying appearance. They do not form spores,
their optimum temperature is 30ºC, and several species survive HTST pasteurization. They ferment lactate to propionic
acid, carbon dioxide and other products.
Putrefaction Bacteria
- Putrefaction Bacteria produce protein-splitting enzymes. They can therefore break down proteins all the way to
ammonia. This type of breakdown is known as putrefaction. Some of them are used in dairy processing, but most of
them cause trouble.
SIG Combibloc Obeikan Quality Assurance Training
Aseptic Technology
▪ Shelf life and different methods of preservation
▪ Pasteurization of Orange Juice
▪ UHT and Difficulties with UHT
▪ UHT Methods
▪ Sterilization
▪ Sterilizing effect
SIG Combibloc Obeikan Quality Assurance Training
Aseptic Technology
Self Life
▪ Depends on Chemical, biochemical, physical and Microbiological changes taking place in the product. We concentrate more on
the microbiological Shelf life.
▪ Different Control measures are
Refrigeration:
Storage of product between 0-10º C, Usually used to prolong the shelf life of food products which are not sterile. Which still
contain Micro organisms.
Deep freezing:
▪ Storage of food at temperature around or below -18°C, microbial multiplication terminates. Shelf life around one year is
achieved.
Chemical Preservation:
adding chemicals to food products preventing the growth and multiplication of microorganisms. Product is not sterile, living
organisms are present but do not increase in number. Very common in High acid food.
Heat treatment:
application of relative high temperatures for defined periods of time to a food product in order to reduce or eliminate the
microbial load. Two different heat treatments important for us are
Pasteurization and Sterilization.
Pasteurization
▪ Elimination of living pathogens
▪ Mild heat treatment is applied.
▪ LTLT( Long temperature Long time)- 63˚C for 20-30 Minutes. HTST ( High temperature Short time)- 72˚C for 15 Seconds.-Most
Commonly used.
▪ Flash Pasteurization (85-95˚C for few seconds to few minutes)- For High Acid Food and Milk used for Fermented Dairy
Products
SIG Combibloc Obeikan Quality Assurance Training
▪ Pasteurization:
Heat treatment between 70-100°C for few seconds-killing yeasts, fungi and pathogens-long term shelf life only for
products with a pH below 4.5 (Juices, Nectar, Tomato products etc.)
▪ Definition:
- The heating of every particle of milk or milk product to a specific temperature for a specified period of time without
allowing recontamination of that milk or milk product during the heat treatment process.
▪ There are two distinct purposes for the process of milk pasteurization:
▪ Public Health Aspect - to make milk and milk products safe for human consumption by destroying all bacteria that may
be harmful to health (pathogens)
▪ Keeping Quality Aspect - to improve the keeping quality of milk and milk products. Pasteurization can destroy some
undesirable enzymes and many spoilage bacteria. Shelf life can be 7, 10, 14 or up to 16 days.
Sterilization:
▪ Heat treatment with temperature above 100 °C for few seconds-killing almost all microorganisms including spores-long
term shelf life for products with pH above 4.5 (Milk, Cream, fish etc.)
SIG Combibloc Obeikan Quality Assurance Training
Pasteurization of Juice
PRINCIPLE OF PROCESSING JUICE
▪ Pasteurization of orange juice is necessary for inactivating enzyme and for destroying microorganisms capable of growing
during storage. If enzymes are not completely inactivated, gelation of concentrate may occur.
▪ Juice is a high-acid product which limits microbial growth to acid-tolerant bacteria, yeasts and moulds. Yeasts fermentation
is prime cause of microbial spoilage in especially packaged juice. Effective cleaning procedure are essential in controlling
microbial contamination.
▪ A prerequisite for initial high juice quality is in use of whole, undamaged oranges with low microbial populations. It is
essential that high quality concentrate with desired Brix:acid ratio, colour and sinking pulp content is used. ºBrix
determines the volume of single-strength juice that can be reconstituted from the given volume of concentration.
▪ Quality if water is critical with respect to the content of chlorine, metals, nitrates, salts, air, etc. Microorganisms and
organisms debris, contaminate juice, affect its taste and reduce product shelf life. However, the main spoilage organisms
are not commonly found in water.
▪ Processing: Heat treatment with respect to time-temperature settings should be designed to minimize unwanted chemical
and flavour changes in the product. Oxygen is a very reactive element which can induce several changes in the chemical
composition of orange juice.
SIG Combibloc Obeikan Quality Assurance Training
UHT
▪ The sterilization process is defined as a UHT (Ultra High Temperature) process if the product is heat-treated in a
continuous flow at a temperature of not-less-than 135°C for a very short time, aseptically packaged in sterile containers,
and has undergone minimal chemical, physical, and Organoleptic changes in relation to the severity of the heat treatment
required for sterilization.
▪ In other words, the product should have been subjected to a heat treatment having a sufficiently high lethal effect - so that,
after incubation at 30°C ± 1°C for 5 days - no spoilage occurs and the changes in flavor, odor, color, and nutritional value
are minimized. In addition to ensuring the destruction of micro-organisms, the heat treatment of milk also results in a
number of other reactions and changes.
▪ Choosing the type of process and temperature-time combination best suited to the handling of a range of products of
widely varying initial quality and composition, should be based on the bacteriological and physio-chemical changes.
▪ Advantages of UHT
▪ High quality:
The D and Z valves are higher for quality factors than microorganisms. The reduction in process time due to higher
temperature (UHTST) and the minimal come-up and cool-down time leads to a higher quality product.
▪ Long shelf life:
Greater than 6 months, without refrigeration, can be expected.
▪ Packaging size:
Processing conditions are independent of container size, thus allowing for the filling of large containers for food-service or
sale to food manufacturers (aseptic fruit purees in stainless steel totes).
▪ Cheaper packaging:
Both cost of package and storage and transportation costs; laminated packaging allows for use of extensive graphics
SIG Combibloc Obeikan Quality Assurance Training
Difficulties with UHT
▪ Sterility:
Complexity of equipment and plant are needed to maintain sterile atmosphere between processing and packaging
(packaging materials, pipe work, tanks, and pumps); higher skilled operators; sterility must be maintained through aseptic
packaging
▪ Particle Size:
With larger particulates there is a danger of overcooking of surfaces and need to transport material both limits particle size
▪ Equipment:
There is a lack of equipment for particulate sterilization, due especially to settling of solids and thus over-processing
▪ Keeping Quality:
Heat stable lipases or proteases can lead to flavor deterioration, age gelation of the milk over time - nothing lasts forever!
There is also a more pronounced cooked flavor to UHT milk.
SIG Combibloc Obeikan Quality Assurance Training
UHT Methods
▪There are two principal methods of UHT treatment:
Direct Heating
Indirect Heating
▪Direct heating systems
The product is heated by direct contact with steam of potable or culinary quality. The main
advantage of direct heating is that the product is held at the elevated temperature for a shorter
period of time. For a heat-sensitive product such as milk, this means less damage.
▪There are two methods of direct heating.
injection
infusion
▪Injection:
High pressure steam is injected into pre-heated liquid by a steam injector leading to a rapid rise in
temperature. After holding, the product is flash-cooled in a vacuum to remove water equivalent to
amount of condensed steam used. This method allows fast heating and cooling, and volatile
removal, but is only suitable for some products. It is energy intensive and because the product
comes in contact with hot equipment, there is potential for flavour damage.
