Download as pdf or txt
You might also like
- MG 3 Cylinder Head Bolt Torque Settings PDFDocument2 pagesMG 3 Cylinder Head Bolt Torque Settings PDFMikeNo ratings yet
- Rolls Royce Avon 1534Document130 pagesRolls Royce Avon 1534Farhan71% (7)
- Epa07 Mbe 900 Workshop Manual (Ddc-Svc-Man-0034)Document155 pagesEpa07 Mbe 900 Workshop Manual (Ddc-Svc-Man-0034)Jose Amador Guardado100% (4)
- Perkins TV8.540 and TV8.640 Engine Repair ManualDocument36 pagesPerkins TV8.540 and TV8.640 Engine Repair ManualArmando Orta100% (1)
- FAW 4DW81-Manual-of-Maintenance-and-Operation1 PDFDocument57 pagesFAW 4DW81-Manual-of-Maintenance-and-Operation1 PDFElias Herrera Ceron100% (2)
- VOLVO EW160B-2 Engine With Mounting and EquipmentDocument139 pagesVOLVO EW160B-2 Engine With Mounting and EquipmentPIKO MOBNo ratings yet
- AfterSales Training - Cayenne Engine Repair ТАУ V8 and V6Document76 pagesAfterSales Training - Cayenne Engine Repair ТАУ V8 and V6Michele Colombo80% (5)
- 997 Technical ManualDocument209 pages997 Technical Manualemmanuel geurts100% (1)
- Service Manual: Carbureted Suzuki 970 CC EngineDocument95 pagesService Manual: Carbureted Suzuki 970 CC EngineHallex OliveiraNo ratings yet
- Oxysystems 2v3x 172 4.1 ManualDocument21 pagesOxysystems 2v3x 172 4.1 ManualDavid GarciaNo ratings yet
- Caterpillar 572g Pipelayer Parts Manual SN 40u971 UpDocument6 pagesCaterpillar 572g Pipelayer Parts Manual SN 40u971 Upentreprise.tgctp2015No ratings yet
- 9ld561-2 (Standardversion) PDFDocument33 pages9ld561-2 (Standardversion) PDFyanimarinNo ratings yet
- S 50 MCC 8Document403 pagesS 50 MCC 8fatkhan fatahillah100% (1)
- Piaggio Liberty 50 4t (EN)Document195 pagesPiaggio Liberty 50 4t (EN)Manualles100% (12)
- Qlink Service 150ccDocument37 pagesQlink Service 150ccmasinac91No ratings yet
- Bucyrus: Technical ManualDocument7 pagesBucyrus: Technical ManualJohn GrayNo ratings yet
- Automobile Engg. Lab: ManualDocument42 pagesAutomobile Engg. Lab: ManualAjankya Singhania100% (1)
- Desmontaje de CulataDocument4 pagesDesmontaje de CulataJuan Carlos Casaboza XesspeNo ratings yet
- Aerm AE 1317 Manual FULLDocument46 pagesAerm AE 1317 Manual FULLrjkrtshNo ratings yet
- Engine Shop - IK 2019Document21 pagesEngine Shop - IK 2019rahul kumarNo ratings yet
- Hyster H360-700C Transmission Service ManualDocument58 pagesHyster H360-700C Transmission Service ManualArmando Orta100% (1)
- Parte 5 Md200Document22 pagesParte 5 Md200samuelNo ratings yet
- Aim: To Study The Constructional Detail of I.C.EngineDocument12 pagesAim: To Study The Constructional Detail of I.C.EngineVyankatesh MundheNo ratings yet
- Pumps AdvanceDocument31 pagesPumps AdvanceVISAKH AVNo ratings yet
- 1B Moottorinkorjauskäsikirja BensapetrooliDocument33 pages1B Moottorinkorjauskäsikirja BensapetroolimajoristiNo ratings yet
- Fahel Bodi ReportDocument20 pagesFahel Bodi ReportFahel Bin NoorNo ratings yet
- I.A 7Document7 pagesI.A 7Jean ChristianNo ratings yet
- 1977 Jeep-1977 TSBDocument126 pages1977 Jeep-1977 TSBperzaklieNo ratings yet
- DPC 2802 Startup ProcedureDocument6 pagesDPC 2802 Startup ProcedureMuhammad Asad100% (1)
- 34 - 244Document208 pages34 - 244rohithunni100% (1)
- MB-1 Component No 1 (Code Book) PDFDocument329 pagesMB-1 Component No 1 (Code Book) PDFBorysNo ratings yet
