Professional Documents
Culture Documents
Senr3918 3208 in Frame Overhaul
Senr3918 3208 in Frame Overhaul
Uploaded by
mohamed ghoneemOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Senr3918 3208 in Frame Overhaul
Senr3918 3208 in Frame Overhaul
Uploaded by
mohamed ghoneemCopyright:
Available Formats
4993 SENR3918_nh 3/30/06 12:21 PM Page 1
SENR3918-02
June 2004
3208NA & 3208T Truck Engines
Initial Disassembly and Inspection Disassembly of Right Side
Note: EXTRA ATTENTION should be given to cleanliness, as
In-Frame v
Steps Procedures
built in dirt is a major cause of failure following rebuild.
46 Disconnect heater hoses.
Steps Procedures v
Overhaul Procedure
47 Remove air compressor or vacuum pump, if necessary.
9 Steam clean engine.
48 Repeat Steps 35-45 to disassemble right side.
10 Disconnect batteries.
49 Turn crankshaft until two pistons are at bottom center. Remove
New and Remanufactured Caterpillar Parts and 11 Drain oil. connecting rod caps. Inspect bearings. Visually inspect
Components Needed for Overhaul 12 Drain coolant. connecting rod journals for damage or wear.
Note: If crankshaft is damaged, stop here! The engine must be
Qty. Parts and Components 13 Remove drive belts.
removed from the vehicle.
14 If necessary, remove fan drive and alternator. NOTICE
2 Water Temperature Regulators
8 Rod Bearings 15 Remove temperature regulator housing. Remove temperature During removal, guide connecting rod over crankshaft journal to
4 Main Bearings Engine Design regulators. prevent damage to the journal s surface .
1 Main Thrust Bearing 16 Remove air cleaner assembly/air inlet piping.
Displacement 10.4 L (636 cubic inch) Q – 50 Remove piston and rod assemblies. Install connecting rod caps
1 Preventive Maintenance Kit
17 Remove accelerator linkage mounting bracket. on rods from which they are removed.
8 Piston Ring Groups Bore 114 mm (4.5 inch)
New 16 Piston Pin Retainers 18 Remove fuel injection lines. Install 5F-2807 Caps or 2F-2990 Q – 51 Use 1P-3537 Dial Bore Gauge Group to measure cylinder bores
Stroke 127 mm (5.0 inch)
Piston Body Assembly (as needed) Plugs on all openings. at the Middle and Bottom of piston ring travel. Record the
Piston Pin (as needed) Number of Cylinders 8 readings in the following chart.
Gasket and Seals Necessary to Complete 19 Remove turbocharger air inlet elbow (if equipped).
Cylinder Arrangement 90”V*
Overhaul 20 Remove air inlet manifold.
Firing Order (Injection Sequence) 1, 2, 7, 3, 4, 5, 6, 8 Bore Measurements
8 Connecting Rods 21 Disconnect exhaust piping from turbocharger (if equipped).
Remanufactured 2 Cylinder Heads Direction of Rotation Counterclockwise Remove turbocharger (if equipped). Remove turbocharger Left Side (Middle) Right Side (Middle)
8 DI Fuel Nozzles (Viewed from Flywheel End)
mounting bracket (if equipped). 0” 90” 0” 90”
Remanufactured 1 Turbocharger *No. 1 Cylinder is Opposite Flywheel End, Right Front No. 2 = No. 1 =
Components 1 Water Pump Turbocharger
Available (if needed) No. 4 = No. 3 =
Q – 22 Inspect turbocharger for oil leaks.
No. 6 = No. 5 =
Tools Required Q – 23 Inspect turbine and compressor wheels for damage.
No. 8 = No. 7 =
Q – 24 Turn turbine and compressor wheel by hand. The assembly
Qty Part No. Description Qty Part No. Description should turn freely without rubbing or binding.
General Shop Tools 1 1P-5574 Brush, 126.5 mm Q – 25 Inspect the turbine wheel and compressor wheel for contact with Bore Measurements
(5.0 inch) (part of the turbocharger housing. There should not be any visible signs of Left Side (Bottom) Right Side (Bottom)
1P-5580 Brush Gp) contact between the turbine wheel or compressor wheel and
turbocharger housing. 0” 90” 0” 90”
Inspection Light with 1 5P-3519 Piston Ring Groove No. 2 = No. 1 =
flexible end Gauge Q – 26 If necessary, use 8S-2328 Dial Indicator Group to measure shaft
Fluorescent Tube 1 8S-2328 Dial Indicator Gp end play and compare against specification. No. 4 = No. 3 =
Shop Light If inspection of the turbocharger reveals unit needs servicing No. 6 = No. 5 =
Electric Angle Grinder 1 2P-5518 Bearing Tool and/or the turbocharger is to be covered by the OPT
No. 8 = No. 7 =
Note: This engine is used in various applications. It may be program, replace with Caterpillar Remanufactured Product.
1 New 3m Pad 1 8S-5131 Adapter
necessary to perform some operations in a different
Electric Drill 1 175-7546 Filter Cutter Tool sequence, or remove some components not listed.
Lower End Inspection Q – 52 Compare measurements against cylinder block Specifications and
1 Flex-Hone, GBD 1 2P-8250 Strap Wrench 27 Remove oil filters. If necessary, use 2P-8250 Filter Strap Wrench. Tolerances in "Reconditioning Procedures" section of Service
114.3 mm (4.50 inch) Manual.
240 grit or equivalent Q – 28 Cut open oil filters to examine for foreign material contamination,
filter damage, plugging, etc. Use 175-7546 Filter Cutter Tool. Note: If inspections reveal that cylinder block is within
specifications, continue disassembly and inspection
1 Piston Ring Groove 1 5P-0144 Fuel Line Socket
Cleaner If the vehicle is on stands or blocks, it may be dislodged during the Q – 29 Remove oil pan and examine for foreign material contamination. procedure.
overhaul procedure. Injury to personnel and/or equipment may result. Make 30 Remove suction bell. Note: If inspections reveal that cylinder block is not within
2P-2506 Thread Lubricant 16 2F-2990 Fuel Line Plugs sure vehicle is properly secured before starting the overhaul procedure. specifications, begin the appropriate in or out-of-frame
31 Remove oil pump relief valve. salvaging operation.
5P-3931 Anti-seize Compound 8 5P-2807 Fuel Line Caps
32 Number all main bearing caps, rods and rod caps if necessary. 53 Repeat Steps 49-53 to remove remaining piston and rod
6V-4876 Molykote Lubricant 1 1P-0540 Flow Checking Tool Q – Denotes Critical Check Step
Gp Note: If NO foreign material contamination was found in Steps 28 assemblies.
