Download as docx, pdf, or txt
You might also like
- Robert Potter - Tony Binns - Jennifer A. Elliott - Etienne Nel - David W. Smith - Geographies of Development - An Introduction To Development Studies-Routledge (2018)Document662 pagesRobert Potter - Tony Binns - Jennifer A. Elliott - Etienne Nel - David W. Smith - Geographies of Development - An Introduction To Development Studies-Routledge (2018)Andreas100% (1)
- Strain and Deflection of A Circular Plate - Lab ReportDocument4 pagesStrain and Deflection of A Circular Plate - Lab ReportRoshane NanayakkaraNo ratings yet
- (2023) Magnetic and Structural Properties of Multiple Recycled and Sustainable Sintered Nd-Fe-B Magnets (稀土回收)Document11 pages(2023) Magnetic and Structural Properties of Multiple Recycled and Sustainable Sintered Nd-Fe-B Magnets (稀土回收)wanquan.rNo ratings yet
- Role of Critical Metals in The Future Markets of Clean Energy Technologiesrenewable EnergyDocument10 pagesRole of Critical Metals in The Future Markets of Clean Energy Technologiesrenewable EnergyDouglas SantosNo ratings yet
- Balaram, 2023Document20 pagesBalaram, 2023andi febbyNo ratings yet
- REACT Program Overview: 1. BackgroundDocument10 pagesREACT Program Overview: 1. BackgroundN. SAI ANURAAG Dept. of Metallurgical Engg., IIT (BHU) VaranasiNo ratings yet
- Driving ZN Mno Grid Scale Batteries: A Roadmap To Cost Effective Energy StorageDocument6 pagesDriving ZN Mno Grid Scale Batteries: A Roadmap To Cost Effective Energy StorageGerardo XZNo ratings yet
- Hematite Core Nanoparticles With Carbon Shell: Potential For Environmentally Friendly Production From Iron Mining SludgeDocument7 pagesHematite Core Nanoparticles With Carbon Shell: Potential For Environmentally Friendly Production From Iron Mining SludgeCarolina Pereira dos SantosNo ratings yet
- The Content of Rare-Earth Elements in Mobile-Phone ComponentsDocument10 pagesThe Content of Rare-Earth Elements in Mobile-Phone ComponentsBarbara SánchezNo ratings yet
- Spent NiMH Batteries, Characterization And-BertuolDocument6 pagesSpent NiMH Batteries, Characterization And-BertuolDaiana NavarreteNo ratings yet
- Characteristics of Ndfeb Permanent Magnets Present in Electroniccomponents 2252 5211 1000263Document7 pagesCharacteristics of Ndfeb Permanent Magnets Present in Electroniccomponents 2252 5211 1000263Xuanhung DoNo ratings yet
- Desalination, 2022, 527, 115510Document38 pagesDesalination, 2022, 527, 115510DanCosminNo ratings yet
- 2D GrapheneDocument17 pages2D GrapheneMohammad AmmarNo ratings yet
- 1 s2.0 S221462962200041X MainDocument14 pages1 s2.0 S221462962200041X MainendroNo ratings yet
- Mining Non-Ferrous Metals: BarbourDocument16 pagesMining Non-Ferrous Metals: BarbourGopi RamNo ratings yet
- Geri DönüşümDocument15 pagesGeri DönüşümFevzi SevimNo ratings yet
- 1 s2.0 S0301420716303075 MainDocument20 pages1 s2.0 S0301420716303075 MainperiskarasmaNo ratings yet
- RaheelDocument17 pagesRaheelMohsin RazaNo ratings yet
- Dutta 2016Document9 pagesDutta 2016javicol70No ratings yet
- 10.-Demanda de Metales CríticosDocument8 pages10.-Demanda de Metales CríticosSergio ValenciaNo ratings yet
- Ore Sorting Molib Flow SheetDocument10 pagesOre Sorting Molib Flow SheetMICHAEL CUETO MERCADONo ratings yet