- ME 314, Internal Combustion Engine Sessional 1 2Document42 pagesME 314, Internal Combustion Engine Sessional 1 2Imam Arefin SwadhinNo ratings yet
- Engine Training Manual - D114 SeriesDocument86 pagesEngine Training Manual - D114 SeriesMuhammad Imran Aftab83% (6)
- Piston Accumulators From CEBM028400Document4 pagesPiston Accumulators From CEBM028400Pablo MarquezNo ratings yet
- Section 4 - Cooling SystemDocument51 pagesSection 4 - Cooling SystemMiller Andres ArocaNo ratings yet
- JK State Road Transport Corporation REPORTDocument17 pagesJK State Road Transport Corporation REPORTshah naumanNo ratings yet
- Mekm November 2022Document18 pagesMekm November 2022Chirag GuptaNo ratings yet
- Manual Vivant TacumaDocument76 pagesManual Vivant TacumaLuis Alberto Martinez Tinoco100% (1)
- PPD Lab 10Document12 pagesPPD Lab 10Ramil SalundagaNo ratings yet
- Impak 2Document11 pagesImpak 2Vasudev AgrawalNo ratings yet
- Aeaf Lab ManualDocument40 pagesAeaf Lab ManualvairamNo ratings yet
- 99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDocument3 pages99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDerrick ChongNo ratings yet
- Exhaust Valve EverythingDocument1 pageExhaust Valve EverythingAjim MokashiNo ratings yet
- 1A Motorkapitlet Diesel Motor Verkstadsmanual PDFDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanual PDFSalisburNo ratings yet
- Fuel Is Any Material That Can Be Made ToDocument13 pagesFuel Is Any Material That Can Be Made TojhanelleNo ratings yet
- 07nafta y Emision de Gases Suzuki IntruderDocument34 pages07nafta y Emision de Gases Suzuki Intruderbenjapana100% (2)
- Engine Parts: Laboratory Exercise 3Document5 pagesEngine Parts: Laboratory Exercise 3Milx Jyms AvilaNo ratings yet
- Rammer 1655 Service 2015Document52 pagesRammer 1655 Service 2015SerkanAlNo ratings yet
- Sisu Citius Series 44-49-66 74 and 84 Engines Workshop Manual 80 118Document39 pagesSisu Citius Series 44-49-66 74 and 84 Engines Workshop Manual 80 118Сергей ПриймакNo ratings yet
- Industrial Plants AssignementDocument11 pagesIndustrial Plants Assignementjoseph james makafuNo ratings yet
- SodaPDF Splitted LG856H.bookDocument30 pagesSodaPDF Splitted LG856H.bookleogerguzNo ratings yet
- Electro-Motive Division General M O T O R S C0Rpof2AtlonDocument6 pagesElectro-Motive Division General M O T O R S C0Rpof2Atlonamir barekatiNo ratings yet
- Assembly and Disaassembly of PumpsDocument5 pagesAssembly and Disaassembly of Pumpsshin deiru100% (1)
- How Many Small Engines Do You Have at Home?Document67 pagesHow Many Small Engines Do You Have at Home?Rajkumar GuptaNo ratings yet
- FSM-1986-1988 SuzukiSamurai Engine ManualDocument58 pagesFSM-1986-1988 SuzukiSamurai Engine Manualahmad zainiNo ratings yet
- Mekm March 2023Document20 pagesMekm March 2023dasleo546No ratings yet
- Caterpillar Vane Pump PDFDocument24 pagesCaterpillar Vane Pump PDFManuel Carvallo0% (1)
- Maintenance and Troubleshooting: 6.1 Lubrication OilDocument7 pagesMaintenance and Troubleshooting: 6.1 Lubrication Oilabdullatif_asNo ratings yet
- Single Cylinder Air Compressor Repair ManualDocument13 pagesSingle Cylinder Air Compressor Repair ManualGLNo ratings yet
- Volvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)Document38 pagesVolvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)todogif100% (1)