8T-2998 Camshaft Lubricant 1 6V-4979 Carbon Seal
Review Maintenance/Repair History and/or 29, proceed to Step 34. Rod bearings will be inspected at 54 Use 5F-9059 Ring Expander to remove the rings from the pistons.
step 49.
Installation Tool Steps Procedures v Q – 33 Rotate crankshaft until two rod journals are at their lowest
55 Disassemble piston and rod assemblies.
1 5P-3524 Piston Ring 1 6V-7860 Water Sleeve 1 Prior to the physical inspection of the engine, Service position. Remove the two rod caps. Inspect bearings. Visually Q – 56 Remove valve lifters. Put identification marks on the lifters as to
Compressor Removal Tool Gp Management should review vehicle operation, maintenance, and inspect connecting rod journals for damage or unusual wear. their location in the engine.
repair records to establish background knowledge pertinent to Reinstall rod caps. Repeat this procedure until all rod journals and
1 5F-9059 Piston Ring Expander 1 1P-3537 Dial Bore Gauge Gp
engine condition. rod bearings have been inspected. Component Inspection
2 138-7575 Link Brackets 1 8S-2269 Ridge Reamer
Note: If crankshaft is not damaged, proceed to Step 34. If
Vehicle Inspection Q – 57 Clean all gasket areas on block and remove components. Be sure
Literature References crankshaft is damaged, stop here! The engine must be removed
from the vehicle.
all loose carbon is removed from cylinders.
2 Check all engine fluid levels for correct fill and condition. Q – 58 Clean gasket and seal surfaces of cylinder block.
The following references are additional sources of technical information. If any salvaging operations (boring, sleeving, or machining of the
Also consult SEBF8029, "Guideline for Reusable Parts Index" and other 3 Inspect engine (visually) for loose or damaged fasteners, wire, cylinder block and/or crankshaft is required in or out-of-frame,
service publications for the most current information and references. clamps, etc.; any leaks of oil, fuel, or coolant; condition of V-belts, replacement with the appropriate Caterpillar Remanufactured Cylinder Block
hoses, lines, air inlet/exhaust connections, batteries/battery Product is required to obtain OPT Program coverage. See OPT
Form No. Title Q – 59 Inspect gasket and s eal surfaces of cylinder block for wear and
cables. Program Administrative Guidebook. erosion.
Service Manual
SEBR0506 3208 Truck Engine (40S1-Up)
4 Check for any other physical damage to engine or surrounding
components that may indicate possible problems. Disassembly of Left Side Q – 60 Inspect cylinder bores and top surfaces for cracks.
34 Remove fuel filter base. Q – 61 Inspect cylinder bores and water jacket sides of cylinder bores for
SEBR0514 3208 Truck Engine (32Y1-Up, 51Z1-Up) Operational Evaluation excessive pitting. (Use an inspection light with a flexible end to
SEBR0541 3208 Truck Engine (2Z1-Up) 35 Remove exhaust manifold. inspect through water passages in top of block).
5 Start engine and bring all systems to normal operating
Reusability Guidelines 36 Remove valve cover. Q – 62 Inspect cylinder block for pitting.
temperature. Check the exhaust smoke color and quantity. Also
SEBF8009 Main and Connecting Rod Bearings check the engine for any unusual noises, and excessive Note: On later engines, the fuel injection nozzles must be
removed before the rocker shaft can be removed. Q – 63 Check cylinder block top surfaces for flatness (refer to
SEBF8018 Turbochargers – Visual Inspection crankcase blowby. specifications).
Q – 37 Remove rocker shaft and pushrods. Put identification on all parts
6 Note engine s oil pressure. Pressure should be 380 to 550 kPa Q – 64 Inspect camshaft lobes for excessive wear or spalling.
SEBF8041 Crankshaft Measurement as to their location in the engine.
(50 to 80 psi) at rated rpm oil temperature 90 – 6”C (200 – 10”F).
SEBF8043 Visual Inspection of Crankshafts 38 Disconnect fuel injection nozzles from fuel line adapters. Use 2F- Q – 65 Inspect valve lifter bores for cracks and general condition.
Note: In the absence of a Factory Governor Seal, check and
SEBF8067 Slipper Followers and Camshaft Roller Followers verify the governor settings [fuel setting(s)], and set point 2990 Plugs or 5F-2807 Caps on all openings. Note: If any other reconditioning (machining) of the cylinder block
RPM in accordance with the engine data plate or 39 Remove fuel injection nozzles and adapters from cylinder head. and/or crankshaft is required, then instead, replace with the
SEBF8049 Pistons appropriate Caterpillar Remanufactured Product in order to
appropriate "OT" microfiche. ENGINE MUST MEET
SEBF8051 Piston Pins and Retaining Rings 40 Remove clamp from water sleeve. obtain OPT Program coverage. See OPT Program
FACTORY APPROVED SETTINGS IN ORDER TO
QUALIFY FOR THE OPT PROGRAM. 41 Remove water sleeve from cylinder head. Administrative Guide Book.
SEBF8076 Specifications to Salvage Cylinder Block and Cylinder Head
Contact Surfaces Water Pump
(a) Metal water sleeve – use 6V-7860 Water Sleeve Removal Tool
Group to push metal sleeve from cylinder head into timing gear
Cylinder Bore Reconditioning
Special Publications cover. Q Note: The bore size and/or condition is the determining factor as
Q–7 Inspect water pump. A small amount of coolant leakage across to the type of honing required.
