
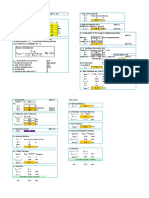
Pipes. Wall Thickness Calculation According ASME B31.3
Pipes. Wall Thickness Calculation According ASME B31.3
You might also like
- SSPC PAINTING MANUAL Vol 1 PDFDocument551 pagesSSPC PAINTING MANUAL Vol 1 PDFLeuman Teran100% (18)
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- BS en Iso 15257 (2017) 4Document42 pagesBS en Iso 15257 (2017) 4امين100% (3)
- VZ-30 Service ManualDocument32 pagesVZ-30 Service ManualJimmy Mayta100% (1)
- Hmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Document81 pagesHmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Krunal Shaj100% (1)
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Document7 pagesUsing The ASME VIII-1 Nozzle F Factor (UG-37)Ricardo Paz SoldanNo ratings yet
- Branch Reinforcement - ASME 31.1Document8 pagesBranch Reinforcement - ASME 31.1zakir84md3639No ratings yet
- ASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesDocument5 pagesASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesYaser Mohamed AbasNo ratings yet
- Pip Resp003v-2004Document48 pagesPip Resp003v-2004zufriateguiNo ratings yet
- COE10402, Specifying Corrosion Inhibitor ProgramsDocument55 pagesCOE10402, Specifying Corrosion Inhibitor Programsامين100% (4)
- API 580 Rbi Question BankDocument30 pagesAPI 580 Rbi Question Bankامين100% (1)
- CH 04Document110 pagesCH 04Angela Kuswandi100% (1)
- Pipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)Document1 pagePipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)farhadNo ratings yet
- Strainer DescriptionDocument321 pagesStrainer DescriptionChirag ShahNo ratings yet
- Improvements in Design and Fitness Evaluation of Above Ground Steel Storage TanksDocument284 pagesImprovements in Design and Fitness Evaluation of Above Ground Steel Storage TanksrodrigoperezsimoneNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationMoustafa Bayoumi100% (1)
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushNo ratings yet
- Un 2004-03 - Ud-Au-000-Eb-00009 PDFDocument3 pagesUn 2004-03 - Ud-Au-000-Eb-00009 PDFManjeet SainiNo ratings yet
- PipesDocument37 pagesPipesGautam Bhardwaj100% (1)
- Astm A671 GR Cc60Document4 pagesAstm A671 GR Cc60RELIABLE PIPES & TUBESNo ratings yet
- 6 44 0006 Rev6Document415 pages6 44 0006 Rev6karunaNo ratings yet
- Block and Bleed ValveDocument36 pagesBlock and Bleed ValveTochukwu OnuohaNo ratings yet
- ES 49BranchConnectionsDocument7 pagesES 49BranchConnectionsrodofgodNo ratings yet
- 매설배관 건전성평가 PDFDocument169 pages매설배관 건전성평가 PDF이선엽No ratings yet
- ANZ Technical Guide Heat Exchanger DesigDocument13 pagesANZ Technical Guide Heat Exchanger DesigvikramNo ratings yet
- Kvaerner E & C Uk LTDDocument3 pagesKvaerner E & C Uk LTDVaniya GoelNo ratings yet
- Weld Ring Gaskets 2Document12 pagesWeld Ring Gaskets 2bruteforce2000No ratings yet
- PNDMV008Document10 pagesPNDMV008ermusatNo ratings yet
- Gis 42-102Document38 pagesGis 42-102Felix JaimesNo ratings yet
- Blind CalculationDocument2 pagesBlind CalculationwidhiyogaNo ratings yet
- Brochure - Modular Mud Tank 500 BblsDocument3 pagesBrochure - Modular Mud Tank 500 BblsHassan SleemNo ratings yet
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDENo ratings yet
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 pagesInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNo ratings yet
- Durco Microfinish and General Purpose Threaded Ball Valves: Presenting The NewDocument10 pagesDurco Microfinish and General Purpose Threaded Ball Valves: Presenting The Newmanish thakurNo ratings yet
- External Coatings For Corrosion Protection of Steel Pipes and ComponentsDocument120 pagesExternal Coatings For Corrosion Protection of Steel Pipes and ComponentsadelNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- H 002 CRDocument12 pagesH 002 CRmra1982No ratings yet