- Critical MaterialsDocument2 pagesCritical MaterialsJorge Andrés Baquerizo100% (1)
- Geothermics: SciencedirectDocument9 pagesGeothermics: Sciencedirectsasha1520No ratings yet
- Transition MetalDocument21 pagesTransition MetalShilpa ThakurNo ratings yet
- An Essential Introduction To Mining For Renewables ProfessionalsDocument8 pagesAn Essential Introduction To Mining For Renewables ProfessionalsAlberto RiosNo ratings yet
- Graphene-Based Nanocomposites For Energy StorageDocument73 pagesGraphene-Based Nanocomposites For Energy StorageDuy-Khiem NguyenNo ratings yet
- Recovery of Scattered and Precious Metals From Copper Anode Slime by Hydrometallurgy - A ReviewDocument17 pagesRecovery of Scattered and Precious Metals From Copper Anode Slime by Hydrometallurgy - A ReviewIgnacio Fernandez DiazNo ratings yet
- Applied EnergyDocument11 pagesApplied EnergyManuel CardenasNo ratings yet
- The Role and Challenges of Rare Earths in The Energy TransitionDocument41 pagesThe Role and Challenges of Rare Earths in The Energy TransitionYASSINE KIRATNo ratings yet
- Research Article: Life Cycle Impact of Rare Earth ElementsDocument11 pagesResearch Article: Life Cycle Impact of Rare Earth ElementsAleenaNo ratings yet
- Paper - Malcolm Powell - Integrated Performance Optimisation of Comminution CircuitsDocument11 pagesPaper - Malcolm Powell - Integrated Performance Optimisation of Comminution CircuitselderNo ratings yet
- Mill Ops AusIMM Kirsch and DanielDocument7 pagesMill Ops AusIMM Kirsch and DanielMicheael JohnNo ratings yet
- Seminar ReportDocument16 pagesSeminar ReportUnais KKNo ratings yet
- A Critical Review On Membrane Extraction With Improved Stability - Potential Application For Recycling Metals From City MineDocument21 pagesA Critical Review On Membrane Extraction With Improved Stability - Potential Application For Recycling Metals From City MineMaicol PérezNo ratings yet
- Journal of Cleaner Production: B.C. Mclellan, G.D. Corder, D.P. Giurco, K.N. IshiharaDocument13 pagesJournal of Cleaner Production: B.C. Mclellan, G.D. Corder, D.P. Giurco, K.N. IshiharaAshanti UtahelNo ratings yet
- Additive Manufacturing of Ceramic Materials For Energy Applications: Road Map and OpportunitiesDocument91 pagesAdditive Manufacturing of Ceramic Materials For Energy Applications: Road Map and Opportunitiesstreliziaapus45No ratings yet
- Preprints202205 0406 v1Document7 pagesPreprints202205 0406 v1tigalima 35No ratings yet
- Recycling of PGM Secures The Supplies of Key Industry SectorsDocument12 pagesRecycling of PGM Secures The Supplies of Key Industry Sectorsapi-94537271No ratings yet
- Making Sustainable Aluminum by Recycling Scrap The Science of Dirty AlloysDocument150 pagesMaking Sustainable Aluminum by Recycling Scrap The Science of Dirty Alloyswinner sembiringNo ratings yet
- Methods For Recovering Precious Metals From Industrial WasteDocument10 pagesMethods For Recovering Precious Metals From Industrial WasteShan SangarNo ratings yet
- Critical Elements For A Successful Energy Transition - A Systematic ReviewDocument21 pagesCritical Elements For A Successful Energy Transition - A Systematic Reviewkharisma redfireNo ratings yet
- GeopolymerDocument6 pagesGeopolymerburakoras151No ratings yet
- Araya 2020 Mine TailingsDocument10 pagesAraya 2020 Mine TailingsAtfrg XiexxNo ratings yet