SEBD0509 Successful Engine Service – 3208 Engines the seal face is normal and necessary to provide lubrication. A (b) Plaster water sleeve – use a screwdriver or chisel to break and
remove the plastic sleeve from the cylinder head and timing gear - When honing cylinder blocks, maintain the specific
SEBV0544 Engine Bearings small amount of intermittent leakage (dampness) is not an
cover. dimensional surface finish and crosshatch tolerances. The
indication of seal failure. A seal problem is indicated when there is
proper crosshatch angle gives the best mixture of wear
SEBV0548 Crankshafts a continuous and prolonged trickle that causes puddling under the 42 Install 138-7575 Link Brackets on cylinder head. Remove cylinder
resistance and oil control.
truck when it is parked. head. The approximate weight of cylinder head is 54kg (120 lb).
SEBD0518 Know Your Cooling System - If the cylinder bore is out-of-round, has excessive taper,
Special Instruction
IF INSPECTION OF THE WATER PUMP REVEALS UNIT
NEEDS SERVICING AND/OR THE WATER PUMP IS TO BE
Block Inspection excessive vertical scratching or bore polish, use a Rigid
Bar Hone to restore the finish size and finish hone
SMHS7638 Installation of 9N-6275 Cylinder Sleeve COVERED BY THE OPT PROGRAM, REPLACE WITH Q – 43 If necessary, use 8S-2269 Ridge Reamer to remove carbon from crosshatch. Refer to Service Manual "Reconditioning
CATERPILLAR REMANUFACTURED PRODUCT. top of cylinder bores. Procedures" section for honing information.
- Cylinder bores that are round with a normal wear pattern
8 Stop the engine after the operational test. Q – 44 Use 1P-3537 Dial Bore Gauge Group to measure wear of cylinder can be reconditioned with the use of a Flex-Hone.
bores at the TOP of piston ring travel. Record the readings in the
Normally, these bores have very little, if any, damage and
V-Belt Tension Chart following chart.
basically only need a new crosshatch pattern. Refer to
Belt Tension Service Manual "Reconditioning Procedures" section for
Width Top of Belt Tension "Used" Bore Measurements honing information.
Belt Width Belt Top "Initial" Borroughs Gauge Numbers
Pulley Groove Left Side (Top) Right Side (Top) - Begin the appropriate honing operation.
Size Gauge Reading Gauge Reading
Q – 66 If appropriate, recondition the cylinder bores using the following
0” 90” 0” 90”
mm inch mm inch N lb N lb Old Gauge No. New Gauge No. procedure for a Flex-Hone.
No. 2 = No. 1 =
3/8 10.72 0.422 9.65 0.380 445 – 22 100 – 5 400 – 22 90 – 5 BT-33-73F BT-33-95 NOTICE
1/2 13.89 0.547 12.70 0.500 534 – 22 120 – 5 400 – 44 90 – 10 BT-33-96-4-16 BT-33-95 No. 4 = No. 3 = Put tape, paper or cardboard strips around crankshaft journals to
No. 6 = No. 5 = keep the grit and oil away from the main bearings. Put plastic
5V 15.88 0.625 15.24 0.600 534 – 22 120 – 5 400 – 44 90 – 10 BT-33-72-4-15 BT-33-72C plugs in the cranks haft lubrication holes and use a brake
No. 8 = No. 7 = rotochamber boot in the bottom of the cylinder bore to keep the
11/16 17.48 0.688 15.88 0.625 534 – 22 120 – 5 400 – 44 90 – 10 BT-33-72-4-15 BT-33-72C
grit from the crankshaft.
3/4 19.05 0.750 17.53 0.690 534 – 22 120 – 5 400 – 44 90 – 10 BT-33-72-4-15 BT-33-72C Q – 45 Compare measurements against cylinder block Specifications and
Q Note: Use of a flexible shaft hone is permissible only if the bore is
15/16 23.83 0.938 22.30 0.878 534 – 22 120 – 5 400 – 44 90 – 10 BT-33-72-4-15 BT-33-72C Tolerances in reconditioning Procedures section of Service within specifications and the surface area of the bore
Manual. polish is under 25% (75% of the original crosshatch
8K 27.92 1.099 600 – 22 180 – 5 489 – 44 110 – 10 BT-33-109
Note: If inspections reveal that cylinder block is within exists). A fluorescent tube-type stop light is preferred for
MEASURE TENSION OF BELT FARTHEST FROM THE ENGINE. specifications, continue disassembly and inspection cylinder bore inspection.
*"Initial" belt tension is for a new belt. procedure.
*"Used" belt tension is for a belt that has more than 30 minutes of operation at rated speed of engine. Note: If inspections reveal that cylinder block is not within
specifications, begin the appropriate in or out-of-frame
salvaging operation.
4993 SENR3918_nh 3/30/06 12:21 PM Page 2
Steps Procedures v Steps Procedures v Inlet Manifold
Q – 86 Remove No. 1, 3 and 5 main bearing caps. Use 8S-5131 Q–6 Lubricate piston rings and cylinder walls with clean engine oil.
Adapter to remove main bearing cap bolts for No. 1 main bearing. 7 Use 5P-3524 Ring Compressor to compress piston rings.
Q – 87 Remove No. 1, 3 and 5 bearings. Inspect bearings, crankshaft Q NOTICE
journals, and bearing bores for damage. Take care to prevent damaging connecting rod bearing journals
Note: If crankshaft or block is damaged, stop here! The engine with connecting rod bolts. Make sure connecting rod bearing
must be removed from the vehicle. bores and bearing journals are clean and rod caps and bearings
Q – 88 Clean No. 1, 3 and 5 main bearing journals and caps. are installed on the correct connecting rods.
Q – 89 Put clean SAE 30 engine oil on crankshaft journals and journal Note: Install connecting rod in the piston with the boss on the
surface of bearings only. small end of the connecting rod on the same side as the hole
(crater) in the top of the piston. Next, put the piston in the
Q – 90 Install upper main bearings (bearings with oil hole) in the cylinder
cylinder block with the hole (crater) toward the center of the
block. Steps Procedures v
engine.
Bore's crosshatch pattern Q – 31 Install air inlet manifold.
Q – 91 Install lower bearing in main bearing caps. Put clean engine oil on piston assembly and bearings. Ring gaps
(a) Tighten bolts 3 and 4 to 20 – 7 N•m (15 – 5 lb ft).
Steps Procedures v Q – 92 Put 2P-2506 Thread Lubricant on bolt prior to assembly. must be 120” apart.