- Seamless Stainless Tubes For Hydraulic and Instrumentation SystemsDocument10 pagesSeamless Stainless Tubes For Hydraulic and Instrumentation Systemsfezzeh kabiri kenariNo ratings yet
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samy100% (1)
- Previews - 2033457 PIP VEFV1100MDocument5 pagesPreviews - 2033457 PIP VEFV1100Mabdulloh_99100% (1)
- SPREADSHEETS SERIES No. 0009S - 2Document4 pagesSPREADSHEETS SERIES No. 0009S - 2Emma DNo ratings yet
- Nozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsDocument28 pagesNozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsRamakrishnan SrinivasanNo ratings yet
- ASME U-1 Blank FormDocument2 pagesASME U-1 Blank Formjeff501No ratings yet
- Cast - Basket Strainers - 2nd EditionDocument27 pagesCast - Basket Strainers - 2nd EditionmartinnovelNo ratings yet
- Chapter b04 Stress Analysis of Piping System PDFDocument108 pagesChapter b04 Stress Analysis of Piping System PDFrogel_ganaNo ratings yet
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalNo ratings yet
- Pipe Thickness Calculations - : ClassDocument1 pagePipe Thickness Calculations - : ClassOluwachidiNo ratings yet
- Pressure Vessel FormulaDocument9 pagesPressure Vessel FormulaNasir Khan JadoonNo ratings yet
- Mud Gas Separator Calculation PDFDocument16 pagesMud Gas Separator Calculation PDFGusti Ryandi Arief100% (1)
- Sight Glass Selection Guide PDFDocument7 pagesSight Glass Selection Guide PDFani_datNo ratings yet
- Appendix 41Document5 pagesAppendix 41Rafael_YevgenyNo ratings yet
- Pressure Vessels (Project Standards and Specifications) : Page: 1 of 21Document6 pagesPressure Vessels (Project Standards and Specifications) : Page: 1 of 21Tafe AdamuNo ratings yet
- PIP - STE05535 Vessel Circular Platform Detail GuidelinesDocument5 pagesPIP - STE05535 Vessel Circular Platform Detail Guidelinescristian_alex9885No ratings yet
- Pipe Wall Thickness CalculationDocument8 pagesPipe Wall Thickness CalculationRAGHVENDRA PRATAP SINGH0% (1)
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Platewithshear&anchorbolts NPTEL PDFDocument5 pagesPlatewithshear&anchorbolts NPTEL PDFMadhubalan AlagarNo ratings yet
- PPL-SU-5023 Materials and Fabrication of Liquid Transportation PipelinesDocument74 pagesPPL-SU-5023 Materials and Fabrication of Liquid Transportation PipelinesolalekanNo ratings yet
- Pipe Wall Thickness CalASME B31Document8 pagesPipe Wall Thickness CalASME B31Ton PhichitNo ratings yet
- Basket Burst PressureDocument1 pageBasket Burst Pressurexaaabbb_550464353No ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Process Industry Practices Structural: PIP STF05530 Grating Fabrication DetailsDocument13 pagesProcess Industry Practices Structural: PIP STF05530 Grating Fabrication DetailsloukmanNo ratings yet
- Pipes. Wall Thickness Calculation - 8 Inch SCH 80Document2 pagesPipes. Wall Thickness Calculation - 8 Inch SCH 80Ali Hammouda100% (1)
- Maximum Span Between Pipe Supports For A Given Maximum Bending StressDocument76 pagesMaximum Span Between Pipe Supports For A Given Maximum Bending Stresserodrguez100% (1)
- Pipes. Wall Thickness Calculation According ASME B31.3.odsDocument154 pagesPipes. Wall Thickness Calculation According ASME B31.3.odsMuhammad UmairNo ratings yet
- Pipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressDocument75 pagesPipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressTushar ChoudharyNo ratings yet
- Energia S.P.A.: BredaDocument1 pageEnergia S.P.A.: BredaامينNo ratings yet
- CHAABENA Karim CORROSION & INSPECTION CVDocument4 pagesCHAABENA Karim CORROSION & INSPECTION CVامينNo ratings yet
- Iso+22232 3 2020Document16 pagesIso+22232 3 2020امين100% (3)
