Download as pdf or txt
You might also like
- Annexure A Price Schedule STSDocument188 pagesAnnexure A Price Schedule STSRuslan Ibragimov100% (1)
- VM EnginesDocument7 pagesVM EnginesraulNo ratings yet
- ACCUMULATORS Part-A Question and AnswersDocument10 pagesACCUMULATORS Part-A Question and Answerssar_tpgitNo ratings yet
- Lecture 28 PDFDocument8 pagesLecture 28 PDFAnonymous HvDSpkgVNo ratings yet
- AccumulatorDocument5 pagesAccumulatorMohan CharanchathNo ratings yet
- of Hydraulic Accumulator PDFDocument39 pagesof Hydraulic Accumulator PDFSANTOSH RATHODNo ratings yet
- Reciprocating Compressors IMPDocument21 pagesReciprocating Compressors IMPrutujaNo ratings yet
- Unit 24: Applications of Pneumatics and HydraulicsDocument12 pagesUnit 24: Applications of Pneumatics and Hydraulicsankesh_ghoghariNo ratings yet
- The Oil-Flooded Rotary Screw Compressor: Hasu GajjarDocument9 pagesThe Oil-Flooded Rotary Screw Compressor: Hasu GajjarShawn LearnNo ratings yet
- Fdocuments - in - Hydraulic Accumulator 55d6c45b34a77Document39 pagesFdocuments - in - Hydraulic Accumulator 55d6c45b34a77beselamuNo ratings yet
- CompressorsDocument26 pagesCompressorsJerico LlovidoNo ratings yet
- CH-6 ProDocument18 pagesCH-6 ProShahin RA0% (1)
- Compression:: External Drive CompressorDocument14 pagesCompression:: External Drive CompressorweirdwolfvortexNo ratings yet
- Technická Univerzita V Košiciach: Letecká FakultaDocument18 pagesTechnická Univerzita V Košiciach: Letecká FakultaAdika StadevantNo ratings yet
- Review Paper On Ordinary Suspension Syst PDFDocument12 pagesReview Paper On Ordinary Suspension Syst PDFarda akkayaNo ratings yet
- Mam II, Answers To Question Bank, 20-4-11Document57 pagesMam II, Answers To Question Bank, 20-4-11Giri VenkatesanNo ratings yet
- Recip. CompressorDocument19 pagesRecip. CompressorSubbarayan SaravanakumarNo ratings yet
- Diaphragm CompressorDocument12 pagesDiaphragm CompressorFares JawadNo ratings yet
- Experiment 6Document10 pagesExperiment 6Rohan KashidNo ratings yet
- PTP-11.1 HandoutDocument21 pagesPTP-11.1 HandoutJayNo ratings yet
- Multi-Stage Reciprocating CompressorsDocument14 pagesMulti-Stage Reciprocating CompressorsSajad FalahNo ratings yet
- Screenshot 2021-02-02 at 8.17.00 PMDocument19 pagesScreenshot 2021-02-02 at 8.17.00 PMChandu ReddyNo ratings yet
- UntitledDocument54 pagesUntitledJet acostaNo ratings yet
- CompressorsDocument45 pagesCompressorssubscruNo ratings yet
- Hydraulic Accumulator Presentation PDFDocument18 pagesHydraulic Accumulator Presentation PDFHanna Najm100% (1)
- Gas Compressor: 1.types of CompressorsDocument9 pagesGas Compressor: 1.types of CompressorsSimona Gheorghe100% (3)
- Unit 4 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inDocument11 pagesUnit 4 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inFno FnoNo ratings yet
- Basics of Reciprocating Compressors With PDFDocument13 pagesBasics of Reciprocating Compressors With PDFtruong cong trucNo ratings yet
- Reciprocating CompressorDocument23 pagesReciprocating CompressorPierre Norris100% (2)
- Compressor (Disambiguation)Document54 pagesCompressor (Disambiguation)nelsonNo ratings yet
- CHAPTER 7 Compression of Natural GasDocument42 pagesCHAPTER 7 Compression of Natural Gasfaitholiks841No ratings yet
- P and H Chapter 3Document42 pagesP and H Chapter 3Noor UL AaienNo ratings yet
- AccumulatorsDocument8 pagesAccumulatorsDibyendu DAsNo ratings yet