▪Infusion:
The liquid product stream is pumped through a distributing nozzle into a chamber of high pressure
steam. This system is characterized by a large steam volume and a small product volume,
distributed in a large surface area of product. Product temperature is accurately controlled via
pressure. Additional holding time may be accomplished through the use of plate or tubular heat
exchangers, followed by flash cooling in vacuum chamber. This method has several advantages:
- instantaneous heating and rapid cooling
- no localized overheating or burn-on
- suitable for low and higher viscosity products
SIG Combibloc Obeikan Quality Assurance Training
UHT Methods
▪Indirect heating systems
The heating medium and product are not in direct contact, but
separated by equipment contact surfaces. Several types of heat
exchangers are applicable:
plate tubular scraped surface
▪Plate Heat Exchangers: Similar to that used in HTST but
operating pressures are limited by gaskets. Liquid velocities are
low which could lead to uneven heating and burn-on. This
method is economical in floor space, easily inspected, and
allows for potential regeneration.
▪Tubular Heat Exchangers: There are several types:
▪shell and tube
▪shell and coil
▪double tube
▪triple tube
All of these tubular heat exchangers have fewer seals involved
than with plates. This allows for higher pressures, thus higher
flow rates and higher temperatures. The heating is more uniform
but difficult to inspect.
▪Scraped Surface Heat Exchangers: The product flows
through a jacketed tube, which contains the heating medium,
and is scraped from the sides with a rotating knife. This method
is suitable for viscous products and particulates (< 1 cm) such as
fruit sauces, and can be adjusted for different products by
changing configuration of rotor. There is a problem with larger
particulates; the long process time for particulates would mean
long holding sections which are impractical. This may lead to
damaged solids and overprocessing of sauce.
SIG Combibloc Obeikan Quality Assurance Training
Sterilization
▪In Container Sterilization: Un-sterile Product to Un-sterile
container, Hermetically sealed and subsequently heated to be
Sterilized. It usually require 115˚C-120˚C for 20-30 minutes. Conventional Processing and Aseptic Processing and
Packaging Packaging
▪In Flow Sterilization: In Aseptic Technology product
Raw Food Material Incoming Package
sterilization is always done by inflow sterilization. Product is Raw Food Material Incoming Package Material
Sterilized before it is packaged in to a container. Product is Continuous
usually heated up to 135˚C to 150˚C with a holding time of few Thermal Continuous
Fill & Seal
seconds. Processing Sterilization
▪TARGET IS COMMERCIALLY STERILE PRODUCT Thermal
Processing
Continuous
Cooling Aseptically
(Form, Fill,
▪COMMERCIAL STERILITY Cooling
Seal)
The absence of disease causing microorganisms, Toxic Aseptic Zone
compounds, microorganisms capable of multiplication under Shelf Stable Product Shelf Stable Product
normal conditions of storage and distribution.
Source: Chambers, 1993
Sarah McCarthy 5
CJ Mullin
SIG Combibloc Obeikan Quality Assurance Training
Sterilizing effect
▪ Sterility of food containers and products is controversial.
▪ Sterility implies total absence of all living organisms in any volume of product expressed in terms of semi logarithmic death
rate of microorganisms. That is log x=0
▪ Log x=0(10x=0) does not exist, sterility in absolute sense cannot be achieved, it can only be approached. Every
sterilization must have survivors.
▪ Sterilization procedure is characterized by sterilization effect or efficiency and expressed by the number of logarithmic
(decimal) reductions achieved by the process.
▪ Eg: safe to assume that a normal UHT process achieves nine decimal reduction in milk. Out of 109 spores fed in to the
process one will survive.
▪ 109 bacterial spores UHT 100=1 and this is true irrespective of the volume.
▪ Sterilizing effect of sterilizing equipment is determined by usually spores of Bacillus subtilis or spores of Bacillus
stearothermophilus are used as test organisms. Incubation of packs at 30°C and 55°C recommended to detect them.
SIG Combibloc Obeikan Quality Assurance Training
Sterilizing effect
Spores of Bacillus subtilis and Bacillus stearothermophilus are generally used as test organisms to determine the sterilizing effect
of UHT equipment, since these strains- especially Bacillus stearothermophilus- form fairly heat resistant spores.
UHT treatment usually has a sterilizing effect of around 10 to 12 as tested with Bacillus subtilis spores and around 8 when spores
of Bacillus stearothermophilus are used.
The sterilizing effect depends on:
▪The time temperature combination
▪The heat resistance of the test spores
▪The product in which the heat treatment is taking place.
Log (N0/N) =Contact time with sterilant/D
Where N0= Initial number of viable organisms
N= the viable count after a given time of contact with the sterilant. (Heat or Chemical)
D= decimal reduction time.
(The time needed to achieve one logarithmic reduction in the count of surviving organisms)
Sterility implies the total absence of all living microorganisms in any volume of product.
Expressed in terms of semi logarithmic death rate if microorganisms, this would imply to logx=0 (10X=0) does not exist, Sterility
in absolute sense cannot be achieved; it only can be approached.
Sterilization efficiency: It is expressed by the number of logarithmic (decimal) reductions achieved by the process.
D-value: Time needed at a given temperature to achieve one decimal reduction in the bacterial spore count.
F-value: The number of minutes required to kill a known population of micro organisms in a given food under specified conditions.
Z-value: The increase in temperature which is necessary to reduce the thermal reduction time (D-value) by one power of 10.
Q10 Value: The increase in the speed of a reaction if the temperature of the system is raised by 10°C.
SIG Combibloc Obeikan Quality Assurance Training
Sterilizing effect
t= sterilisation time in seconds at T°C
T= Sterilisation temperature in °C
Z= the increase in temperature which is necessary to reduce the thermal reduction time
(D-value) by one power of 10.
Normally the value set as 10.
Fo =1 after the product is heated 121.1°C for 1 minute. To obtain commercially sterile milk from
good quality raw milk a Fo -value of minimum 5-6 is required.
SIG Combibloc Obeikan Quality Assurance Training
Sterilizing effect
SIG Combibloc Obeikan Quality Assurance Training
Aseptic Packaging
▪ Introduction to Aseptic Packaging
▪ Specification of Individual layers
▪ Introduction to Filling Machine
▪ Sampling Procedure during the commercial production
▪ Summery of Test Procedures and Intervals
▪ Sampling During Commercial Run
▪ Test Procedures and Microbiological Analysis
SIG Combibloc Obeikan Quality Assurance Training
Introduction to Aseptic Packaging
Cardboard ø 75%
Polyethylene ø 21%
Aluminium ø 4%
Inside
Polyethylene (Liquid barrier and sealing medium)
Aluminium Foil (Protection from light, air and aroma)
Polyethylene (Laminating board and AL-Foil)
Cardboard (Carrier material => stability)
Polyethylene (Liquid barrier and print surface)
Outside
A packaging weight of around 28
grammes protects 1 litre of content
The beverage carton (maximum content – minimum packaging)
SIG Combibloc Obeikan Quality Assurance Training
SIG Combibloc Obeikan Quality Assurance Training
Aseptic Packaging
▪SUMMARY OF ALL MEASURES GUARANTEEING THE ABSENCE OF REPRODUCABLE MICROORGANISMS.
▪INTERCONNECTED TASK FIELDS IN ASEPTIC PACKAGING
▪Un sterile Product, Heating the product, Sterilization agent, Sterilization of filling Machine
▪The carton Sterilization, The aseptically packed product
▪The human being as an executive organ.
▪The sterility rate of aseptic packaging depends on
▪Microbiological load of the raw material
▪Sterilization effect of UHT process
▪Cleanliness, sanitary conditions of plant, maintenance of aseptic condition during production
▪Microbiological contamination of carton surface
▪Efficiency of sterilization of carton’s surface
▪Cleaning and sterilization of filling zone, careful attitude of operating staff
▪The service and preventive maintenance of processing/filling line.