(b) Tighten bolts 1 thru 8 in a numerical sequence to 43 – 7 N•m
Q (a) For bores that are round with a normal wear pattern, use a Q – 93 Install No. 1, 3 and 5 main bearing caps in their correct position. Q–8 Oil only journal surface of connecting rod bearings. Install cap (32 – 5 lb ft).
Flex-Hone, GBD 114.3 mm (4.5 inch), 240 grit or equivalent. Use 8S-5131 Adapter to install main bearing cap bolts for No. 1 and nuts. Torque turn rod nuts (see the following procedure).
Note: Do not use the Flex-Hone dry. Use engine oil for lubrication main bearing. 32 Install turbocharger air inlet elbow, if equipped.
Q Note: Make sure the numbers on the caps and connecting rods are the
of the Flex-Hone and cylinder bore. Q – 94 Using the correct procedure, tighten remaining bearing bolts. same and on the same side. Q NOTICE
Q Note: During the honing and cylinder wall cleaning operations, During installation of the fuel line adapters and fuel lines, do not
protect crankshaft journals and main bearings from damage Q – 95 Check crankshaft for free rotation. Use 8S-2328 Dial Test Connecting Rod let paint chips or any other foreign material enter the fuel passage.
and/or contamination. Indicator Group to check crankshaft end play 0.08 to 0.25 mm
(0.003 to 0.010 inch). Q – 33 Install fuel injection lines. Use the 5P-0144 Socket and torque
Q (b) Turn the Flex-Hone between 350 and 500 rpm. A 13 mm (1/2 nuts to 41 – 7 N•m (30 – 5 lb ft).
inch) electric drill will turn the Flex-Hone best.
Vibration Damper Q – 34 Adjust valves according to the following procedure.
Q (c) If the Flex-Hone is not worn, use it for approximately 30
seconds. (A worn Flex-Hone will not cut deep enough, and the Q – 96 If a damaged or failed vibration damper is suspected, inspect the
surface can still be shiny or too smooth). While the Flex-Hone marks on the hub and ring. If the marks are not in alignment, Valve Clearance
install a new vibration damper. Torque-Turn Tighten Method
turns, move it up and down the bore at a rate of approximately 30 Exhaust 0.61 to 0.77 mm (0.024 to 0.030 inch)
strokes per minute (1 second up and 1 second down). This rate (a) Put SAE 30 oil on the bolt threads and seating faces of caps and nuts.
can be changed, if necessary, to give the correct angle (150 – 10”) Valve Covers (b) Tighten both nuts to 41 – 7 N•m (30 – 5 lb ft). Intake 0.35 to 0.51 mm (0.024 to 0.030 inch)
crosshatch pattern. A crosshatch pattern of this angle gives the Q – 97 Inspect valve covers for cracks. (c) Put a mark on each nut and cap.
best mixture of wear resistance and oil control. (d) Tighten each nut (from mark) 60 – 5”.
(d) If the slope of the crosshatch pattern is much less (steeper) Rocker Arm Assemblies and Pushrods Q–9 Repeat Steps 4-8 to install other piston and rod assembly.
than 150”, decrease th e number of strokes per minute or increase
the rpm of the drill. Q–9 Inspect ends of pushrods for damage. Roll pushrods on a surface 10 Repeat Steps 3-9 to install remaining piston and rod assemblies.
(e) If the slope of the crosshatch pattern is top flat (much more plate to check straightness.
Q – 11 Check crankshaft for free rotation.
than 150”), increase the number of strokes per minute or decrease Q – 99 Inspect rocker arm bushings for wear.
12 Install oil pump relief valve and oil suction bell.
the speed of the drill.
Q – 100 Inspect rocker arm shafts for wear and damage.
13 Put 8T-2998 Camshaft Lubricant on the camshaft lobes, lifter
Cylinder Bore Cleaning Q – 101 Inspect rocker arm shaft brackets for cracks and damage. bores, and contract surfaces and sides of lifters. Install valve
lifters in their original positions in the cylinder block.
Q Note: After honing, CLEANING IS VERY IMPORTANT. Valve Lifters
Incomplete cleaning can result in piston seizure or rapid
wear and scratching of cylinder bores, pistons, and rings. 102 Roller Type
Assembly of Left Side (a). Turn the crankshaft COUNTERCLOCKWISE (as seen from rear of engine)
until No. 1 piston is at top center on the com pression stroke. The TDC-1 mark on
Q – 67 Only thorough rotary brushing with a strong detergent and water 14 Remove water sleeve from timing gear cover. the damper assembly will be in alignment with the timing pointer. Make an
Q (a) Inspect valve lifters for loose pins.
solution will satisfactorily remove abrasive honing particles. adjustment to the valves for No. 1 and No. 2 cylinders.*
Q (b) Inspect roller for more than normal movement. Inspect roller Q – 15 Clean metal water sleeve and mating holes in timing gear cover.
Washing with diesel fuel or other petroleum -based solvents (b). Turn the crankshaft 180” COUNTERCLOCKWISE (as seen from rear of
for surface damage such as pitting, corrosion, or spalling. (DO NOT reuse plastic waters sleeves.)
WILL NOT remove the abrasive material. engine). The VS mark on the damper assembly will be in alignment with the
Q (c) Inspect valve lifter guide springs. 16 Install O-ring seals on water sleeve. Lubricate O-ring seals with timing pointer. Make an adjustment to the valves for No. 3 and No. 7 cylinders.*
Q – 68 Use the following procedure to clean the cylinder bores.
103 Slipper Type clean engine oil. (c). Turn the crankshaft 180” COUNTERCLOCKWISE (as seen from rear of
(a) Prepare a solution of Wisk or similar liquid detergent. Mix 0.5 L
(0.5 quart) of detergent to 11.8 L (3 gallons ) of warm water. 17 Install water sleeve in the timing gear cover. engine). The TDC-1 mark on the damper assembly will be in alignment with the
Q (a) Inspect contact surface of valve lifters. The contact surface of
(b) Using a 1P-5574 Brush and the liquid detergent/warm water a new lifter is convex (higher at the center). timing pointer. Make an adjustment to the valves for No. 4 and No. 5 cylinders.*
solution, clean the cylinder bores. Stroke each bore for one Q (b) Inspect contact surface of valve lifters for concave (lower at
Cylinder Head (d). Turn the crankshaft 180” COUNTERCLOCKWISE (as seen from rear of
minute while rotating the brush at 1000 rpm. Use a generous the center) wear and/or rough edges. engine). The VS mark on the damper assembly will be in alignment with the
Q – 18 Install Caterpillar Remanufactured Cylinder Head. timing pointer. Make an adjustment to the valves for No. 6 and No. 8 cylinders.*
amount of detergent/water solution.
