Download as pdf or txt
You might also like
- Homework CH 40Document4 pagesHomework CH 40Cobrafox9267% (3)
- Backgammon RulesDocument3 pagesBackgammon RulesMallee Blue MediaNo ratings yet
- Workbench User Manual For TranscribersDocument6 pagesWorkbench User Manual For TranscribersDiab MehdiNo ratings yet
- ABCs of RPGs Activity BookDocument52 pagesABCs of RPGs Activity BookArthur FrançaNo ratings yet
- Motor and Speed LabDocument24 pagesMotor and Speed Labna zafira0% (1)
- LearnFromTheMastersOfPhotography EricKimDocument873 pagesLearnFromTheMastersOfPhotography EricKimStuart OringNo ratings yet
- Layout ToolsDocument20 pagesLayout ToolsmarlitoNo ratings yet
- State Magazine, December 2008Document48 pagesState Magazine, December 2008State MagazineNo ratings yet
- 2020-10-01 Woodworkers JournalDocument68 pages2020-10-01 Woodworkers JournalAguinaldo OliveiraNo ratings yet
- Folding Picnic Table PlansDocument11 pagesFolding Picnic Table PlansDanie GarciaNo ratings yet
- Case Study - Chair Step LadderDocument4 pagesCase Study - Chair Step LadderA Liz Marjorie T. TineoNo ratings yet
- Parts Catalogue: RD EditionDocument80 pagesParts Catalogue: RD EditionJulio César CitaNo ratings yet
- American Woodworker #141 April-May 2009Document84 pagesAmerican Woodworker #141 April-May 2009gambiNo ratings yet
- PW 2005 148Document100 pagesPW 2005 148SimsoneNo ratings yet
- Joinery ClassDocument5 pagesJoinery ClassFausto Martin Vicente Morales100% (1)
- Plus:: Urn A Colored VesselDocument68 pagesPlus:: Urn A Colored VesselAlfred LagbasNo ratings yet
- Episode1405 - Handy Shop StoolDocument8 pagesEpisode1405 - Handy Shop StoolFrancois VaaltynNo ratings yet
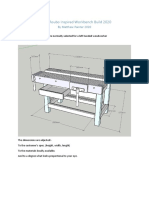
- Matthew Painter Bench Plans 2020Document5 pagesMatthew Painter Bench Plans 2020chingotcluNo ratings yet
- Family Handyman #499Document63 pagesFamily Handyman #499danmierlutNo ratings yet
- Carpentary Workshop: Workshop Practice Lab ManualDocument11 pagesCarpentary Workshop: Workshop Practice Lab ManualWossenu MekonnenNo ratings yet
- Beach ChairDocument48 pagesBeach ChairEmilian BalutaNo ratings yet
- 09 SuspensionDocument27 pages09 SuspensionOsvaldo Fernandez100% (1)
- Cost of Electrical WiringDocument5 pagesCost of Electrical WiringFalak PatelNo ratings yet
- FeverDream Magazine Issue 2Document78 pagesFeverDream Magazine Issue 2FeverDream MagazineNo ratings yet
- Bosch07 Wood MetalCutting WebDocument90 pagesBosch07 Wood MetalCutting WebKaze KunNo ratings yet
- PW 2002 126Document99 pagesPW 2002 126SimsoneNo ratings yet
- PW 2004 145Document101 pagesPW 2004 145Simsone100% (1)
- 06 TransmissionDocument15 pages06 TransmissionJean MoimemeNo ratings yet
- How To Build A Workbench: Simple DIY Woodworking ProjectDocument10 pagesHow To Build A Workbench: Simple DIY Woodworking ProjectJd DiazNo ratings yet
- Dunster House E10-3535TM-45 TERMINATOR 3.5m X 3.5m - 45 Installation Manual V1Document24 pagesDunster House E10-3535TM-45 TERMINATOR 3.5m X 3.5m - 45 Installation Manual V1Michel ThomasiusNo ratings yet
- Long Langstroth HiveDocument7 pagesLong Langstroth HiveWolfgangNo ratings yet