SIG Combibloc Obeikan Quality Assurance Training
Introduction to Filling Machine
1 2 3 4 5 6 7 8 9 10 11 12
SIG Combibloc Obeikan Quality Assurance Training
SIG Combibloc Obeikan Quality Assurance Training
Sampling Procedure during the commercial production
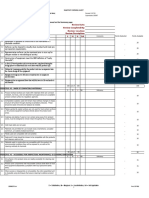
Measures Test Intervals Procedure Through
Daily Upon Delivery / Start of When
When refilling Production Required
Cleaning control Machine Operator,
Plant Laboratory
Sterilization control Plant Laboratory
(Temperature, efficiency)
Plant laboratory
H2O2 test Machine Operator,
Plant Laboratory
Controls of packaging material Machine Operator,
Quality Control
Carton check-up incl. red-dye test Machine Operator,
Plant Laboratory
Controls of final packaging Machine Operator
Bacteriological controls Plant Laboratory
SIG Combibloc Obeikan Quality Assurance Training
Summery of Test Procedures and Intervals
* Afterwards, at least each 8 hours, or when required
** Only if required, if the other tests do not result in a reliable evaluation, e.g. with a simultaneous change of decoration, of the date of manufacturing, or if the storage
conditions of the pallet considerably deviate from the standard conditions specified
Reference section
Operating Manual
Test Intervals
of Production
At the beginning
Every Hour
Every 4 Hours
injection
ON or OFF steam
After switching
change
With each palette
maintenance work
After repair and
Test Procedures
Activation Pattern at sleeve ☻* ☻** ☻ 8.2.2
Activation Pattern at bottom section ☻ ☻ ☻ ☻ 8.2.2.2
Bottom Sealing ☻ ☻ ☻ ☻ 8.2.3
Top Welding ☻ ☻ ☻ ☻ ☻ 8.2.4
Visual control: - Outer appearance of carton 8.2.6.1
☻ ☻ ☻ ☻
- Bottom Folding 8.2.6.2
Fill Volume ( weight) ☻ ☻ ☻ 8.2.7
Red Dye Test ☻ ☻ ☻** ☻ 8.2.8
H2O2 Residue Test ☻ ☻ 8.2.9
Head Space ☻ ☻ 8.2.9.2
SIG Combibloc Obeikan Quality Assurance Training
Sampling During Commercial Run
Note: No of sleeves for sample are depend on the type of filling machines
Actual No. of sleeves tested (wasted) during normal production of CFA machine
Start of prod. Pallet change Every hour Every 4 hours
(a) Activation of sleeve
20
(b) Activation at carton
bottom
16 16 16
(c) Bottom seal
(d) Top seal 4 from previous 16 4 from previous 16 4 from previous 16
(e) Red-dye test 16 16 16
(f) H2O2 residue 4
(g) Head space 4
SIG Combibloc Obeikan Quality Assurance Training
Combibloc recommends minimum of 2 - 2.5 packs per 1000 packs filled (milk, juice) as a
good quantity for sampling.
This means removing at least two packages per thousand filled ones as laboratory samples. This
corresponds approximately to a simple, reduced, random sampling, such as may be found in the
random sampling instructions.
As an example, sampling quantities depending on filling speed are shown:
Filler Recommended Time interval for During 20 hrs.
Speed sampling/hr. sampling/track of production
10000 (4 tracks) 20-25 packages 12 minutes 400 packages
12000 (4 tracks) 24-30 packages 10 minutes 480 packages
SIG Combibloc Obeikan Quality Assurance Training
▪ Total numbers of samples will be divided into 3 categories:
1. Microbiological Investigation
2. Visual/pH check (depending on product)
3. Reference samples in order to:
▪ a. have second samples immediately available in the event of a positive outcome,
▪ b. check the product during or after expiration of shelf life period for microbiological, chemical and physical alterations.
▪ Many companies reduce their sampling quantities to a minimum (e.g. sampling of 2 packages only at the beginning, in the
middle and the end of production) based on high production quantities, such a sampling is no longer practical according to
staticall recommendations. At this point we might say something about the significance of the tests which are to be done
before and during a production run, as a preventive measure for maintaining a sterile product. In the filled package, sterility
of the product can be checked only afterwards. The customer alone is responsible for the sample quantity to be
investigated. This is only a recommendation, since it prevails on the responsibility of the customer and the multitude of
methods available nowadays which he may use for testing of his products.
SIG Combibloc Obeikan Quality Assurance Training
Cleaning in place
▪General
▪Water Quality
▪Alkaline Cleaning Solution
▪Acid Cleaning Solution
SIG Combibloc Obeikan Quality Assurance Training
General
Cleaning in place
High hygiene in connection with a good processing procedure is a necessity in all food industries today. The consumers make
heavy demands upon the quality and the keeping quality of the food products.
The chosen methods of cleaning and disinfection of the processing equipment is of outmost importance. During processing the
main constituents in the milk, protein-fat-lactose and mineral salts, are influenced by the heating or other treatment and
precipitate on the treating surfaces. The created layer must be removed when cleaning the equipment in order to secure high
grade products
In that connection questions like:
- which are the constituents in the “dirt”?
- how much?
- in which state are the constituents?
- aiming at physical, chemical and/or biological cleaning?
- etc. have to be put forward. The answers to these and similar questions will give
- cleaning times,
- temperatures,
- flow rates
- detergents and sequences.
The optimization of cleaning methods are important to get approved results at lowest rates and load on environment.
The checking of cleaning work can be done by a visual inspection and a bacteriological check. Due to the automation, the
processing lines are now less available for ocular inspection. That means that more intensive bacteriological checking,
concentrated to strategic places in the processing line.
As a rule, the counting of coliform bacteria is used as an indicator of the cleaning result.
SIG Combibloc Obeikan Quality Assurance Training
Water Quality
Cleaning in place
Water is the primary factor of all cleaning. To be usable for cleaning purposes the following demands must be fulfilled:
1. Free from objectionable suspended matter
2. Free from objectionable taste, odor or color
3. Not excessively hard
4. Low iron and manganese content
5. Devoid of pathogenesis and with a low total count of bacteria
6. Free from toxic substances
In most countries the Health Authorities require a certain degree of water quality for food purposes.
The processes to improve the quality of water are:
1. Sedimentation
2. Filtration
3. Chlorination
4. pH-control
5. Softening
The chemical quality, especially with regard to the hardness, must be carefully considered.
Carbonate hardness, e.g. salts of calcium and magnesium,
Non-carbonate hardness constituents in the water, such as sulphates and gypsum,
partly make the detergent inactive.
A further drawback is the precipitation of these carbonates on cleaned surfaces.
Water with a high degree of hardness must therefore be softened. Sometimes lower pH can be acceptable. That is when
the cleaning cycle ends with slightly acidified rinse water in order to prevent bacterial growth. This acid solution also
“passivates” the stainless surface somewhat.
SIG Combibloc Obeikan Quality Assurance Training
Alkaline cleaning solution
Cleaning in place
▪ In most cases water alone cannot clean objects. Detergent is also required.
▪ Sodium hydroxide (NaOH), also known as caustic soda, is a well-known detergent. It has been used in the dairy
industry.
▪ When the automatic Cleaning-In-Place method - CIP - was introduced, the detergent solution is distributed from a central
detergent tank. It mixes detergents with different characteristics.
A good detergent must have the following characteristics:
1. Strong emulsifying effect
2. Good wetting properties
3. Easy to rinse off
4. Keeps dirt suspended, also when diluted greatly
5. Prevent depositing of carbonates
6. Strong bactericidal effect
7. Low corrosiveness
▪ the best way to dissolve protein is to treat it with alkali.
▪ At high temperatures, above 50°C, the sodium hydroxide partly attacks the fat.
▪ Sodium hydroxide is the strongest of the alkalis and only small quantities are needed to make the pH of the cleaning
solution rise to the required level. In order to make the protein soluble within a reasonable time, cleaning with high pH,
between 12 and 13, is needed.
▪ The colloidal power to remove dirt seems mostly depends on the alkalinity: the higher the alkalinity the greater the
power.
▪ The dissolving effect of sodium hydroxide upon albumin is good and its micro-bicidal effect is high.