- Minerals 12 00545 v2Document41 pagesMinerals 12 00545 v2Fernanda MartínezNo ratings yet
- Application of Superconducting High Gradient Magnetic Separation Technology On Silica Extraction From Iron Ore BeneDocument7 pagesApplication of Superconducting High Gradient Magnetic Separation Technology On Silica Extraction From Iron Ore BeneLuanna MouraNo ratings yet
- 1 s2.0 S2238785420317221 MainDocument13 pages1 s2.0 S2238785420317221 Mainvuphamgiathuan13No ratings yet
- Life Cycle Assessment of Nickel Products: Lca of Metals and Metal Products: Theory, Method and PracticeDocument14 pagesLife Cycle Assessment of Nickel Products: Lca of Metals and Metal Products: Theory, Method and PracticeMichaelKelvinHusinNo ratings yet
- Nickel-Base Superalloys Physical Metallurgy of RecyclingDocument13 pagesNickel-Base Superalloys Physical Metallurgy of Recycling張竣凱No ratings yet
- GSR Wind Energy Network 25oct16Document1 pageGSR Wind Energy Network 25oct16mpk8588No ratings yet
- Review of Carbon-Based Electrode Materials For SupercapacitorDocument27 pagesReview of Carbon-Based Electrode Materials For SupercapacitorNaseem chNo ratings yet
- Substantiation of Refractory Lining InflDocument7 pagesSubstantiation of Refractory Lining InflManuel CampuzanoNo ratings yet
- Atram 2021Document16 pagesAtram 2021barti koksNo ratings yet
- Trends in Global Solar Photovoltaic Research: Silicon Versus Non-Silicon MaterialsDocument7 pagesTrends in Global Solar Photovoltaic Research: Silicon Versus Non-Silicon Materialsamitrjha25No ratings yet
- Potential Opportunities Impacts Hydrogen Economy Australian Minerals IndustryDocument7 pagesPotential Opportunities Impacts Hydrogen Economy Australian Minerals IndustryMiguel HerreraNo ratings yet
- Int J Ceramic Engine Sci - 2021 - Scaratti - Conceptual Design and Cost Analysis of A Large Scale Plant For ConvertingDocument8 pagesInt J Ceramic Engine Sci - 2021 - Scaratti - Conceptual Design and Cost Analysis of A Large Scale Plant For ConvertingSourabh SharmaNo ratings yet
- 1-s2.0-S138358662101769X-mainDocument19 pages1-s2.0-S138358662101769X-mainLysbet MarioolyNo ratings yet
- A Review On Mxene For Energy Storage Application: Effect of Interlayer DistanceDocument22 pagesA Review On Mxene For Energy Storage Application: Effect of Interlayer DistanceArturo CervantesNo ratings yet
- 1 s2.0 S0045653521022773 MainDocument14 pages1 s2.0 S0045653521022773 MainXYZNo ratings yet
- Carbon As TES PaperDocument34 pagesCarbon As TES Paper조기현No ratings yet
- Advanced Science - 2021 - Islam - in Situ Oriented MN Deficient ZnMn2O4 C Nanoarchitecture For Durable Rechargeable AqueousDocument14 pagesAdvanced Science - 2021 - Islam - in Situ Oriented MN Deficient ZnMn2O4 C Nanoarchitecture For Durable Rechargeable AqueousAchmad PrayogiNo ratings yet
- Gallium Nitride-enabled High Frequency and High Efficiency Power ConversionFrom EverandGallium Nitride-enabled High Frequency and High Efficiency Power ConversionGaudenzio MeneghessoNo ratings yet
- Ims555 Grouping Assignment (Ai Deepfakes)Document23 pagesIms555 Grouping Assignment (Ai Deepfakes)NUR A'ISYAH AZIZINo ratings yet
- Vacant Seats: 5-Year Integrated M.Sc. (Hons.) ProgrammesDocument2 pagesVacant Seats: 5-Year Integrated M.Sc. (Hons.) Programmesmana khantNo ratings yet