- 8400 A Cross PDFDocument2 pages8400 A Cross PDFJoao CarlosNo ratings yet
- Residential Detached Garage Wiring Info SheetDocument4 pagesResidential Detached Garage Wiring Info SheetEdwin GeeqNo ratings yet
- More Woodsmith MagazinesDocument1 pageMore Woodsmith MagazinesbobguvNo ratings yet
- The Wood Workers Journal 6 - Nov-Dec 1995Document84 pagesThe Wood Workers Journal 6 - Nov-Dec 1995BenNo ratings yet
- 39-Clamping - Got ProofDocument6 pages39-Clamping - Got ProofSam MartzNo ratings yet
- Building The Holtz A PFF ElDocument42 pagesBuilding The Holtz A PFF ElguiferviNo ratings yet
- WWMM Lumber Storage CartDocument9 pagesWWMM Lumber Storage CartjlpicardNo ratings yet
- Ryobi Miter Saw TS1355LA - 130 - EngDocument34 pagesRyobi Miter Saw TS1355LA - 130 - Engchka44No ratings yet
- Job OpportunitiesDocument2 pagesJob OpportunitiesKlingspor's Woodworking ShopNo ratings yet
- Router Fence Plans PDFDocument1 pageRouter Fence Plans PDFAntonio CanabarroNo ratings yet
- Abundant Terraces: A Spot of Calm Amidst FrenzyDocument108 pagesAbundant Terraces: A Spot of Calm Amidst FrenzyGilmar VillanuevaNo ratings yet
- Plansnow Tablesaw JointingDocument3 pagesPlansnow Tablesaw JointingShawn BrinkmanNo ratings yet
- 45 PenTurning 3Document6 pages45 PenTurning 3Chris HollidayNo ratings yet
- Build A: Wave-Edge DeckDocument60 pagesBuild A: Wave-Edge DeckMark PenlingtonNo ratings yet
- WS #142 - Polyurethane GlueDocument1 pageWS #142 - Polyurethane GluePaweł JamrożekNo ratings yet
- Anelled Lanket Hest: Nline XtrasDocument2 pagesAnelled Lanket Hest: Nline XtrasDavid TuaineNo ratings yet
- Miter Saw Dust HoodDocument9 pagesMiter Saw Dust HoodLonebeavNo ratings yet
- Bosch GST 75 E ProfessionalDocument167 pagesBosch GST 75 E ProfessionalAdriana AlvesNo ratings yet
- OSHA 3157 - A Guide For Protecting Workers From Woodworking HazardsDocument74 pagesOSHA 3157 - A Guide For Protecting Workers From Woodworking HazardsWahed Mn ElnasNo ratings yet
- WWMM Pull-Cart and BlocksDocument6 pagesWWMM Pull-Cart and Blockspiper1234No ratings yet
- 02 PDFDocument76 pages02 PDFGeorge Vlad AndronicNo ratings yet
- Back-Support Exoskeletons For Occupational Use AnDocument15 pagesBack-Support Exoskeletons For Occupational Use Anahmad obeidNo ratings yet
- Adirondack Chair HackDocument15 pagesAdirondack Chair HackHector Gomez de la Torre MarquinaNo ratings yet
- Easy Garage Shop Cabinets - LowerDocument17 pagesEasy Garage Shop Cabinets - LowerLonebeavNo ratings yet
- Make & Take: Rockler Series RocklerDocument2 pagesMake & Take: Rockler Series RocklercajemarNo ratings yet
- Schweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Document1 pageSchweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Ale Alessandro0% (1)
- 04 - Build Storage CabinetDocument8 pages04 - Build Storage CabinetMartin GyurikaNo ratings yet
- Evinrude Etec g2 200 300Document84 pagesEvinrude Etec g2 200 300Tolo M.G.No ratings yet
- Saw PlansDocument19 pagesSaw PlansAnthony TwardowskiNo ratings yet
- 06 Festool Catalog Final 72Document100 pages06 Festool Catalog Final 72demo1967No ratings yet
- Engineers Reference HandbookDocument192 pagesEngineers Reference Handbooksfi_chennaiNo ratings yet