SIG Combibloc Obeikan Quality Assurance Training
Acid cleaning solution
Cleaning in place
▪ The alkaline cleaning only is also not sufficient in a processing line where heat treatment has taken place. An acid
cleaning solution is used as a supplement and acts as separate treatment within the cleaning cycle.
▪ Inorganic acids have strong dissolving effects on the protein and are normally used in the first stage of the
cleaning cycle in order to prepare the burnt-on deposits prior to the alkaline treatment.
▪ On the other hand, an acid solution can often be used as the second treatment, particularly when precipitation of
calcium carbonates, with albumin due to high hardness of water, still remain on the cleaned surface after a treatment
with a composed alkaline detergent.
▪ Sometimes it is necessary, especially when sterilizing milk and milk products, to repeat the acid treatment acid-
alkaline-acid. Another reason to finish with acid is that acid “passivates” the stainless surfaces and protects them.
▪ The most commonly used inorganic acids for cleaning purposes are
nitric acid (HNO3) and
phosphoric acid (H3PO4).
▪ The phosphoric acid has a lower coefficient of dissociation than nitric acid and also has lower corrosion effect.
▪ The nitric acid is the most efficient and with a normal solution strength for cleaning, it does not harm acid-resistant
steel.
▪ On the other hand nitrites are more dangerous than phosphates for human beings
SIG Combibloc Obeikan Quality Assurance Training
Disinfection
Removal of all pathogens and reduction of number of microorganisms from the surface, reduction of germ to a
tolerable value. Cleaning is followed by drying and disinfections
The term disinfection is used when the micro-organisms, not necessarily all of them, are destroyed by means of
physical and chemical treatment. On the other hand, sterilization means complete extermination of the micro-
organisms in a substrate created on the processing surfaces of equipment.
Even if the cleaning has been well done, there will remain a number of bacteria, also on surfaces which are
polished. The smallest remains of sugar and protein particularly if colloidally swelled products of protein remain -
can cause bacterial growth.
Disinfection methods
There are different methods to be used for disinfection. They are:
1. Steam treatment 2. Hot-water treatment
3. Chlorination 4. Disinfection with non-chlorine agents
Disinfection by means of heat treatment is an excellent method.
The temperature must, however, be high and combined with a sufficiently long contact time.
80°C water kills bacteria within 5 - 15 seconds
70°C water kills bacteria within about 30 seconds
63°C water kills bacteria within 1800 seconds
As a comparison, it can be added that the highest temperature you can keep your hands in is about 55°C.
SIG Combibloc Obeikan Quality Assurance Training
Disinfection
Physical means of disinfection
Disinfection by means of direct steam has certain disadvantages in connection with burning-on of deposits and partly
because of the difficulties to fit the steam disinfection into a system based upon the circulation principle. Steam and hot water
are physical means of disinfection.
Chemical means of disinfection
There are many chemical means of disinfection. Two of these are Chlorine and Oxonia
Chlorine, which is used to an ever increasing extent, in a disinfectant containing chlorine it is the quantity of active chlorine,
i.e. chlorine in a free or active state that is important for the disinfecting efficiency.
One deciliter of sodium hypochlorite per 100 liters of water is recommended when using chlorine in practice.
The contact time should be minimum 5 minutes and maxi-mum 15 minutes.
The temperature of the chlorine solution must not exceed 25°C because of the corrosion risk. This can result in serious
damage to the stainless steel equipment, particularly plate heat exchangers. It is mostly the temperature and the overdosing
of chlorine which cause damage.
Oxonia, most frequently used is sodium hypochlorite (NaOC1) which has a very high bactericidal effect.
The liberated oxygen acts is a strong oxidizing agent and the micro-organisms are destroyed by oxidation.
The most efficient way in all disinfection work is considered to be disinfection just prior to the processing.
SIG Combibloc Obeikan Quality Assurance Training
Common defects observed on UHT products.
▪ FLAVOR DEFECTS:
▪ Heat induced=====➔Cooked, Heated, Caramelized, Scorched
▪ (Sulphur compounds produced by the denaturation of whey proteins are connected with boiled taste of milk. Large
quantities of hydrogen sulphide are present in UHT milk) Millard reaction- HMF (hydroxy methyl furfural)-reaction
between free amino groups and reducing group of lactose)
▪ Lipolysed =====➔ Rancid, butyric, bitter (Sweet Curdling)
▪ Microbial developments in the milk before heat processing.
▪ Lipolysis and proteolysis are related to survival of heat resistant enzymes.
▪ Milk natural lipase are destroyed by heating, but microbial lipase are considered as 4000 tomes heat resistant than
spores. (Pseudomonas MC 60 protease cause bitter taste in UHT milk)
▪ Off flavors connected to Oxidation:
▪ Increase in the quantities of aldehydes cause oxidized (stale flavor) in milk.
▪ Defects of various origin: =====➔ Fodder, Grass, Cowy
SIG Combibloc Obeikan Quality Assurance Training
▪ MICROBIOLOGICAL DEFECTS:
Blown packs: development of gas produced by micro-organisms, mostly due to
faulty sealing or by external damage of the packs.
Incase of juice products, it is by yeast contamination, gas is produced by
fermentation.
Coagulation: Mainly by heat resistant spores or by heat resistant enzymes.
Cloudiness, Slimy juice: Usually by mould contamination, never the packs are
blown.
▪ PHYSICAL DEFECTS:
▪ Fat Separation: in effective Homogenization (210-280 bars recommended)
▪ Gelation: Caused by the heat resistant enzymes, Mostly microbial origin.
SIG Combibloc Obeikan Quality Assurance Training
Trouble Shooting
Systematic Microbiological Troubleshooting Action plan
Identification of Spore Forming Bacteria
Identification of Microorganisms in case of Unsterility
Gram Staining
Spore-staining
KOH Test
CATALASE Test
OXIDASE Test
SIG Combibloc Obeikan Quality Assurance Training
Trouble Shooting
SYSTAMATIC MICROBIOLOGICAL TROUBLESHOOTING ACTION PLAN
▪ Collect data of the batch packed, production and cleaning
▪ Prepare graphs (un-sterility vs. time), analyze data, look for trends, and compare graph/s with production records-look
for correlation of specific events with levels and coincidence of un-sterility.
▪ Conduct microbiological laboratory investigations on un-sterile packs as per the attached procedure.
▪ a) Verify smear/ negative stain (immediate results) with results of streak plate (vegetative micro flora) after 24/48 hours.
▪ b) The main objective of determining the vegetative microflora by streak plate and negative stain is to ascertain
whether the contaminating microflora is pure or mixed.
▪ c) Once the culture has been purified, a rough identification can be made by following chart given below.
IDENTIFICATION OF SPORE FORMING BACTERIA:
▪ To determine the mesophilic spore formers in raw milk or in recombined milk, before it undergoes UHT treatment, the
milk is heated at 80 C for 10 minutes and is plated on plate count agar and the plates are incubated at 30 C for 48
hours. If the colonies are detected is considered as mesophilic spore formers. To determine the growth of the
thermophilic spore formers the milk is heated at 80ºC for 10 minutes and is plated on plate count agar and the plates
are incubated at 55 C for 2-3 days. Any growth shown is considered as thermophilic spores.
IDENTIFICATION OF MICROORGANISMS IN CASE OF UN-STERILITY:
▪ In case of unsterility it is useful to roughly identify the contaminating flora. Certain groups of bacteria are indicative of
certain sources of contamination.
▪ The first step in identifying the spoilage flora must be a description of the product faults observed:
*pH value *Gas formation *Coagulation *Smell *Separation
▪ The Second step then becomes isolation of the spoilage organisms. For this following plates are prepared.
▪ a direct smear from the spoiled product on to plate count agar.