- Basic Concepts of CorrosionDocument25 pagesBasic Concepts of CorrosionامينNo ratings yet
- Selection of A Leak Testing Method: Standard Guide ForDocument3 pagesSelection of A Leak Testing Method: Standard Guide ForامينNo ratings yet
- Fitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015Document7 pagesFitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015امينNo ratings yet
- 09-Mle-Rea-Co-P-0613 - RTDocument15 pages09-Mle-Rea-Co-P-0613 - RTامينNo ratings yet
- Astm A671 2020Document7 pagesAstm A671 2020امينNo ratings yet
- COE10102, Forms of CorrosionDocument60 pagesCOE10102, Forms of CorrosionامينNo ratings yet
- COE-110.06, Corrosion FailuresDocument90 pagesCOE-110.06, Corrosion Failuresامين100% (1)
- COE10602, Corrosion FailuresDocument73 pagesCOE10602, Corrosion Failuresامين100% (1)
- Assessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015Document31 pagesAssessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015امين100% (2)
- COE10205, Other Corrosion Monitoring TechniquesDocument62 pagesCOE10205, Other Corrosion Monitoring Techniquesامين100% (1)
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Lecture 12 - Blisters and HIC DamageDocument24 pagesLecture 12 - Blisters and HIC DamageامينNo ratings yet
- Assessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015Document40 pagesAssessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015امينNo ratings yet
- Lecture 3 - Damage MechanismsDocument19 pagesLecture 3 - Damage MechanismsامينNo ratings yet
- Weld End Preparation at Unequal Wall ThicknessesDocument2 pagesWeld End Preparation at Unequal Wall ThicknessesامينNo ratings yet
- (Davies, Michael Scott, P.J.B.) Guide To The UseDocument645 pages(Davies, Michael Scott, P.J.B.) Guide To The Useامين100% (2)
- API 577 Closed Books Questions AnswersDocument3 pagesAPI 577 Closed Books Questions AnswersامينNo ratings yet
- Abddou Med Amine cv-2-3Document5 pagesAbddou Med Amine cv-2-3امينNo ratings yet
- Corrosion Inhibitor Selection Rev1Document33 pagesCorrosion Inhibitor Selection Rev1امينNo ratings yet
- 1800 Mechanical Bender: Instruction ManualDocument42 pages1800 Mechanical Bender: Instruction ManualPato Loco Rateria100% (1)
- DECAA - Letter To DC Gov't Officials Re DPW Causing Explosion in Rat PopulationDocument22 pagesDECAA - Letter To DC Gov't Officials Re DPW Causing Explosion in Rat PopulationABC7NewsNo ratings yet
- Rega Brio ManualDocument17 pagesRega Brio ManualjamocasNo ratings yet
- What Is Spend AnalysisDocument35 pagesWhat Is Spend AnalysisMahesh NaiduNo ratings yet
- Kobelco Sk200 8 Excavator Parts Catalog ManualDocument5 pagesKobelco Sk200 8 Excavator Parts Catalog ManualWahyu Yudi100% (2)
- Fábrica de Chocolate UNSAACDocument13 pagesFábrica de Chocolate UNSAACFrank Chulla Montes0% (1)
- Prolin Termassist Operating Guide: Pax Computer Technology Shenzhen Co.,LtdDocument29 pagesProlin Termassist Operating Guide: Pax Computer Technology Shenzhen Co.,Ltdhenry diazNo ratings yet
- Proprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamageDocument2 pagesProprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamagePawan PalNo ratings yet
- System Software and Microprocessor LabmanualDocument130 pagesSystem Software and Microprocessor LabmanualananthuclashNo ratings yet
- 3 Thermal LoadsDocument19 pages3 Thermal LoadsJaime Fernando Leon TerrazosNo ratings yet
- Adjusting Entries, Worksheet and FSDocument26 pagesAdjusting Entries, Worksheet and FSBianca RoswellNo ratings yet
- British Deputy High Commission in KarachiDocument1 pageBritish Deputy High Commission in KarachiRaza WazirNo ratings yet
- BM-24 HRM Assignment Brief - 1654313266Document9 pagesBM-24 HRM Assignment Brief - 1654313266aung san0% (1)