Q (c) Inspect contact surface of valve lifters for wear that is not
(c) Rinse bores thoroughly with clean water, while using the Q – 19 Tighten bolts according to the Head Bolt Chart. *After each adjustment, torque nut to 33 – 7 N•m (24 – 5 lb ft).
rotating brush. Dry thoroughly. To be sure bores are clean, check circumferential (circles of wear). This is an indication that
rotation of the lifter in its bore has not been constant.
with a white lint-free cloth. If this becomes gray or dark, clean the Valve Cover
bore again.
(d) After the bore has been cleaned, carefully remove the tape,
Oil Pan
paper or cardboard strips from the crankshaft journals. Wash Q – 104 Inspect for cracks, drain plug threads for damage, and pan rails
these areas thoroughly with soap and water and dry thoroughly. for flatness. Install gasket on oil pan.
(e) To be sure bores are clean, check with a white lint-free cloth.
After the crankshaft is clean, remove the plastic plugs from the Lubrication Lines
lubrication holes.
(f) Immediately apply a thin coat of clean engine oil to the cylinder Q – 105 Inspect oil suction bell assembly for cracks and damage.
bore and crankshaft to prevent rusting.
Oil Pump Relief Valve
Q – 69 Clean oil pan gasket area on block.
Q – 106 Inspect plunger for damage on seat face and heavy scuffing.
Q – 70 Clean crankcase area of block.
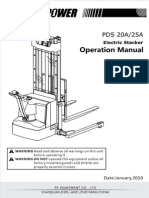
Q – 107 Inspect guide for heavy scuffing. Valve cover s torque sequence
Q – 71 Clean all removed components.
Q – 108 If necessary, test bypass valve spring with valve spring tester.
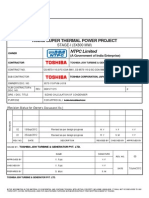
Main Bearing Inspection and Replacement Compare to specifications. Head Bolt Chart Q – 35 Install valve covers. Tighten all bolts in a numerical sequence to
Tightening Procedure Torque 17 – 3 N•m (13 – 2 lb ft).
Q – 72 Note: Put identification numbers on main bearing caps if existing
numbers cannot be seen. Identification numbers are
Fuel Injection Lines Step 1. Tighten bolts 1 thru 18 in a 150 – 13 N•m 36 Install air compressor or vacuum pump, if necessary.
necessary for correct installation of bearing caps. Q – 109 Inspect fuel lines for excessive wear, cracks, or corrosion, numerical sequence to: (110 – 10 lb ft) 37 Connect heater hoses.
73 Remove No. 2 and 4 main bearing caps. especially where the clamps secure the fuel lines.
Step 2. Loosen bolts 1 thru 18 until the 38 Install accelerator linkage mounting bracket.
Q Note: If the crankshaft is turned in the wrong direction, the tab of Q – 110 Inspect sealing faces at both ends of fuel lines for cracks or nicks. washers can be turned freely.
the bearing will be pushed between the crankshaft and 39 Install oil pan.
Q – 111 Inspect fuel line nuts for cracks and thread damage. Step 3. Tighten bolts 1 thru 18 in a 81 – 13 N•m
cylinder block. This can cause damage to either or both. 40 Install new oil pan and fuel filters.
numerical sequence to: (60 – 10 lb ft)
74 If necessary, use 2P-5518 Bearing Tool to remove upper main Q – 112 Inspect chamfer on fuel line adapters for nicks or cracks.
Q – 41 Pressure lubricate engine according to following procedure.
bearings. Step 4. Tighten bolts 1 thru 18 in a 150 – 7 N•m
Fuel Injection Nozzles numerical sequence to: (110 – 5 lb ft)
Procedure For Pressure Lubrication
Q – 75 Inspect bearings and main bearing journals for profile condition
and/or debris damage. Q – 113 Install Caterpillar Remanufactured Fuel Injection Nozzles. Step 5. Tighten bolts 1 thru 18 in a 163 – 7 N•m (a) Clean the tank of the 1P-0540 Flow Checking Tool Group thoroughly, and
numerical sequence to: (120 – 5 lb ft)
set the pressure regulator to 240 – 35 kPa (35 – 5 psi).
Q – 76 Inspect bearing bores in the cylinder block and caps for damage. Inlet Manifold Step 6. Tighten bolts 19 thru 22 in a 43 – 7 N•m
Q – 77 Inspect thrust surfaces of crankshaft and cylinder block (No. 4 numerical sequence to: (32 – 5 lb ft)
main bearing). Q – 114 Inspect cylinder head mounting and air cleaner mounting flanges
for cracks.
Note: If crankshaft or block is damaged, stop here! The engine 20 Push water sleeve into cylinder head with 6V-7860 Water Sleeve Air pressure should not be more than 345 kPa (50 psi) at any time.
must be removed from the vehicle. Q – 115 Inspect all threaded holes for damage. Removal Tool Group. Install clamp.
Q – 78 Clean No. 2 and 4 main bearing journals and caps. (b) Put engine oil in tank. Use a minimum of 30% of the engine oil capacity. For
Exhaust Manifold Q NOTICE some engines it will be necessary to fill the tank several times to get the
Q – 79 Put clean SAE 30 engine oil on crankshaft journals and journal During installation of fuel line adapters and fuel lines, do not let correct amount of oil in the engine.
surface of bearings only. Q – 116 Inspect exhaust manifold for cracks and excessive erosion. There paint chips or any other foreign material enter the fuel passage. (c) Connect the tooling to the main oil passage of the engine.
should be no erosion on the gasket surfaces.