- What Is Engine BlockDocument7 pagesWhat Is Engine Blockruth akoNo ratings yet
- Course: Ic Engine LabDocument8 pagesCourse: Ic Engine LabUsman Ali Usman AliNo ratings yet
- Characteristics and Components of An EngineDocument3 pagesCharacteristics and Components of An EngineKalayaan EscoteroNo ratings yet
- Cadena Nissan 2.4 16vDocument13 pagesCadena Nissan 2.4 16vmichelle D' AlbaNo ratings yet
- Cummins Serie K Calibracion de ValvulasDocument63 pagesCummins Serie K Calibracion de Valvulasfrank_16100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Air Box DrainsDocument12 pagesAir Box DrainsLuwīsi Karikamo RomaniNo ratings yet
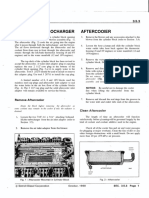
- Turbocharger Aftercooler: NoticeDocument5 pagesTurbocharger Aftercooler: NoticeLuwīsi Karikamo RomaniNo ratings yet
- BlowerDocument18 pagesBlowerLuwīsi Karikamo RomaniNo ratings yet
- Diagramanden Aire ComprimidopdfDocument1 pageDiagramanden Aire ComprimidopdfLuwīsi Karikamo RomaniNo ratings yet
- Safety Plan English PDFDocument1 pageSafety Plan English PDFLuwīsi Karikamo RomaniNo ratings yet
- Sensores 3500B EUIDocument32 pagesSensores 3500B EUICesar Ego-Aguirre Calderon100% (3)
- Casualty Info 5-06 PDFDocument2 pagesCasualty Info 5-06 PDFmaninder_khasriaNo ratings yet
- Cross Head Removal For Man B WDocument13 pagesCross Head Removal For Man B WMOHAN100% (1)
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- RT-123 - A3 - Issue4 - Inspection and OverDocument7 pagesRT-123 - A3 - Issue4 - Inspection and OverGeorgios MariolisNo ratings yet
- 10 Frame Piston Pump: SpecificationsDocument4 pages10 Frame Piston Pump: SpecificationsSugeng Ciko DarmintoNo ratings yet
- Motorcycle Maintenence-Fieldworkers ManualDocument30 pagesMotorcycle Maintenence-Fieldworkers ManualUli Valdegru100% (2)
- Fse400-450 Parts Motor 05Document34 pagesFse400-450 Parts Motor 05Iñaki PerezNo ratings yet
- RH255, RH265 Service ManualDocument56 pagesRH255, RH265 Service ManualBurik8No ratings yet
- Yamaha FZS600 Fazer 1999 Parts CatalogueDocument49 pagesYamaha FZS600 Fazer 1999 Parts CatalogueAndr224No ratings yet
- General Engine D20DT PDFDocument135 pagesGeneral Engine D20DT PDFmanual100% (1)
- Maxter 125Document40 pagesMaxter 125David WilliamsNo ratings yet
- Compressors: Volume II, Issue 1 Naval Sea Systems Command March 1997Document14 pagesCompressors: Volume II, Issue 1 Naval Sea Systems Command March 1997Maria Gabriela BusteloNo ratings yet
- 200aetl 2000Document0 pages200aetl 2000Ray Cepeda MenaNo ratings yet
- Despiece Motor Mono PDFDocument55 pagesDespiece Motor Mono PDFGabriel OyagaNo ratings yet
- X30045a PDFDocument236 pagesX30045a PDFANDRES HAVIT PEREZ GARZONNo ratings yet
- KOWA Diagnosis Sheet - Engine - 99127Document2 pagesKOWA Diagnosis Sheet - Engine - 99127Rahmat WiraNo ratings yet
- Spare Parts Catalogue: Bajaj Auto LimitedDocument88 pagesSpare Parts Catalogue: Bajaj Auto LimitedKirti KrushnaNo ratings yet
- Aquila Gv650 CatalogueDocument115 pagesAquila Gv650 Catalogueacsg01@cantv.netNo ratings yet
- Mil e 23457BDocument39 pagesMil e 23457BMarcelo Rueda MartínezNo ratings yet
- Training Report On Diesel EnginesDocument34 pagesTraining Report On Diesel EnginesAniket PrasadNo ratings yet