- Siun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormDocument2 pagesSiun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormShahnaz NawazNo ratings yet
- Article Simple Sentence PDFDocument7 pagesArticle Simple Sentence PDFmaimunah0% (1)
- Al Burj Al Thaki Warning & Control Devices TR: To: Federal Tax AuthorityDocument3 pagesAl Burj Al Thaki Warning & Control Devices TR: To: Federal Tax AuthorityAL BURJ AL THAKINo ratings yet
- COT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College SidekickDocument10 pagesCOT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College Sidekickmarivic itongNo ratings yet
- CH 5 Membrane Dynamics TestDocument42 pagesCH 5 Membrane Dynamics TestDani Anyika100% (1)
- ASCE PipelinesbrochureDocument2 pagesASCE Pipelinesbrochurespringtide2722No ratings yet
- Customer Service ExecutiveDocument54 pagesCustomer Service ExecutiveRakshita Bhat100% (1)
- Avanti Service Lift Pegasus - A Safe Investment: DesignDocument2 pagesAvanti Service Lift Pegasus - A Safe Investment: DesignFrancisco GarciaNo ratings yet
- Indesit BTW L60300 EE - N Washing MachineDocument4 pagesIndesit BTW L60300 EE - N Washing MachineitpeterjaNo ratings yet
- Material Property Data For Engineering MaterialsDocument35 pagesMaterial Property Data For Engineering Materialspraving76No ratings yet
- Front End OperationsDocument21 pagesFront End OperationsDhwani DoshiNo ratings yet
- Pressform Refractory PRINT Brochure PDFDocument44 pagesPressform Refractory PRINT Brochure PDFravikumarangNo ratings yet
- Rhonda's Creative Life - Sleeves On SaturdaysDocument15 pagesRhonda's Creative Life - Sleeves On SaturdaysDomingoPintoNo ratings yet
- Embedded Electronic System Design, MSC - ChalmersDocument9 pagesEmbedded Electronic System Design, MSC - ChalmerskamranNo ratings yet
- ACMV and Acoustic Comfort in BuildingsDocument13 pagesACMV and Acoustic Comfort in BuildingsTuan Suhaimi SallehNo ratings yet




















































































































Download as xlsx, pdf, or txt
You might also like
- SSPC PAINTING MANUAL Vol 1 PDFDocument551 pagesSSPC PAINTING MANUAL Vol 1 PDFLeuman Teran100% (18)
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- BS en Iso 15257 (2017) 4Document42 pagesBS en Iso 15257 (2017) 4امين100% (3)
- VZ-30 Service ManualDocument32 pagesVZ-30 Service ManualJimmy Mayta100% (1)
- Hmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Document81 pagesHmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Krunal Shaj100% (1)
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Document7 pagesUsing The ASME VIII-1 Nozzle F Factor (UG-37)Ricardo Paz SoldanNo ratings yet
- Branch Reinforcement - ASME 31.1Document8 pagesBranch Reinforcement - ASME 31.1zakir84md3639No ratings yet
- ASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesDocument5 pagesASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesYaser Mohamed AbasNo ratings yet
- Pip Resp003v-2004Document48 pagesPip Resp003v-2004zufriateguiNo ratings yet
- COE10402, Specifying Corrosion Inhibitor ProgramsDocument55 pagesCOE10402, Specifying Corrosion Inhibitor Programsامين100% (4)
- API 580 Rbi Question BankDocument30 pagesAPI 580 Rbi Question Bankامين100% (1)
- CH 04Document110 pagesCH 04Angela Kuswandi100% (1)
- Pipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)Document1 pagePipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)farhadNo ratings yet
- Strainer DescriptionDocument321 pagesStrainer DescriptionChirag ShahNo ratings yet
- Improvements in Design and Fitness Evaluation of Above Ground Steel Storage TanksDocument284 pagesImprovements in Design and Fitness Evaluation of Above Ground Steel Storage TanksrodrigoperezsimoneNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationMoustafa Bayoumi100% (1)