Q – 80 If necessary, use 2P-5518 Bearing Tool to install No. 2 upper 21 Install new O-ring seals on fuel line adapters. Install fuel line (d) Add air pressure to tank, with regulator set at 240 – 35 kPa (35 – 5 psi).
main bearing (bearing with oil hole) in the cylinder block. Piston Pins adapters in cylinder head. Although tank does have a hand pump, it is difficult to get enough air
Q – 81 If necessary, use 2P-5518 Bearing Tool to install upper main Q Note: On later engines, the fuel injection nozzles must be pressure to do job with hand pump. Use of shop air is recommended.
thrust bearing (bearing with oil hole) in No. 4 main bearing web. Q – 117 Inspect piston pin according to Reusability Guide, SEBF8051. installed after the rocker shaft. (e) Let the engine oil flow into the oil passage under pressure.
Q – 82 Install lower bearings in caps (thrust bearing in No. 4 cap). Piston Pin Retainers Q – 22 Install Caterpillar Remanufactured Fuel Injection Nozzles. (f) Fill the crankcase with the correct oil. The amount of oil used in the pressure
lubrication procedure must be subtracted from the recommended refill
Q – 83 Put 2P-2506 Thread Lubricant on bolt threads prior to assembly. Q – 23 Torque fuel line nuts to 41 – 7 N•m (30 – 5 lb ft).
Q – 118 Replace with new. capacity in the Lubrication and Maintenance Guide. If engine is not going to
Q – 84 Install No. 2 and 4 main bearing caps in the correct position. 24 Install pushrods and rocker shaft. Torque bolts to 25 – 6 N•m (18 be used for a long time, do the above procedure again before first starting.
Q – 85 Torque-turn main bearing bolts (see following procedure).
Pistons – 4 lb ft).
42 Install coolant. DO NOT REUSE coolant contaminated with oil,
25 Install exhaust manifold. Apply 5P-3931 Anti-Seize Compound dirt, etc.
Q – 119 Clean piston ring grooves with a Piston Ring Groove Cleaner.
Note: Be sure main bearing caps are installed so the numbers on bearing on bolt threads. Torque bolts to 47 – 9 N•m (35 – 6 lb ft).
Q – 120 Inspect and clean pistons. Refer to Reusability Guide, SEBF8049. 43 Install drive belts and adjust belt tension (refer to V-Belt Tension
caps are next to, and the same as, the numbers on the cylinder block. Assembly of Right Side Chart).
Main Bearing Connecting Rods 44 Connect wires to alternator. Make sure that ground wire for
26 Repeat Steps 14-25 to assemble the right side. alternator is attached to engine block or truck frame. DO NOT
Q – 121 Replace with Caterpillar Remanufactured Connecting Rods . ground alternator to engine components or brackets.
Final Assembly
Assembly 45 Connect batteries.
27 Install turbocharger mounting bracket if equipped.
Q Note: All parts must be inspected again for cleanliness at the time 46 Loosen fuel line nuts. Prime fuel system with hand priming pump
of final assembly. 28 Fill turbocharger oil inlet hole with SAE 30 oil. Spin the shaft to to purge air from fuel lines. Tighten fuel line nuts to 41 – 7 N•m (30
ensure free rotation. – 5 lb ft).
Q–1 Make sure cylinder block bolt holes are free of debris.
29 Install original or Remanufactured Turbocharger, if equipped.
Torque-Turn Tighten Method
Q Note: Put the piston on the rod with the crater on the same side as
the boss on the connecting rod. Apply 9S-3263 Thread Lock Compound to the threads of the Test After Repair
bolts. Install turbocharger on mounting bracket and torque to 80 – Q – 47 Crank engine until oil pressure is observed.
Q–2 Assemble piston and rod assemblies (use new Piston Pin
(a) Put engine oil on the threads of the bolts. 15 N•m (60 – 11 lb ft).
Retainers). Q – 48 Start engine. Inspect engine for any incorrect engine operations.
(b) Tighten tab end bolts to 40 – 4 N•m (30 – 3 lb ft). 30 Connect exhaust piping for turbocharger, if equipped. Stop engine.
3 Turn crankshaft until two journals of the crankshaft are at bottom.
(c) Tighten opposite end bolts to 40 – 4 N•m (30 – 3 lb ft).
Q–4 Use 5F-9059 Piston Ring Expander to install oil ring. The gap in the 49 Install air cleaner/air inlet piping.
(d) Put a mark on each bolt and cap as shown. ring must be approximately 180” from the oil ring spring connection. Q – 50 Start engine. Check and adjust systems.
(e) Tighten the opposite end bolts from mark 120” – 5”.
Q–5 Use 5F-9059 Piston Ring Expander to install compression ring to Q – 51 Chassis dyno and/or road test.
(f) Tighten the tab end bolts from mark 120” – 5”.
piston. Side of ring having identification "TOP" must be toward top
of piston. Gaps in rings must be at least 120” apart on piston. Q – 52 Complete required OPT Program forms.
'2004 Caterpillar Inc.
All Rights Reserved Printed in U.S.A.