- Applied Hydraulics and PneumaticsDocument16 pagesApplied Hydraulics and Pneumaticsrajkiran_rajNo ratings yet
- Compressor: Reciprocating Compressors (Edit) Main Article: Reciprocating CompressorDocument17 pagesCompressor: Reciprocating Compressors (Edit) Main Article: Reciprocating Compressorraymart caluag0% (1)
- Positive Displacement: Reciprocating CompressorsDocument5 pagesPositive Displacement: Reciprocating CompressorsThivinrajNo ratings yet
- Lecture 7 Engine Performance Parameters 3Document32 pagesLecture 7 Engine Performance Parameters 3Memo KhalidNo ratings yet
- Accumulators and Accumulator CircuitsDocument7 pagesAccumulators and Accumulator Circuitsjasonmani90100% (1)
- Pressure Intensification: Watch This 6-Minute VideoDocument5 pagesPressure Intensification: Watch This 6-Minute VideoDr. N. S. SriramNo ratings yet
- Compressors Course-Chapter 9Document37 pagesCompressors Course-Chapter 9vela vanNo ratings yet
- Accumulator TheoryDocument20 pagesAccumulator TheoryJoe Jian An LimNo ratings yet
- Compact Design of Pulsation Attenuator For Hydraulic PumpsDocument6 pagesCompact Design of Pulsation Attenuator For Hydraulic PumpsFrancesca CoattiNo ratings yet
- Materials Used For Construction: 1. Reciprocating CompressorDocument6 pagesMaterials Used For Construction: 1. Reciprocating CompressorEdemNo ratings yet
- Chapter 5Document39 pagesChapter 5Pink FloydaNo ratings yet
- Appendix E Chemical Treatment E - 1. Special Information About Chemical PumpsDocument12 pagesAppendix E Chemical Treatment E - 1. Special Information About Chemical PumpsArpit PatelNo ratings yet
- Appendix E Chemical Treatment E - 1. Special Information About Chemical PumpsDocument12 pagesAppendix E Chemical Treatment E - 1. Special Information About Chemical PumpsArpit PatelNo ratings yet
- Compressor - Reference MaterialDocument45 pagesCompressor - Reference MaterialSrihari KodimelaNo ratings yet
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Compressor - Reference MaterialDocument45 pagesCompressor - Reference MaterialNguyen Thi Thu HuongNo ratings yet
- Gas Springs1Document32 pagesGas Springs1GLADWIN PAUL SIM 16-18No ratings yet
- Recip. Comp ECDPDocument51 pagesRecip. Comp ECDPSkydriver Paul100% (1)
- Gas Boosters: Karl-Heinz BarkDocument15 pagesGas Boosters: Karl-Heinz Barkosama alabsiNo ratings yet
- 10 Lecture HydraulicsDocument38 pages10 Lecture HydraulicsAnoosha AnwarNo ratings yet
- Reciprocating CompressorsDocument4 pagesReciprocating CompressorsRoyalAryans100% (2)
- Control Lab 1Document11 pagesControl Lab 1wrya hussainNo ratings yet
- Nitro Shock AbsorbersDocument18 pagesNitro Shock AbsorbersPavan KumarNo ratings yet
- 07/12/2021 Amir Wagdy Elkorashy 1Document162 pages07/12/2021 Amir Wagdy Elkorashy 1KhaledAhmedNo ratings yet
- Hydraulic AccumulatorDocument20 pagesHydraulic AccumulatorKrishnaVk100% (1)
- Rotary, Positive Displacement Type Compressors: LessonDocument15 pagesRotary, Positive Displacement Type Compressors: LessonLoay MohammedNo ratings yet
- Straight Lobe CompressorDocument7 pagesStraight Lobe CompressormusaveerNo ratings yet
- Ra 10354 PDFDocument24 pagesRa 10354 PDFmarkkkkkkkheeessNo ratings yet
- A Study of The Aggressiveness Behavior of Senior High School Students of de La Salle Lipa As Predicted by The Perceived Parenting Styles of Their ParentsDocument32 pagesA Study of The Aggressiveness Behavior of Senior High School Students of de La Salle Lipa As Predicted by The Perceived Parenting Styles of Their ParentsVince Catapang100% (1)