▪ Heating of a product sample (approx. 5ml) for 10 minutes at 80C
▪ Heating a further product sample (approx. 5ml) for 10 minutes at 100 C. Both the heated samples should be inoculated
to plate count agar for cultivation of bacterial spores. The following conclusions can be drawn from above sample
SIG Combibloc Obeikan Quality Assurance Training
Trouble Shooting
Procedure:
▪ A direct cultivation gives an indication whether the problem is microbial or not. (Enzymatic or chemical may also change
and spoil the product.)
▪ Heating of the product for 10 minutes to 80 C will give mesophilic spore count.
▪ Heating of the product for 10 minutes to 100 C will eliminate the mesophilic spores and show only the growth of thermo
resistant spores. If the plates are shown with the mixed infection of vegetative flora then it shows re-infection of the
product. (After it has passed the holding cell of the sterilizing equipment usually in the area where the temperature is
below 100 C.) Leaking gaskets, holes in the cooling section of the sterilizer, as well as untight packages may be the
main causes for such a type of infection.
▪ If the plates are with pure infection caused by one type of microorganisms then the source will be from insufficient
cleaning and plant sterilization.
▪ If the spore formers are identified as the only spoilage flora, then the most likely causes of this type of infection will be
▪ Insufficient heating
▪ Undissolved material in product
▪ Reinfection at temperatures 80ºC.
▪ Homogenizer (down stream homogenization only)
▪ Packaging material
▪ Sterile air system in the aseptic filler
▪ Cleaning and plant sterilization
▪ If the infection is caused by thermo resistant spores, it may be carried through the sterilization procedures. The
sterilizing effect of such procedures depends upon the heat resistance of the bacterial spores exposed to such treatment
and will be less and less the more resistant the spores are. The following sterilization processes to be looked into:
▪ • Product Sterilization( UHT treatment) • Plant Sterilization • Packaging material Sterilization
▪ • Air Sterilization • Sterilization of the filler
▪ In sufficient cleaning which can lead to an accumulation of heat resistant spores in the equipment could be another
possible reason of the spoilage. Different types of staining methods and other tests are used to have a rough
identification of spoilage bacteria. The staining methods used are
▪ 1, Gram Staining 2. Spore Staining
SIG Combibloc Obeikan Quality Assurance Training
Gram Staining
Trouble Shooting
▪ In Gram staining method a distinction can be made in the classification of bacteria between Gram positive and Gram-
negative bacteria. The difference in staining behavior is due to differences in the cell membrane structure. The cell
membrane of Gram-positive bacteria consists mainly of protein while the membrane of Gram Negative organisms
contains lipids. Generally Gram-positive bacteria are more difficult to kill than Gram Negative.
Ready to use Gram Staining set is available.
Materials:
▪ 1. Clean glass slides 2. Gram re-agents Solution 1, 2,3,4,5. 3. Wire loop
▪ 4. Bunsen Burner 5. Distilled water
Staining Procedure:
(A) Preparing the smears:
▪ Using an ignited loop, transfer a quantity of specimen on to a degreased slide. Then distribute the specimen either
directly or after adding 1-2 drops of Physiological saline solution. After drying in air, heat fix the smear by slowly drawing
three times through the upper portion of a Bunsen flame. Leave to cool and stain. Completely cover the slide with
solution
▪ 1: Crystal violet solution. Stain for one minute, pour off. Carefully rinse with solution
▪ 2: LUGOL’S solution.
▪ Completely cover the slide with solution 2 and allow reacting for 1 minute.
▪ Carefully rinse with distilled water for about 5 seconds. Swirl the slide for about 20-60 seconds in solution 3 or 4;
decolourisation solution. Stop swirling when no more dye is released and the smear appears grayish blue.
▪ Carefully rinse with distilled water for about 5 seconds. Completely cover the slide with solution 5: Safranin solution.
Stain for 1 minute. Carefully rinse with distilled water for about 5 seconds. Leave to dry, examine under the oil immersion
lens.
Results:
▪ Gram positive micro organisms blue violet
▪ Gram negative micro organisms pink to red.
SIG Combibloc Obeikan Quality Assurance Training
Spore-staining
Trouble Shooting
Materials:
▪ 1. Clean glass slides
▪ 2. 5% Malachite green solution.
▪ 3. Ziehl Nelsen’s Carbol Fuchsin (Z.N.C.F.) or Safranin solution
▪ 4. Wire loop
▪ 5. Bunsen Burner
▪ 6. Distilled water
Procedure:
▪ Prepare the smear on the glass slide and allow it to dry and fix it by heat.
▪ Cover the film with malachite green solution and allow the stain to act for 30 minutes.
▪ Carefully rise with distilled water.
▪ Completely cover the slide with Z.N.C.F. Solution r Safranin solution.
▪ Allow to react for 10-15 seconds.
▪ Rinse the slide with distilled water.
▪ Leave to dry, examine under the oil immersion lens.
Results:
▪ Spores are with green color.
▪ Non spore formers are in red color.
▪ Gram Differentiation can also be performed by KOH Test.
SIG Combibloc Obeikan Quality Assurance Training
KOH TEST
▪ Procedure:
▪ Put one droplet of 3% potassium hydroxide on a clean glass slide.
▪ Take a sterile needle and transfer the colony from the plate by this needle.
▪ Allow to stir the needle with the colony vigorously in the potassium hydroxide solution.
▪ After 7-10 seconds raise the needle and observe any thread between the needle and the glass slide.
▪ If there is no thread after 15-20 seconds, stop stirring.
▪ Results:
▪ Gram positive bacteria have no reaction.
▪ Gram negative bacteria will form the thread within 20 seconds.
CATALASE TEST
▪ Procedure:
▪ A 24 hour old culture (colony from the plate) will be stroked with a loop in 3%
▪ H202. If the strain contains the enzyme catalase the H2O2 will be dissolved into H2O and O2 and small oxygen bubbles
are visible. If the bubbles are produced then it is catalase positive and if not then it is catalase negative.
OXIDASE TEST
▪ Procedure:
▪ There are readymade test strips available from Merck. The enzyme oxidase out of the bacterial strains will reduce the
cytochrome and a color change to blue is visible on the test strips. Bacterial strains with out this enzyme produce no
color change.
SIG Combibloc Obeikan Quality Assurance Training
Classification of Microorganisms Bacteria
Introduction to General Microbiology
Un sterile package-Streaking-Microscopic observation
▪ Gram Positive Catalase Positive Rods could be
Bacillus >100º C, Process Survivors
Intermediate Product, Equipment, Pack. Material
Bitter flavor, soft coagulum, very rarely gas is produced.
Actinomyces >90º C, Process Survivor, re-infection
Air, Dust
▪ Gram Negative Catalase Negative rods could be
Lactobacillus >80º C, Re-infection
Milk, Aerosols, human
attack the carbohydrates, forms gas and acid, pH drops below 5
▪ Gram Negative Oxidase positive rods could be
Pseudomonas >65º C, Always Re-infection
Water, Milk, Aerosol
Cause limited product change, raise the pH, fruity or fishy flavors
SIG Combibloc Obeikan Quality Assurance Training
Introduction to General Microbiology
Gram negative oxidase negative rods could be
Enterobacteriaceae >75º C, Always Re-infection
Milk, Human
attack the carbohydrates, forms gas and acid, pH drops below 5
Gram positive catalase positive cocci could be
Micrococcus >80º C, Re-infection
Milk, Aerosols, human
Cause only limited product change
Gram positive catalase negative cocci could be
Streptococcus >80º C, Re-infection
Milk, Aerosols, human
attack the carbohydrates, forms gas and acid, pH drops below 5
SIG Combibloc Obeikan Quality Assurance Training
Faults
POSSIBLE REASONS FOR PRODUCTION FAULT
Sleeves may stay on the magazine for too long-Over activation-Leakage-Un sterile cartons for short period of time.
Balance sleeves- Improper storage- Heavy soiling-Individual un sterile cartons.
Non insulated pipes on the top of the magazine-dripping condensate-individual, sporadic un sterile cartons.