You might also like
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- Chapter 15-Basics of Electrical Systems: True/FalseDocument190 pagesChapter 15-Basics of Electrical Systems: True/FalsewesamNo ratings yet
- Written Quiz SITHCCC006Document15 pagesWritten Quiz SITHCCC006ajay67% (3)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Volvo Penta - Diagrama de Montagem - DPH PDFDocument1 pageVolvo Penta - Diagrama de Montagem - DPH PDFJorge Lopes100% (1)
- Instructions For Use of Cat Coolant Conditioner For Aluminum ComponentsDocument4 pagesInstructions For Use of Cat Coolant Conditioner For Aluminum Componentsmohamed ghoneemNo ratings yet
- Close Coupled Vertical In-Line Pumps: Series 4360 & 4380Document4 pagesClose Coupled Vertical In-Line Pumps: Series 4360 & 4380jrodNo ratings yet
- Seat Manual Leon FR 2008 BWADocument41 pagesSeat Manual Leon FR 2008 BWAjoseinesoficialNo ratings yet
- TTCF C FormsDocument46 pagesTTCF C FormsJordan AntoineNo ratings yet
- 6 Phase 1: Front ViewDocument1 page6 Phase 1: Front ViewMAXWELL ERIPONNo ratings yet
- Quick Setup Guide SVM EngDocument1 pageQuick Setup Guide SVM EngDragan CvetkovicNo ratings yet
- 1 1-Layout2Document1 page1 1-Layout2Bien VoNo ratings yet
- A Bru140032 140513 TSC/RP Tsc/Va: 4812315771-Reva-Ver1 PDFDocument16 pagesA Bru140032 140513 TSC/RP Tsc/Va: 4812315771-Reva-Ver1 PDFjunior Oliveira100% (1)
- Air Cleaner GPDocument2 pagesAir Cleaner GPhayaNo ratings yet
- Auto Dreno Séries Am PDFDocument1 pageAuto Dreno Séries Am PDFJoão BaffiniNo ratings yet
- Ir Filter TurboDocument2 pagesIr Filter TurboERIC ERICNo ratings yet
- Ir Filter TurboDocument2 pagesIr Filter TurbohayaNo ratings yet
- TK Pure 7b DiDocument23 pagesTK Pure 7b DiPeter ZambranoNo ratings yet
- Termohigrometro 2017 ULTIMO PDFDocument1 pageTermohigrometro 2017 ULTIMO PDFChirley Jazmin Bayona BautistaNo ratings yet
- Termohigrometro 2017 ULTIMODocument1 pageTermohigrometro 2017 ULTIMOChirley Jazmin Bayona BautistaNo ratings yet
- Deepborewell - Near Karuna Jyoti H - Kichto PanchayatDocument13 pagesDeepborewell - Near Karuna Jyoti H - Kichto PanchayatShubham SinghNo ratings yet
- WM 2 Inch Drain LineDocument2 pagesWM 2 Inch Drain LineMark Darrel AranasNo ratings yet
- UntitledDocument15 pagesUntitledSteve MarkzNo ratings yet
- Automatic Filling Flow Divider Fst883: Device For Multi-Lane Division of Filling FlowsDocument2 pagesAutomatic Filling Flow Divider Fst883: Device For Multi-Lane Division of Filling FlowsEunice RosarioNo ratings yet
- Arbonia Column RadiatorsDocument100 pagesArbonia Column RadiatorsMikhailNo ratings yet
- Ban Ve LapDocument1 pageBan Ve LapHoàng ViệtNo ratings yet
- Danfoss at A Glance 2017 - EN - 300dpiDocument1 pageDanfoss at A Glance 2017 - EN - 300dpiAvronNo ratings yet
- Jam003mqn400 409Document1 pageJam003mqn400 409Sebastian Davila hernandezNo ratings yet
- 4801 Port Me Performance TestDocument1 page4801 Port Me Performance TestSezgin GöksuNo ratings yet
- Airend Engine AsslyDocument2 pagesAirend Engine AsslyabhijitNo ratings yet
- Ad45B Underground Articulated Truck Hydraulic, Braking & Steering System SchematicDocument1 pageAd45B Underground Articulated Truck Hydraulic, Braking & Steering System SchematicAntonio Saraguro SotoNo ratings yet
- Guideline 4M Change MatrixDocument3 pagesGuideline 4M Change MatrixAman JasujaNo ratings yet
- Original Series PLASTIC Pumps: Simplify Your ProcessDocument27 pagesOriginal Series PLASTIC Pumps: Simplify Your ProcessDoni KurniawanNo ratings yet
- Nissan Almera N15 1995-2000 Manual TransaxleDocument66 pagesNissan Almera N15 1995-2000 Manual TransaxleSebastian AgudeloNo ratings yet
- Petra UMA Touch CSD Acer Aspire V5-531-V5-571-V5-431Document103 pagesPetra UMA Touch CSD Acer Aspire V5-531-V5-571-V5-431ady putraNo ratings yet
- Process Flow DiagramDocument1 pageProcess Flow DiagramNONAME20No ratings yet
- Relatii ElectrotehnicaDocument36 pagesRelatii ElectrotehnicaPirvu Ioan DanielNo ratings yet
- Original Series PLASTIC Pumps: Simplify Your ProcessDocument31 pagesOriginal Series PLASTIC Pumps: Simplify Your ProcessJuan Mac LeanNo ratings yet
- D6P00301G0Document4 pagesD6P00301G0Hieu NguyenNo ratings yet
- Engineering: Solar SurgeDocument92 pagesEngineering: Solar SurgeJavier Calfunao VarasNo ratings yet
- Renr 3964Document1 pageRenr 3964jgmanaure3105No ratings yet
- Chrysler Dodge 41TE A604 Transmission Rebuild Manual ATRADocument115 pagesChrysler Dodge 41TE A604 Transmission Rebuild Manual ATRARicardoVespasianoRamosCordeiroNo ratings yet
- Flow Control Exchange India Floorplan 2019Document1 pageFlow Control Exchange India Floorplan 2019Rawn BushNo ratings yet
- S001Document1 pageS001Yong Hui OngNo ratings yet
- 30 Hex 1018 MTCDocument1 page30 Hex 1018 MTCParvendar ratheeNo ratings yet
- Parts List: Air ConditionerDocument4 pagesParts List: Air ConditionerYoutube For EducationNo ratings yet
- Mitsubishi: Engine 4G9 Series (E-W)Document4 pagesMitsubishi: Engine 4G9 Series (E-W)Matheus RibeiroNo ratings yet
- Cema 576Document9 pagesCema 576Edwin MariacaNo ratings yet
- RM KR 8800 RMDocument109 pagesRM KR 8800 RMAlexis Alvarez PalomoNo ratings yet
- BJ Services TornadoDocument2 pagesBJ Services TornadoMauricio Oliveira da SilvaNo ratings yet
- Rexroth WE10 Directional Control ValvesDocument16 pagesRexroth WE10 Directional Control ValvesMarcelo KatoNo ratings yet