- T7350 Installation InstructionsDocument12 pagesT7350 Installation InstructionsAmy ThompsonNo ratings yet
- Assignment 1Document2 pagesAssignment 1Mohammad Nasir AliNo ratings yet
- Unit 1 Introduction To JainismDocument10 pagesUnit 1 Introduction To JainismVertika guptaNo ratings yet
- Company / Project Title: Overview - The Quick PitchDocument3 pagesCompany / Project Title: Overview - The Quick PitchMauro Domingo'sNo ratings yet
- Monday 09-12-2019 2pm To 5pm: Date & Time SEM Sub Code SubjectDocument3 pagesMonday 09-12-2019 2pm To 5pm: Date & Time SEM Sub Code SubjectSabaNo ratings yet
- Home Remedies For PneumoniaDocument15 pagesHome Remedies For PneumoniaAljunBaetiongDiazNo ratings yet
- Clinical Laboratory of San Bernardino, IncDocument40 pagesClinical Laboratory of San Bernardino, Inckharberson1613No ratings yet
- Rightpdf - Siemens Quotation SIQRMI231003001 REV03 Gradiant Pty LTD - WatermarkDocument14 pagesRightpdf - Siemens Quotation SIQRMI231003001 REV03 Gradiant Pty LTD - WatermarkNirmal KumarNo ratings yet
- Financial Markets ReviewerDocument8 pagesFinancial Markets ReviewerHalf BloodNo ratings yet
- Sealwell-Pump Mechanical SealsDocument8 pagesSealwell-Pump Mechanical SealsVaibhav JainNo ratings yet
- Software Engineering Principles and Practices 20CS44P: WEEK-6: Requirement Engineering & ModelingDocument9 pagesSoftware Engineering Principles and Practices 20CS44P: WEEK-6: Requirement Engineering & ModelingManjunatha OkNo ratings yet
- Oracle Enterprise Asset ManagementDocument4 pagesOracle Enterprise Asset ManagementMH.SezanNo ratings yet
- Blockchain For Iot: The Challenges and A Way Forward: July 2018Document13 pagesBlockchain For Iot: The Challenges and A Way Forward: July 2018ronicaNo ratings yet
- Catalogo Fleximark InglesDocument52 pagesCatalogo Fleximark InglesFrancisco ArauzNo ratings yet
- Answers QuestioDocument9 pagesAnswers QuestioWendelyn JimenezNo ratings yet
- HERQA QA Auditor Note BookDocument36 pagesHERQA QA Auditor Note Booktebebe solomonNo ratings yet
- Allow Competition!: I Run That I Man Win 1 Corinthians 9:26Document1 pageAllow Competition!: I Run That I Man Win 1 Corinthians 9:26deogmozyxNo ratings yet
- CirclesDocument15 pagesCirclesJustine ReanNo ratings yet
- ChemistryDocument46 pagesChemistryrenzo paratsaNo ratings yet
- UGWT Lecture 1 To 6Document83 pagesUGWT Lecture 1 To 6Meesam AliNo ratings yet
- Scirpus JuncoidesDocument2 pagesScirpus JuncoidesaiktiplarNo ratings yet
- PRE - Delivery Inspection OF EX200 Super: /TTC-KGP/SOP/2)Document10 pagesPRE - Delivery Inspection OF EX200 Super: /TTC-KGP/SOP/2)Habibur RahamanNo ratings yet
- Important People - Exercises 2 PDFDocument2 pagesImportant People - Exercises 2 PDFDiana BerariNo ratings yet
- Articulated Haulers / F Series Models: Description Part No. Qty First Service 250 H 500 H 1000 H 2000 H NotesDocument4 pagesArticulated Haulers / F Series Models: Description Part No. Qty First Service 250 H 500 H 1000 H 2000 H NotesHugo Alejandro Bello ParraNo ratings yet
- Practicallist11 1Document1 pagePracticallist11 1vikas_2No ratings yet
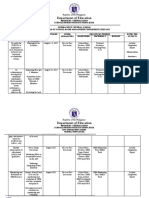
- Department of Education: Republic of The PhilippinesDocument3 pagesDepartment of Education: Republic of The PhilippinesRussel RapisoraNo ratings yet