Download as pdf or txt
You might also like
- Concrete CanvasDocument20 pagesConcrete CanvasJet Espejon Javier100% (1)
- Method Statement For Water Stopper-BSMMUDocument5 pagesMethod Statement For Water Stopper-BSMMUEngr. Masud RahmanNo ratings yet
- Crystalshield PDF COMPLETODocument6 pagesCrystalshield PDF COMPLETOAgustinAjenoNo ratings yet
- Erection Method For Pre Engineered Steel StructureDocument17 pagesErection Method For Pre Engineered Steel StructureKvn Kvt100% (1)
- Tds Consol PVC WaterstopDocument4 pagesTds Consol PVC Waterstopemiliani kristinaNo ratings yet
- TDS-EN-Contite Waterbars - Rev 006-Oct18Document2 pagesTDS-EN-Contite Waterbars - Rev 006-Oct18LONG LASTNo ratings yet
- Euclid Chemical Euco Waterstop PVC FC AsiaDocument4 pagesEuclid Chemical Euco Waterstop PVC FC AsiarosarioNo ratings yet
- SIREG - Waterstop JointsDocument8 pagesSIREG - Waterstop JointsMario RuggieroNo ratings yet
- Bitustop PVC Edge Tie Waterstops: DescriptionDocument2 pagesBitustop PVC Edge Tie Waterstops: DescriptionTuntun TatNo ratings yet
- Sure Stop PVC Waterstops TDSDocument3 pagesSure Stop PVC Waterstops TDSrosarioNo ratings yet
- Mea Polybit Tds Polybit Polystop CJ en MeaDocument2 pagesMea Polybit Tds Polybit Polystop CJ en MeaVaittianathan MahavapillaiNo ratings yet
- Sure-Stop PVC Waterstops: Technical Data SheetDocument4 pagesSure-Stop PVC Waterstops: Technical Data SheetmystrophanNo ratings yet
- Sika Waterbar V VNDocument3 pagesSika Waterbar V VNSlamet Tri UsadhaNo ratings yet
- Sika Waterbar o VNDocument3 pagesSika Waterbar o VNIpraNo ratings yet
- Sika - Waterbars: Flexible PVC WaterstopsDocument5 pagesSika - Waterbars: Flexible PVC WaterstopsRonald MassoraNo ratings yet
- Riw StructuresealDocument6 pagesRiw StructuresealAlfred GandNo ratings yet
- Conplast CWP: High Performance Integral Crystalline Waterproofing For Concrete Uses DescriptionDocument3 pagesConplast CWP: High Performance Integral Crystalline Waterproofing For Concrete Uses DescriptionAditya KrisnandaNo ratings yet
- Riw Waterstop: Ci/Sfb Tr9 L1415 November 2013Document3 pagesRiw Waterstop: Ci/Sfb Tr9 L1415 November 2013Eni XhambaziNo ratings yet
- Conbextra UW: Constructive SolutionsDocument4 pagesConbextra UW: Constructive SolutionstalatzahoorNo ratings yet
- Sika® WT-220 PMY: Product Data SheetDocument3 pagesSika® WT-220 PMY: Product Data Sheetvelmurug_balaNo ratings yet
- Uni Stop PVC WaterstopDocument8 pagesUni Stop PVC WaterstopSherazNo ratings yet
- Sikacontrol - wt-220ph CRYSTALLINEDocument3 pagesSikacontrol - wt-220ph CRYSTALLINEdecenabuilders2016No ratings yet
- Hydrostop SKDocument2 pagesHydrostop SKosama mohNo ratings yet
- PVC WaterstopsDocument6 pagesPVC WaterstopsHiren DesaiNo ratings yet
- 2021.09.13 CWS100 Technical Data SheetDocument3 pages2021.09.13 CWS100 Technical Data SheetKostas PanagiotopoulosNo ratings yet
- Basement WaterproofingDocument11 pagesBasement WaterproofingRicha Shah100% (1)
- Idrostop VOLCLAYDocument4 pagesIdrostop VOLCLAYislam ashrafNo ratings yet
- TDS Nitocote CM210 BFL3Document4 pagesTDS Nitocote CM210 BFL3ryan wachiraNo ratings yet
- Cikojoint WS: One Component Swellable Sealant and AdhesiveDocument2 pagesCikojoint WS: One Component Swellable Sealant and AdhesiveVaittianathan MahavapillaiNo ratings yet