- FTA157 Piping Plan PosterDocument1 pageFTA157 Piping Plan PosterGloria HamiltonNo ratings yet
- V8 Cam Chain ReplaceDocument9 pagesV8 Cam Chain Replacejstdoma /No ratings yet
- HRSG DeaeratorDocument2 pagesHRSG DeaeratorTripoli2010No ratings yet
- 用于分析应用的真空设备手册Document72 pages用于分析应用的真空设备手册凡可 孟No ratings yet
- MY21 Lynx Brochure PAC enDocument29 pagesMY21 Lynx Brochure PAC enoriyyi61No ratings yet
- At-Dom24-58-At-Dom24 ManualDocument5 pagesAt-Dom24-58-At-Dom24 ManualJuanNo ratings yet
- Section 3 Hydraulic SystemDocument2 pagesSection 3 Hydraulic SystemTaha RdmanNo ratings yet
- 2 ME FD 31825.idw - SignedDocument1 page2 ME FD 31825.idw - SignedMilovan BalevicNo ratings yet
- Dell Inspiron N5010-AMDDocument95 pagesDell Inspiron N5010-AMDDeddy Suyanto100% (1)
- 8 - Belt DeffectDocument13 pages8 - Belt Deffectmohamed ghoneemNo ratings yet
- 7 - Gear DeffectDocument21 pages7 - Gear Deffectmohamed ghoneemNo ratings yet
- A. B. C. A. B. False: IncreaseDocument6 pagesA. B. C. A. B. False: Increasemohamed ghoneemNo ratings yet
- 9 - Electrical FaultDocument24 pages9 - Electrical Faultmohamed ghoneemNo ratings yet
- Unbalance: Section 3Document18 pagesUnbalance: Section 3mohamed ghoneemNo ratings yet
- Ilearninteractive: Installing and UsingDocument58 pagesIlearninteractive: Installing and Usingmohamed ghoneemNo ratings yet
- 2 - DiagnosticDocument7 pages2 - Diagnosticmohamed ghoneemNo ratings yet
- View All Callouts: Function Isolation ToolsDocument9 pagesView All Callouts: Function Isolation Toolsmohamed ghoneemNo ratings yet
- 1 - IntroductionDocument28 pages1 - Introductionmohamed ghoneemNo ratings yet
- Quickregister: Unzip and Run The ProgramDocument4 pagesQuickregister: Unzip and Run The Programmohamed ghoneemNo ratings yet
- Battary SizeDocument1 pageBattary Sizemohamed ghoneemNo ratings yet
- Cat Electronic Technician 2021B v1.0 Product Status ReportDocument6 pagesCat Electronic Technician 2021B v1.0 Product Status Reportmohamed ghoneemNo ratings yet
- Set Point EffectDocument3 pagesSet Point Effectmohamed ghoneemNo ratings yet
- COVID 19 Fitness Protocols V1Document3 pagesCOVID 19 Fitness Protocols V1mohamed ghoneemNo ratings yet
- NIPON STEEL Solution For Offshore Oil and GasDocument21 pagesNIPON STEEL Solution For Offshore Oil and GasCharwin XiaoNo ratings yet
- A&P Ch. 9 NotesDocument5 pagesA&P Ch. 9 Notesslefaveesu6orgNo ratings yet
- Geography Mock Test PopulationDocument8 pagesGeography Mock Test PopulationMain AccountNo ratings yet
- Apr 78Document147 pagesApr 78Quality AssuranceNo ratings yet
- 02-SOP of FD Fan.Document11 pages02-SOP of FD Fan.Mithun Singh Rajput100% (2)
- LyricsDocument6 pagesLyricsViernes, John Henilon C. - BSED FilipinoNo ratings yet
- Fatigue Stress in BoltsDocument26 pagesFatigue Stress in Boltsbiruk tolossaNo ratings yet
- Invisible InkDocument6 pagesInvisible InkMary Rose BaluranNo ratings yet
- Attachment Summary PPPDocument9 pagesAttachment Summary PPPdevesh chaudharyNo ratings yet
- The Role of EEG in The Diagnosis and Classification of The Epilepsy Syndromes (Part 1)Document66 pagesThe Role of EEG in The Diagnosis and Classification of The Epilepsy Syndromes (Part 1)Rosmery VillaNo ratings yet
- Lecture 4Document26 pagesLecture 4shahad mNo ratings yet
- Emax 2222Document85 pagesEmax 2222camNo ratings yet
- Homemade Parallettes: What Is A Parallette?Document58 pagesHomemade Parallettes: What Is A Parallette?Athos VianaNo ratings yet
- December 2012 Licensure Examination For Nurses (Pagadian City)Document55 pagesDecember 2012 Licensure Examination For Nurses (Pagadian City)jamieboyRNNo ratings yet
- Manual de Servicio ES12-25WADocument38 pagesManual de Servicio ES12-25WARonald PiedrahitaNo ratings yet
- Split Tensile Strength Using PolypropyleneDocument3 pagesSplit Tensile Strength Using PolypropyleneMark B. BarrogaNo ratings yet
- Sacral ChakraDocument8 pagesSacral ChakraEbyug AkhilNo ratings yet
- Code On Wages 2019 - NotesDocument3 pagesCode On Wages 2019 - NotesAnand ReddyNo ratings yet
- Life Processes - CBSE Class 10 BiologyDocument7 pagesLife Processes - CBSE Class 10 BiologyGurukul24x775% (8)
- Office of The Secretary: TransmissionDocument8 pagesOffice of The Secretary: TransmissionFranchise AlienNo ratings yet
- Chapter 9 Chemical Kinetics Question BankDocument4 pagesChapter 9 Chemical Kinetics Question Bankmymegaacc111No ratings yet
- Aquabest FranchisingDocument15 pagesAquabest FranchisingJohn Kenneth BoholNo ratings yet
- Condenser Sizing CalculationDocument21 pagesCondenser Sizing CalculationShruti Sharma100% (4)
- CASE STUDY CAKE BATIK Proximate AnalysisDocument25 pagesCASE STUDY CAKE BATIK Proximate AnalysisNur Azhani100% (1)
- AAS Data AnalysisDocument2 pagesAAS Data AnalysisGian MeniaNo ratings yet
- TPBNS19 (2) 1 - Xperan PRP Pada Nyeri OA Genu Review RD - v5.0Document13 pagesTPBNS19 (2) 1 - Xperan PRP Pada Nyeri OA Genu Review RD - v5.0sisil priscillaNo ratings yet
- Drexel SL 30-40-50 AC MM F-626-0419Document140 pagesDrexel SL 30-40-50 AC MM F-626-0419Abel GonzalezNo ratings yet
- (Ebook PDF) Introduction To Food Science and Food Systems 2nd Edition Rick Parker - Ebook PDF All ChapterDocument69 pages(Ebook PDF) Introduction To Food Science and Food Systems 2nd Edition Rick Parker - Ebook PDF All Chapterfaishdarron100% (7)