Incorrect positioning of the sleeves- Problems on Mandrels-Any repair on the mandrels –Cleaning and Disinfections.
Cartons disposed by the machine shall not be put back on the line.
Wrong temperature at bottom heating or drying station-Poor sealing-leakage
Jammed cartons inside drying station, Contact with drying heads-individual un sterile carton-repair-aseptic zone sterilization.
Any opening-up of the filling chamber, top sealing station- is a risk of contamination-Interruption of production-
Any penetration of product inside the filling machine(piping,product tank,filling station)-Un sterilities- Stop production-repair the
leak-cleaning and sterilization.
Insufficient cleaning of product holding parts-Product residue as a culture medium- May be sporadic or 100%.
SIG Combibloc Obeikan Quality Assurance Training
Examples for contamination sources
▪ Bottom activation
Bottom Heaters
(Upper)
Mandrel
Incorrect positioning of sleeves leads
to problems when pushing cartons
onto the mandrels. If the mandrels are
touched by the personnel to repair a fault
mandrels must be cleaned afterwards
with a disinfecting agent. The mandrels
have direct contact to the product
contact surfaces of the sleeves.
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
Understanding Complaint Management
What is a customer complaint?
What are the type of complaints?
Why complaint Management?
Examples of customer complaints
How the complaints are handled in CBOB?
Role & Description
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
Understanding Complaint Management
What is a customer complaint?
▪ Any deviation to the customer requirements reported by the customer is regarded as a customer complaint.
▪ This refers to the complete Combibloc system. In the course of the investigation, it is determined whether Combibloc is
responsible for the problem or not.
What are the type of complaints?
Mainly there are two types of complaints.
▪ Information only complaint: A complaint without the need for a financial settlement.
▪ Customer complaint: This complaint requires a financial settlement with the customer.
Why complaint Management?
We have short term and long term benefits.
▪ Short-term:
- Restoration of customer satisfaction
- Timely problem solution
▪ Long-term:
- Improvement in the customer loyalty
- Reduction of external defect costs
- Avoidance of customer discontent
- Avoidance of a negative communication
- Specifications for process of improvement
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
Examples of customer complaints:
▪ Damaged in transit
▪ Incomplete/faulty scope of supply (documentation)
▪ Function defect
▪ early wear/failure
▪ Material defect
▪ Design fault
▪ In-sterilities, provided that they are machine/packaging material related
▪ Packaging material defect
▪ Performance of Spouts
▪ Projecting errors
▪ Assembly defect
▪ System error
▪ Handling defect caused by Combibloc
How the complaints are handled in CBOB?
We have an excel sheet, where we register every complaint with a number. This number will be the reference for us and for
the customer till the complaint is closed.
Every complaint shall have the forms, photos and samples to support the respective complaints.
With out supporting documents no complaints will be registered in our system.
We inform the customer through you or through the sales manager about the status of the complaint
Mostly the communication is done through e-mail or fax and the complaints are closed with
complaint closure form.
Officially we need to close the complaints in 20 days time from the day it is registered.
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
Role Description
Acceptor collection the complaint of the customer;
Key Accounts Manager/Sales
Manager/Area Service Manager determination of the necessary data and samples;
information towards the responsible sales organisation
Issuer opening of a message in the system; securing of the information transfer
Camille Kader
(devided into: sleeves, machine, unsterilities, spouts, process)
Administrator of Measures – Subin Jose responsible for the realtime execution of individual tasks (measures)
Complaint Owner responsible for the execution of a specific complaint
Subin Jose
(devided into: sleeves, machine, unsterilities, spouts, process)
Claim Manager responsible for the complete complaint process of his organisational unit
Subin Jose
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
Characteristics
Who To Do
1. ALMARAI → ADIEB 1. Customer informs his responsible MO-Sales KAM (acceptor).
The acceptor fills the disturbance data sleeves), providing
samples, photos, reports etc.
2. ADIEB → CAMILLE & SUBIN 2. MO-Sales KAM (acceptor) involves his MO-Issuer & his MO-
Claim- Manager and sends all informations to the issuer
3. CAMILLE → SAP-QM 3. MO-issuer open a claim notification SAP-QM and inform his
MO- Complaint- Owner
4. SUBIN → ADIEB 4. MO-complaint- Owner co-ordinate the complaint treatment
and make an proposal for the initial feedback to MO-Sales
KAM
5. ADIEB → ALMARAI 5. MO-Sales KAM-Bring the initial statement to customer
6. SUBIN → Rainer Wilts 6. MO-complaint- Owner sends an information to the complaint-
owner
7. Rainer Wilts → Production 7. MO-complaint- Owner co-ordinate the complaint treatment
and make an proposal for the initial feedback to MO-Sales
KAM
8. Rainer Wilts → SUBIN 8. SO-Complaint-Owner send an final report to complaint-
Owner.
9. SUBIN → ADIEB 9. MO-complaint- Owner do the follow up tracking and makes
an proposal for the official feedback to KAM
10. ADIEB → ALMARAI 10. MO-Sales KAM-Bring the final statement to customer
11. ADIEB → ALMARAI 11. MO-Sales KAM- make the commercial settlement with the
-
customer
SIG Combibloc Obeikan Quality Assurance Training
TO GERMANY
SO, CBWE L,
Claim Manager SO
Complaint Manager SO – Rainer Wiltch
CBOB Cluster head-
Complaint Owner & Claim Manager- Subin
Issuer- Camille
CUSTOMER-ALMARAI, RIYADH
CBOB-Sales Accepter- ADIEB
SIG Combibloc Obeikan Quality Assurance Training
Complaint Handling and Claim Management
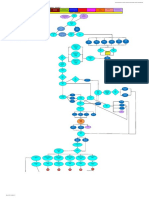
complaint complaint registr.& treatment and final complaint
1 2
receiving immediate tasks analysis close
financial complaint
settlement controlling
Mile stones
1 initial statement to customer
2 final statement to customer
SIG Combibloc Obeikan Quality Assurance Training
Identification of Packing Material
In case of any possible claims, the respective production may be determined and checked by way of using the coding on the shipping box and the track identification.
The way, it is possible to subsequently determined, whether any irregularities occurred during this production and to speedily restrict the scope of problem resulting from
the packaging material during the filling process.
Printing on Shipping Box During the production the each box is printed with an ink jet printer. The printing includes all important data on the product and on production
and differs for each type of carton. Example for box printing
A B C D E F G H I J K L
375 JUDA ORANGE NECTAR 9 ABC 2 OB A 113/06 1439 715270100 CF7 250
The wording is made of several components:
A = Number of sleeves inside the shipping box (max 3 numbers)
B = Product identification (max 22 digit)
C = Board supplier (max 1 digit)
D = Short information on customer (max 5 digits)
E = Identification of production line (AFS no.) on which the sleeves were produced
F = Production location of sleeves (max 1 digit) L=Linnich W=Wittenberg S=Saalfelden OB=Obeikan RA=Rayong
G = Information on shift, during which sleeves were produced (max 1 digit) A= shift 1 B= shift 2 C= shift 3
H = Information on date of production (Gregorian calendar) and the year of production (Max 6 digit)
I = Consecutive number of shipping box (max 5 digits)
J = Short information on sleeve material
K = No. of manufacturing order (max 8 digits)
L = Special features (max number of digits open)
This is a clear identification of the shipping box
SIG Combibloc Obeikan Quality Assurance Training
Question & Answer
SIG Combibloc Obeikan Quality Assurance Training
Thank you for your attention!