- Planer 1Document8 pagesPlaner 1api-542423611No ratings yet
- 4/3/2 Ielts 4/3/2 IeltsDocument13 pages4/3/2 Ielts 4/3/2 IeltsRICHARD SIMMONSNo ratings yet
- Likes and Dislikes 13503Document11 pagesLikes and Dislikes 13503Valentina BedoyaNo ratings yet
- My Favorite Hobby: Activity 3Document1 pageMy Favorite Hobby: Activity 3तरुण दीवानNo ratings yet
- Liz Cardigan #2418: Sizes Skill Level: Finished DimensionsDocument2 pagesLiz Cardigan #2418: Sizes Skill Level: Finished DimensionsRodica NicolauNo ratings yet
- McManus - The Crest Magician PDFDocument142 pagesMcManus - The Crest Magician PDFStocazzoh100% (2)
- Actividad 1 Ingles TerminadoDocument1 pageActividad 1 Ingles TerminadoCarlos Andres Alvarez MorenoNo ratings yet
- Maid You Dream Blouse FinalDocument32 pagesMaid You Dream Blouse Finalgheoememdanh100% (1)
- Acoustic Floor Insulating MaterialsDocument18 pagesAcoustic Floor Insulating MaterialsGokulNo ratings yet
- TedsWoodworking 16 000 Woodworking PlansDocument4 pagesTedsWoodworking 16 000 Woodworking PlansaroobatararNo ratings yet
- Santolina Pattern - March 2020Document8 pagesSantolina Pattern - March 2020hbggNo ratings yet
- Having Fun: Topic: Hobbies and Free Time ActivitiesDocument9 pagesHaving Fun: Topic: Hobbies and Free Time ActivitiesRocio Martínez CarrióNo ratings yet
- Christmas Tree OrnamentsDocument7 pagesChristmas Tree OrnamentsRahaf AhmedNo ratings yet
- PB 109438 en High Band EolDocument4 pagesPB 109438 en High Band EolSarsij MishraNo ratings yet
- Kiran Raghupathi: E - R Dsqil - DNDD 6-.I4Ocb de SJ Rrftfildo-Sqrrd$. ' Ija-Ri O NNDocument8 pagesKiran Raghupathi: E - R Dsqil - DNDD 6-.I4Ocb de SJ Rrftfildo-Sqrrd$. ' Ija-Ri O NNchennigaraju B HNo ratings yet
- RTTY ContestsDocument2 pagesRTTY ContestsAnonymous 60esBJZIjNo ratings yet
- Model Railroad Plans and DrawingsDocument7 pagesModel Railroad Plans and DrawingsBán ZoltánNo ratings yet
- Monk 1Document4 pagesMonk 1happyrayos9No ratings yet
- Pdfslide - Us - Jon Speelmans Chess Puzzle Book Gambit Chess Jon Speelmans Chess PuzzleDocument1 pagePdfslide - Us - Jon Speelmans Chess Puzzle Book Gambit Chess Jon Speelmans Chess PuzzleAdireddy SatyatrinadhNo ratings yet
- Mazae Pattern - December 2019Document6 pagesMazae Pattern - December 2019lacyberghostNo ratings yet
- Patrón Top TriangularDocument6 pagesPatrón Top TriangularDaniela Anahi MedinaNo ratings yet
- Barrowmaze Complete 5eDocument247 pagesBarrowmaze Complete 5eAndarilhoNo ratings yet
- History of PhotographyDocument15 pagesHistory of Photographyapi-357997067No ratings yet
- Shop Poems About For My Best Friends: ImagesDocument1 pageShop Poems About For My Best Friends: ImagesVanessa 2411No ratings yet
- Yarn Crafts: - Material Understanding, Foundation Program, Sem-1 - Swati VyasDocument15 pagesYarn Crafts: - Material Understanding, Foundation Program, Sem-1 - Swati Vyasswati15sharmaNo ratings yet
- Birthday Cake Cowl2012Document3 pagesBirthday Cake Cowl2012Agathez LaheurteNo ratings yet
- Document 14Document14 pagesDocument 14balistictwitchNo ratings yet
- Sweet A CapivaraDocument11 pagesSweet A CapivaraPaula MorgadoNo ratings yet