- Client Name: Well, Max Birthdate: AGE: 7 Years, 8 Months School: Grade: 1 Dates of Assessment: July, 2011 Date of Report: Assessed By: FlamesDocument10 pagesClient Name: Well, Max Birthdate: AGE: 7 Years, 8 Months School: Grade: 1 Dates of Assessment: July, 2011 Date of Report: Assessed By: Flamesapi-160674927No ratings yet
- 21st Century Skills PaperDocument8 pages21st Century Skills PaperemilyraleyNo ratings yet
- ThevoidsummaryDocument6 pagesThevoidsummaryVaibhav Mishra80% (5)
- Fire and Gas PhilosophyDocument19 pagesFire and Gas PhilosophyOmar TocmoNo ratings yet
- Unit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesDocument14 pagesUnit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesJasmineNo ratings yet
- Soal Uas Ganjil SMK XiDocument2 pagesSoal Uas Ganjil SMK Xibondan iskandarNo ratings yet
- En0389 (Utilities Ii) PDFDocument127 pagesEn0389 (Utilities Ii) PDFGabriel GabrielNo ratings yet
- Chechk List Fokker 50Document1 pageChechk List Fokker 50Felipe PinillaNo ratings yet
- Risk Assessment On Temperature and Relative Humidity Deviation During On-Going Stability StudiesDocument2 pagesRisk Assessment On Temperature and Relative Humidity Deviation During On-Going Stability StudiesAAAAAAAAAAAAAAAAAAAA ANo ratings yet
- Homeroom Guidance: Apply Effective Ways of Protecting Oneself and OthersDocument11 pagesHomeroom Guidance: Apply Effective Ways of Protecting Oneself and OthersJazmin Nicole AbanesNo ratings yet
- Test Bank For Clinical Nursing Skills 8th Edition SmithDocument7 pagesTest Bank For Clinical Nursing Skills 8th Edition Smithnoumenalskall0wewNo ratings yet
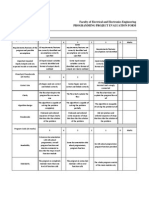
- Report RubricsDocument2 pagesReport Rubricsswaggerz95No ratings yet
- Heater: Hydrate PreventionDocument12 pagesHeater: Hydrate PreventionMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Paper 1 Each Questions Is Followed by Options A, B, and C. Circle The Correct AnswerDocument9 pagesPaper 1 Each Questions Is Followed by Options A, B, and C. Circle The Correct AnswerWan SafinaNo ratings yet
- Office of The President: Bicol UniversityDocument1 pageOffice of The President: Bicol UniversityElmer BelgaNo ratings yet
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- Dry Concentrator IntroductionDocument6 pagesDry Concentrator Introductionmanuel3021No ratings yet
- 14 Sept Quiz Chapter 1 SoalanDocument5 pages14 Sept Quiz Chapter 1 SoalanLukman MansorNo ratings yet
- Exercise Oracle Forms 6i TrainingDocument5 pagesExercise Oracle Forms 6i TrainingFarooq Shahid100% (1)
- Proposal Nur Azizah 2315059 R1Document34 pagesProposal Nur Azizah 2315059 R1zizieNo ratings yet
- Artificial Intelligence On Digital Marketing - An OverviewDocument14 pagesArtificial Intelligence On Digital Marketing - An Overviewammar zNo ratings yet
- Grade 7 Quizzes q1w7Document2 pagesGrade 7 Quizzes q1w7api-251197253No ratings yet
- Emerging Horizons in HRM FinalDocument72 pagesEmerging Horizons in HRM Finalprernanew100% (5)
- Lab6 Phase Locked LoopsDocument20 pagesLab6 Phase Locked Loopsuitce2011No ratings yet
- Ground FloorDocument1 pageGround FloorJeya AtharshikaNo ratings yet
- Os Past Papers' Solutions 2017Document4 pagesOs Past Papers' Solutions 2017zainab tehreemNo ratings yet