SIG Combibloc Obeikan Quality Assurance Training
You might also like
- Induction Training - 2021Document95 pagesInduction Training - 2021Fajar PrasetyoNo ratings yet
- APSR-17.7Annual Verification CertificateDocument2 pagesAPSR-17.7Annual Verification CertificatekkkothaNo ratings yet
- Tata Motors StrategyDocument17 pagesTata Motors StrategyRituraj Sen67% (3)
- 08 Tetra PakDocument22 pages08 Tetra PakElif UsluNo ratings yet
- OA Final Pulau Sambu Guntung 120605Document53 pagesOA Final Pulau Sambu Guntung 120605GastongCannavaroNo ratings yet
- FDA Guide To Aseptic ProcessingDocument22 pagesFDA Guide To Aseptic ProcessingĐivềphía Mặt Trời100% (1)
- Validation of Industrial ProcessesDocument27 pagesValidation of Industrial ProcessesLuis Carlos100% (1)
- Cheese Write UpDocument36 pagesCheese Write UpRiantyNo ratings yet
- Mad V.09Document4 pagesMad V.09Manuel Harrison Perez DiazNo ratings yet
- Antonio RendinaDocument30 pagesAntonio RendinaPhan Trần Bá100% (2)
- Effective Management of Critical Contro PDFDocument5 pagesEffective Management of Critical Contro PDFĐivềphía Mặt TrờiNo ratings yet
- JIT Implementation Manual Vol#1Document51 pagesJIT Implementation Manual Vol#1Ankit RanjanNo ratings yet
- Citrus Processing Systems - ENDocument12 pagesCitrus Processing Systems - ENdaniel sabinoNo ratings yet
- FoSTaC Milk and Milk Product Advance ManufacturingDocument100 pagesFoSTaC Milk and Milk Product Advance ManufacturingHarsh PatelNo ratings yet
- Introduction To UPSDocument15 pagesIntroduction To UPSAymane QariohNo ratings yet
- TC 218661-Vrbg-Gelose EN 110909Document2 pagesTC 218661-Vrbg-Gelose EN 110909dijana9No ratings yet
- Removal of Microorganism.Document10 pagesRemoval of Microorganism.tamilvkt100% (1)
- Focus On CIP - WhyDocument12 pagesFocus On CIP - WhyMai HaiNo ratings yet
- Final - Print Adh Lam Slit - May 6 2010Document22 pagesFinal - Print Adh Lam Slit - May 6 2010cassilda_carvalho@hotmail.comNo ratings yet
- Dairy Products - Outside of The Pipe Sanitary Design ChecklistDocument8 pagesDairy Products - Outside of The Pipe Sanitary Design ChecklistKbmuthukumara SaamiNo ratings yet
- Idmc Corporate Pres3Document69 pagesIdmc Corporate Pres3Aniket100% (1)
- 08 Disinfectants and AntisepticsDocument27 pages08 Disinfectants and Antisepticsanwini kumNo ratings yet
- HomogenisationDocument32 pagesHomogenisationdrsutharNo ratings yet
- 11 PM Weekly Maint Schedule & Criminal - CriticalDocument14 pages11 PM Weekly Maint Schedule & Criminal - CriticalReneeNo ratings yet
- Sample AIB Audit ReportDocument17 pagesSample AIB Audit ReportBudyawan SaputraNo ratings yet
- Inplant Training Report-Coke2009Document80 pagesInplant Training Report-Coke2009patkiprashantNo ratings yet
- Filter Catridge For All IndustryDocument10 pagesFilter Catridge For All IndustryAyu Arthuria RizqiyantiNo ratings yet
- Tetra Therm Aseptic Visco SSHEDocument4 pagesTetra Therm Aseptic Visco SSHEsudheendracvkNo ratings yet
- Codex Alimentarius Commission at 50 - Major Achievements and Challenges AheadDocument8 pagesCodex Alimentarius Commission at 50 - Major Achievements and Challenges AheadSamuel GodefroyNo ratings yet
- Super Sujata Corrugation Catalogue SmallDocument12 pagesSuper Sujata Corrugation Catalogue SmallkunalkakkadNo ratings yet
- 000 Startup & AgendaDocument4 pages000 Startup & AgendaHoàng Minh ÁiNo ratings yet
- QM Pillar: (Quality Maintenance)Document17 pagesQM Pillar: (Quality Maintenance)G K MohanNo ratings yet
- Bulletin 404A ICE-PAK ICE Storage Units PDFDocument8 pagesBulletin 404A ICE-PAK ICE Storage Units PDFAlejandroOdioCastilloNo ratings yet
- Dates Palm CultivationDocument50 pagesDates Palm CultivationEdwin Jose SNo ratings yet
- HACCP and Factory AuditingDocument23 pagesHACCP and Factory AuditingInes vazquez mosconiNo ratings yet
- Fermented Milk ProductsDocument7 pagesFermented Milk ProductsSunil BishnoiNo ratings yet
- Blend Skim Milk PowderDocument4 pagesBlend Skim Milk PowderAnanto1977No ratings yet
- Milk PasteurizationDocument13 pagesMilk PasteurizationSofian NurjamalNo ratings yet
- Dairy Processing CleaningDocument21 pagesDairy Processing Cleaningcortizone31No ratings yet
- SSOPDocument133 pagesSSOPYanuar Rufianti Wongi100% (1)
- Next Stop: Tetra Pak, Lund!: Software Center Systems Engineering CommunityDocument10 pagesNext Stop: Tetra Pak, Lund!: Software Center Systems Engineering Communityqiaohongzedingtalk.comNo ratings yet
- Dairy Whitener: Rekha S. SinghalDocument13 pagesDairy Whitener: Rekha S. SinghalAbbas SaqibNo ratings yet
- Food Safety and Quality Corporate Responsibility and Sustainability Report 2015 Final 13Document12 pagesFood Safety and Quality Corporate Responsibility and Sustainability Report 2015 Final 13EjNo ratings yet
- Environment EventDocument90 pagesEnvironment EventRonald Abadi TariganNo ratings yet
- AIB 2014 AuditDocument16 pagesAIB 2014 AuditAzeem AbbasNo ratings yet
- Tetra-Pak-7000-Litres-Aseptic-Tank-Vd-Buffering-Processing-Equipment 2Document2 pagesTetra-Pak-7000-Litres-Aseptic-Tank-Vd-Buffering-Processing-Equipment 2Frank valdezNo ratings yet
- Cleaner Production Practices in The Dairy Processing Facility of The Philipine Carabao CentreDocument42 pagesCleaner Production Practices in The Dairy Processing Facility of The Philipine Carabao CentreleaNo ratings yet
- Microbial Load, Microflora and Quality of Pasteurised MilkDocument11 pagesMicrobial Load, Microflora and Quality of Pasteurised MilkAnonymous izrFWiQNo ratings yet
- Industrial Posters (Workplace Posters) : Product ListDocument1 pageIndustrial Posters (Workplace Posters) : Product ListShailendra KelaniNo ratings yet
- Taehwa 6 Tool Motor Audit-IIDocument8 pagesTaehwa 6 Tool Motor Audit-IIAtul AroraNo ratings yet
- IFF DuPont NB Profiles PDFDocument2 pagesIFF DuPont NB Profiles PDFSetu ShroffNo ratings yet
- A Guide To Clean in Place (CIP)Document6 pagesA Guide To Clean in Place (CIP)Dominic TolentinoNo ratings yet
- CIP PresentationDocument28 pagesCIP PresentationVictor LeiNo ratings yet
- Animal Cell CultureDocument74 pagesAnimal Cell CultureMarcelo Andrés Ortiz BentoNo ratings yet
- Aib Inspection 2013Document16 pagesAib Inspection 2013Phạm Thanh VấnNo ratings yet
- Aseptic Line Procedures Handbook PL01284 THP Rev0Document34 pagesAseptic Line Procedures Handbook PL01284 THP Rev0Thanh Loi LeNo ratings yet
- Step - 4Document13 pagesStep - 4Balu varaNo ratings yet
- Food Catering Establishments - HACCPDocument3 pagesFood Catering Establishments - HACCPFloreidNo ratings yet
- Haccp BisDocument15 pagesHaccp BisssNo ratings yet
- Dairy Lab Mannual CompleteDocument40 pagesDairy Lab Mannual CompleteZarakhankhan KhanNo ratings yet