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushNo ratings yet
- Un 2004-03 - Ud-Au-000-Eb-00009 PDFDocument3 pagesUn 2004-03 - Ud-Au-000-Eb-00009 PDFManjeet SainiNo ratings yet
- PipesDocument37 pagesPipesGautam Bhardwaj100% (1)
- Astm A671 GR Cc60Document4 pagesAstm A671 GR Cc60RELIABLE PIPES & TUBESNo ratings yet
- 6 44 0006 Rev6Document415 pages6 44 0006 Rev6karunaNo ratings yet
- Block and Bleed ValveDocument36 pagesBlock and Bleed ValveTochukwu OnuohaNo ratings yet
- ES 49BranchConnectionsDocument7 pagesES 49BranchConnectionsrodofgodNo ratings yet
- 매설배관 건전성평가 PDFDocument169 pages매설배관 건전성평가 PDF이선엽No ratings yet
- ANZ Technical Guide Heat Exchanger DesigDocument13 pagesANZ Technical Guide Heat Exchanger DesigvikramNo ratings yet
- Kvaerner E & C Uk LTDDocument3 pagesKvaerner E & C Uk LTDVaniya GoelNo ratings yet
- Weld Ring Gaskets 2Document12 pagesWeld Ring Gaskets 2bruteforce2000No ratings yet
- PNDMV008Document10 pagesPNDMV008ermusatNo ratings yet
- Gis 42-102Document38 pagesGis 42-102Felix JaimesNo ratings yet
- Blind CalculationDocument2 pagesBlind CalculationwidhiyogaNo ratings yet
- Brochure - Modular Mud Tank 500 BblsDocument3 pagesBrochure - Modular Mud Tank 500 BblsHassan SleemNo ratings yet
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDENo ratings yet
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 pagesInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNo ratings yet
- Durco Microfinish and General Purpose Threaded Ball Valves: Presenting The NewDocument10 pagesDurco Microfinish and General Purpose Threaded Ball Valves: Presenting The Newmanish thakurNo ratings yet
- External Coatings For Corrosion Protection of Steel Pipes and ComponentsDocument120 pagesExternal Coatings For Corrosion Protection of Steel Pipes and ComponentsadelNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- H 002 CRDocument12 pagesH 002 CRmra1982No ratings yet
- Seamless Stainless Tubes For Hydraulic and Instrumentation SystemsDocument10 pagesSeamless Stainless Tubes For Hydraulic and Instrumentation Systemsfezzeh kabiri kenariNo ratings yet
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samy100% (1)
- Previews - 2033457 PIP VEFV1100MDocument5 pagesPreviews - 2033457 PIP VEFV1100Mabdulloh_99100% (1)
- SPREADSHEETS SERIES No. 0009S - 2Document4 pagesSPREADSHEETS SERIES No. 0009S - 2Emma DNo ratings yet
- Nozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsDocument28 pagesNozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsRamakrishnan SrinivasanNo ratings yet
- ASME U-1 Blank FormDocument2 pagesASME U-1 Blank Formjeff501No ratings yet
- Cast - Basket Strainers - 2nd EditionDocument27 pagesCast - Basket Strainers - 2nd EditionmartinnovelNo ratings yet
- Chapter b04 Stress Analysis of Piping System PDFDocument108 pagesChapter b04 Stress Analysis of Piping System PDFrogel_ganaNo ratings yet
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalNo ratings yet
- Pipe Thickness Calculations - : ClassDocument1 pagePipe Thickness Calculations - : ClassOluwachidiNo ratings yet
- Pressure Vessel FormulaDocument9 pagesPressure Vessel FormulaNasir Khan JadoonNo ratings yet
- Mud Gas Separator Calculation PDFDocument16 pagesMud Gas Separator Calculation PDFGusti Ryandi Arief100% (1)
- Sight Glass Selection Guide PDFDocument7 pagesSight Glass Selection Guide PDFani_datNo ratings yet
- Appendix 41Document5 pagesAppendix 41Rafael_YevgenyNo ratings yet
- Pressure Vessels (Project Standards and Specifications) : Page: 1 of 21Document6 pagesPressure Vessels (Project Standards and Specifications) : Page: 1 of 21Tafe AdamuNo ratings yet
- PIP - STE05535 Vessel Circular Platform Detail GuidelinesDocument5 pagesPIP - STE05535 Vessel Circular Platform Detail Guidelinescristian_alex9885No ratings yet
- Pipe Wall Thickness CalculationDocument8 pagesPipe Wall Thickness CalculationRAGHVENDRA PRATAP SINGH0% (1)
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Platewithshear&anchorbolts NPTEL PDFDocument5 pagesPlatewithshear&anchorbolts NPTEL PDFMadhubalan AlagarNo ratings yet
- PPL-SU-5023 Materials and Fabrication of Liquid Transportation PipelinesDocument74 pagesPPL-SU-5023 Materials and Fabrication of Liquid Transportation PipelinesolalekanNo ratings yet
- Pipe Wall Thickness CalASME B31Document8 pagesPipe Wall Thickness CalASME B31Ton PhichitNo ratings yet
- Basket Burst PressureDocument1 pageBasket Burst Pressurexaaabbb_550464353No ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Process Industry Practices Structural: PIP STF05530 Grating Fabrication DetailsDocument13 pagesProcess Industry Practices Structural: PIP STF05530 Grating Fabrication DetailsloukmanNo ratings yet
- Pipes. Wall Thickness Calculation - 8 Inch SCH 80Document2 pagesPipes. Wall Thickness Calculation - 8 Inch SCH 80Ali Hammouda100% (1)
- Maximum Span Between Pipe Supports For A Given Maximum Bending StressDocument76 pagesMaximum Span Between Pipe Supports For A Given Maximum Bending Stresserodrguez100% (1)
- Pipes. Wall Thickness Calculation According ASME B31.3.odsDocument154 pagesPipes. Wall Thickness Calculation According ASME B31.3.odsMuhammad UmairNo ratings yet
- Pipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressDocument75 pagesPipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressTushar ChoudharyNo ratings yet
- Energia S.P.A.: BredaDocument1 pageEnergia S.P.A.: BredaامينNo ratings yet
- CHAABENA Karim CORROSION & INSPECTION CVDocument4 pagesCHAABENA Karim CORROSION & INSPECTION CVامينNo ratings yet
- Iso+22232 3 2020Document16 pagesIso+22232 3 2020امين100% (3)
- Basic Concepts of CorrosionDocument25 pagesBasic Concepts of CorrosionامينNo ratings yet
- Selection of A Leak Testing Method: Standard Guide ForDocument3 pagesSelection of A Leak Testing Method: Standard Guide ForامينNo ratings yet
- Fitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015Document7 pagesFitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015امينNo ratings yet
- 09-Mle-Rea-Co-P-0613 - RTDocument15 pages09-Mle-Rea-Co-P-0613 - RTامينNo ratings yet
- Astm A671 2020Document7 pagesAstm A671 2020امينNo ratings yet
- COE10102, Forms of CorrosionDocument60 pagesCOE10102, Forms of CorrosionامينNo ratings yet
- COE-110.06, Corrosion FailuresDocument90 pagesCOE-110.06, Corrosion Failuresامين100% (1)
- COE10602, Corrosion FailuresDocument73 pagesCOE10602, Corrosion Failuresامين100% (1)
- Assessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015Document31 pagesAssessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015امين100% (2)
- COE10205, Other Corrosion Monitoring TechniquesDocument62 pagesCOE10205, Other Corrosion Monitoring Techniquesامين100% (1)
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Lecture 12 - Blisters and HIC DamageDocument24 pagesLecture 12 - Blisters and HIC DamageامينNo ratings yet
- Assessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015Document40 pagesAssessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015امينNo ratings yet
- Lecture 3 - Damage MechanismsDocument19 pagesLecture 3 - Damage MechanismsامينNo ratings yet
- Weld End Preparation at Unequal Wall ThicknessesDocument2 pagesWeld End Preparation at Unequal Wall ThicknessesامينNo ratings yet
- (Davies, Michael Scott, P.J.B.) Guide To The UseDocument645 pages(Davies, Michael Scott, P.J.B.) Guide To The Useامين100% (2)
- API 577 Closed Books Questions AnswersDocument3 pagesAPI 577 Closed Books Questions AnswersامينNo ratings yet