- 080 InstrumentationDocument33 pages080 InstrumentationHoàng Minh ÁiNo ratings yet
- Quality Assurance TrainingDocument21 pagesQuality Assurance TrainingBabu JohnNo ratings yet
- Nfpa 13 1664300489Document242 pagesNfpa 13 1664300489richard100% (2)
- Csuci Heavy Equipment ProgramDocument23 pagesCsuci Heavy Equipment ProgramrichardNo ratings yet
- Concrete Pump Safety Guidelines 1664987926Document93 pagesConcrete Pump Safety Guidelines 1664987926richardNo ratings yet
- Comparison Between Gasoline Diesel CNG LPG 1664300610Document19 pagesComparison Between Gasoline Diesel CNG LPG 1664300610richard100% (1)
- Control of Substances Hazardous To Health 1664858208Document39 pagesControl of Substances Hazardous To Health 1664858208richardNo ratings yet
- Environmental Impact Assessment 1664858494Document32 pagesEnvironmental Impact Assessment 1664858494richardNo ratings yet
- HSE Department: Prepared by Saleh ElseiriDocument11 pagesHSE Department: Prepared by Saleh ElseiririchardNo ratings yet
- Forflift ProcedureDocument15 pagesForflift ProcedurerichardNo ratings yet
- 1664195424Document7 pages1664195424richardNo ratings yet
- 40 Main Roles and Responsibilities of Safety Officer 1664387435Document4 pages40 Main Roles and Responsibilities of Safety Officer 1664387435richardNo ratings yet
- Chemical Hazards 1664262311Document42 pagesChemical Hazards 1664262311richardNo ratings yet
- Near Miss Reporting Procedure 1664210216Document10 pagesNear Miss Reporting Procedure 1664210216richardNo ratings yet
- Best Prectice For Cleaning and Disinfection 1664987956Document16 pagesBest Prectice For Cleaning and Disinfection 1664987956richardNo ratings yet
- PPE Selection Guide 1660558797Document20 pagesPPE Selection Guide 1660558797richardNo ratings yet
- Safety Management System 1663355317Document11 pagesSafety Management System 1663355317richardNo ratings yet
- Process Safety Lopa Sil Hazop 1662875531Document92 pagesProcess Safety Lopa Sil Hazop 1662875531richardNo ratings yet
- Introduction or Process Safety 1662875296Document25 pagesIntroduction or Process Safety 1662875296richardNo ratings yet
- Fire Prevention Control Procedure 1663135363Document59 pagesFire Prevention Control Procedure 1663135363richardNo ratings yet
- ISO Management System For UN Sustainable Development Goals 1663397135Document70 pagesISO Management System For UN Sustainable Development Goals 1663397135richardNo ratings yet
- Excel Program of WorksDocument2 pagesExcel Program of WorksrichardNo ratings yet
- FM200 NOVEC 1230 CO2 Calculations 1662885657Document44 pagesFM200 NOVEC 1230 CO2 Calculations 1662885657richardNo ratings yet
- Legal Documents Evidence in Safety Related Proceedings 1663086621Document9 pagesLegal Documents Evidence in Safety Related Proceedings 1663086621richardNo ratings yet
- Fire Risk Assessment 1663397010Document77 pagesFire Risk Assessment 1663397010richardNo ratings yet
- HSE Plan 1662876751Document19 pagesHSE Plan 1662876751richardNo ratings yet
- Food Safety Risk Analysis 1662843303Document53 pagesFood Safety Risk Analysis 1662843303richardNo ratings yet
- Covid Hse Calendar Jan 2022Document1 pageCovid Hse Calendar Jan 2022richardNo ratings yet
- LLP Act 2008Document28 pagesLLP Act 2008Mohit MittalNo ratings yet
- My Consignment Agreement PDFDocument3 pagesMy Consignment Agreement PDFtamara_arifNo ratings yet
- Huawei Routing Overview CommandDocument26 pagesHuawei Routing Overview Commandeijasahamed100% (1)
- Apoorv Geology Paper 2 Section ADocument235 pagesApoorv Geology Paper 2 Section Agarvit.msmesitarganjNo ratings yet
- Leonard Peltier Open Letter - Feb. 6, 2024Document3 pagesLeonard Peltier Open Letter - Feb. 6, 2024jen_benderyNo ratings yet
- LSMW - WSQ - GL Master TextDocument7 pagesLSMW - WSQ - GL Master Textpatankar.vaibhav08No ratings yet
- MMW - Task 1 - Golden Ratio ActivityDocument3 pagesMMW - Task 1 - Golden Ratio ActivityKristine Mae Musa AñonuevoNo ratings yet
- The African Tribes of Egypt and Israel FinalDocument35 pagesThe African Tribes of Egypt and Israel FinalYared YAHU100% (3)
- Grupe III 2016 20171Document10 pagesGrupe III 2016 20171No RulesNo ratings yet
- ApplicationDocument3 pagesApplicationAllen AntolinNo ratings yet
- Contoh Formal LetterDocument2 pagesContoh Formal LetterFairos Azmi MarzahNo ratings yet
- Welcome To Anderson Workone. Your Career Starts HereDocument28 pagesWelcome To Anderson Workone. Your Career Starts HereHilary TerryNo ratings yet
- Article (Grammar) : Navigation Search English Articles Definite ArticleDocument7 pagesArticle (Grammar) : Navigation Search English Articles Definite ArticleRobiyatulAdawiyahMtdNo ratings yet
- 04 Rodrigo Roa Duterte, Fifth State of The Nation Address, July 27, 2020 - Official Gazette of The Republic of The PhilippinesDocument23 pages04 Rodrigo Roa Duterte, Fifth State of The Nation Address, July 27, 2020 - Official Gazette of The Republic of The PhilippinesJoseph SalazarNo ratings yet
- Greeshma Vasu: Receptionist/Cashier/Edp Clerk/Customer ServiceDocument2 pagesGreeshma Vasu: Receptionist/Cashier/Edp Clerk/Customer Serviceoday abuassaliNo ratings yet
- My Resume - Kendra SkinnerDocument2 pagesMy Resume - Kendra Skinnerapi-249892098No ratings yet
- Guide JCT 2005 Design Built Rev 2009Document44 pagesGuide JCT 2005 Design Built Rev 2009seanbeagNo ratings yet
- Pylontech - US2000C, US3000CDocument1 pagePylontech - US2000C, US3000CYC CarieloNo ratings yet
- CE 6301 DR Hasan - Adsorption L3Document40 pagesCE 6301 DR Hasan - Adsorption L3MD. NASIF HOSSAIN IMONNo ratings yet
- Japan - Land of The Rising SunDocument37 pagesJapan - Land of The Rising Sunvenesh bpNo ratings yet
- Invoice Ebay10Document2 pagesInvoice Ebay10Ermec AtachikovNo ratings yet
- Department of Education: Unpacked Most Essential Learning Competencies (MELC)Document8 pagesDepartment of Education: Unpacked Most Essential Learning Competencies (MELC)Rubina Pontillas100% (1)
- AnsDocument5 pagesAnsSravani RaoNo ratings yet
- Tingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Document6 pagesTingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Ninin KepoNo ratings yet
- Zhang Ear Accupuncture Rhinititis Cold PDFDocument391 pagesZhang Ear Accupuncture Rhinititis Cold PDFanimeshNo ratings yet
- Conservation of Mass and Balanced Chemical Equations QuestionsDocument1 pageConservation of Mass and Balanced Chemical Equations Questionstasnim.rahman2303No ratings yet
- Iycf AsiaDocument68 pagesIycf AsiaYahye CMNo ratings yet
- Flipkart Case StudyDocument9 pagesFlipkart Case StudyHarshini ReddyNo ratings yet