- Abddou Med Amine cv-2-3Document5 pagesAbddou Med Amine cv-2-3امينNo ratings yet
- Corrosion Inhibitor Selection Rev1Document33 pagesCorrosion Inhibitor Selection Rev1امينNo ratings yet
- 1800 Mechanical Bender: Instruction ManualDocument42 pages1800 Mechanical Bender: Instruction ManualPato Loco Rateria100% (1)
- DECAA - Letter To DC Gov't Officials Re DPW Causing Explosion in Rat PopulationDocument22 pagesDECAA - Letter To DC Gov't Officials Re DPW Causing Explosion in Rat PopulationABC7NewsNo ratings yet
- Rega Brio ManualDocument17 pagesRega Brio ManualjamocasNo ratings yet
- What Is Spend AnalysisDocument35 pagesWhat Is Spend AnalysisMahesh NaiduNo ratings yet
- Kobelco Sk200 8 Excavator Parts Catalog ManualDocument5 pagesKobelco Sk200 8 Excavator Parts Catalog ManualWahyu Yudi100% (2)
- Fábrica de Chocolate UNSAACDocument13 pagesFábrica de Chocolate UNSAACFrank Chulla Montes0% (1)
- Prolin Termassist Operating Guide: Pax Computer Technology Shenzhen Co.,LtdDocument29 pagesProlin Termassist Operating Guide: Pax Computer Technology Shenzhen Co.,Ltdhenry diazNo ratings yet
- Proprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamageDocument2 pagesProprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamagePawan PalNo ratings yet
- System Software and Microprocessor LabmanualDocument130 pagesSystem Software and Microprocessor LabmanualananthuclashNo ratings yet
- 3 Thermal LoadsDocument19 pages3 Thermal LoadsJaime Fernando Leon TerrazosNo ratings yet
- Adjusting Entries, Worksheet and FSDocument26 pagesAdjusting Entries, Worksheet and FSBianca RoswellNo ratings yet
- British Deputy High Commission in KarachiDocument1 pageBritish Deputy High Commission in KarachiRaza WazirNo ratings yet
- BM-24 HRM Assignment Brief - 1654313266Document9 pagesBM-24 HRM Assignment Brief - 1654313266aung san0% (1)
- Siun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormDocument2 pagesSiun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormShahnaz NawazNo ratings yet
- Article Simple Sentence PDFDocument7 pagesArticle Simple Sentence PDFmaimunah0% (1)
- Al Burj Al Thaki Warning & Control Devices TR: To: Federal Tax AuthorityDocument3 pagesAl Burj Al Thaki Warning & Control Devices TR: To: Federal Tax AuthorityAL BURJ AL THAKINo ratings yet
- COT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College SidekickDocument10 pagesCOT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College Sidekickmarivic itongNo ratings yet
- CH 5 Membrane Dynamics TestDocument42 pagesCH 5 Membrane Dynamics TestDani Anyika100% (1)
- ASCE PipelinesbrochureDocument2 pagesASCE Pipelinesbrochurespringtide2722No ratings yet
- Customer Service ExecutiveDocument54 pagesCustomer Service ExecutiveRakshita Bhat100% (1)
- Avanti Service Lift Pegasus - A Safe Investment: DesignDocument2 pagesAvanti Service Lift Pegasus - A Safe Investment: DesignFrancisco GarciaNo ratings yet
- Indesit BTW L60300 EE - N Washing MachineDocument4 pagesIndesit BTW L60300 EE - N Washing MachineitpeterjaNo ratings yet
- Material Property Data For Engineering MaterialsDocument35 pagesMaterial Property Data For Engineering Materialspraving76No ratings yet
- Front End OperationsDocument21 pagesFront End OperationsDhwani DoshiNo ratings yet
- Pressform Refractory PRINT Brochure PDFDocument44 pagesPressform Refractory PRINT Brochure PDFravikumarangNo ratings yet
- Rhonda's Creative Life - Sleeves On SaturdaysDocument15 pagesRhonda's Creative Life - Sleeves On SaturdaysDomingoPintoNo ratings yet
- Embedded Electronic System Design, MSC - ChalmersDocument9 pagesEmbedded Electronic System Design, MSC - ChalmerskamranNo ratings yet
- ACMV and Acoustic Comfort in BuildingsDocument13 pagesACMV and Acoustic Comfort in BuildingsTuan Suhaimi SallehNo ratings yet