- CWS Admix Data SheetDocument3 pagesCWS Admix Data SheetGuntur SaputroNo ratings yet
- Fosroc Nitocote CM210: Flexible Cementitious Waterproof Coating Uses PropertiesDocument4 pagesFosroc Nitocote CM210: Flexible Cementitious Waterproof Coating Uses PropertiesPunyawich FungthongjaroenNo ratings yet
- Sika Waterbar o VNDocument3 pagesSika Waterbar o VNNyein ZawNo ratings yet
- Fosroc Nitocote CM210: Elastomeric Cementitious CoatingDocument4 pagesFosroc Nitocote CM210: Elastomeric Cementitious Coatingade fauziNo ratings yet
- Sika WaterbarsDocument5 pagesSika WaterbarschaubeyskcNo ratings yet
- CWS100 PresentationDocument34 pagesCWS100 PresentationGuntur SaputroNo ratings yet
- The Interactive Workshop On The Latest Trends and Appropriate Use of Waterproofing and ConstructionDocument17 pagesThe Interactive Workshop On The Latest Trends and Appropriate Use of Waterproofing and ConstructionVishal TiwariNo ratings yet
- TDS Consol Cure SDocument2 pagesTDS Consol Cure Syudha.cak.cakNo ratings yet
- Sika Waterbar o VNDocument3 pagesSika Waterbar o VNSlamet Tri UsadhaNo ratings yet
- General Waterstop BrochureDocument8 pagesGeneral Waterstop Brochureomar112233No ratings yet
- PVC Waterstop Design GuideDocument2 pagesPVC Waterstop Design GuidebelajiNo ratings yet
- Sika Hydrotite CJDocument3 pagesSika Hydrotite CJGB career CouncilNo ratings yet
- Sika PDS E PVC WaterstopDocument2 pagesSika PDS E PVC Waterstoplwin_oo2435No ratings yet
- ADDIS ABABA SCIENCE AND TECHNOLOGY BBBDocument16 pagesADDIS ABABA SCIENCE AND TECHNOLOGY BBBBetelhem KifleNo ratings yet
- Voltex CIP Product ManualDocument24 pagesVoltex CIP Product ManualgkutNo ratings yet
- Advastop TDSDocument2 pagesAdvastop TDSMohammed AbugharbiehNo ratings yet
- TDS Consol Cure SDocument1 pageTDS Consol Cure SAnshoriy LubisNo ratings yet
- Supercast SW10 PDFDocument2 pagesSupercast SW10 PDFHusein SyarifNo ratings yet
- Velosit CA 112: Crystalline Waterproofing AdmixtureDocument3 pagesVelosit CA 112: Crystalline Waterproofing AdmixtureZammar ShahidNo ratings yet
- Water Proofing AdmixturesDocument18 pagesWater Proofing AdmixturesAlen TonyNo ratings yet
- Wencon Pipe TapeDocument2 pagesWencon Pipe TapePartagon PowNo ratings yet
- Base WPDocument19 pagesBase WPDevinder ChawlaNo ratings yet
- MS For Honeycomb rectification-RFMS 010Document17 pagesMS For Honeycomb rectification-RFMS 010Chamux skalNo ratings yet
- 5 TaDocument79 pages5 TaHussein El BeqaiNo ratings yet
- Filler StormDocument2 pagesFiller Stormimthyas.npcNo ratings yet
- Galvanized Tank BrochureDocument5 pagesGalvanized Tank Brochurem4004No ratings yet
- Water StopDocument2 pagesWater StopvertigoNo ratings yet
- Canal LiningDocument45 pagesCanal LiningHuzaifa IftikharNo ratings yet
- Bentofix GCLDocument4 pagesBentofix GCLmeridian360No ratings yet
- Waterproofing Techniques For Bored Tunnels: Crystalline SystemsDocument4 pagesWaterproofing Techniques For Bored Tunnels: Crystalline Systemskulbrsingh4975No ratings yet
- Oof Concr Ete Cons Tructions: 5 WolfDocument19 pagesOof Concr Ete Cons Tructions: 5 WolfMark Roger II HuberitNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Dutch Cone Penetrometer TestDocument25 pagesDutch Cone Penetrometer TestAnjar Satria NugrahaNo ratings yet
- Brosur Safety Valve WEFLODocument2 pagesBrosur Safety Valve WEFLOAnjar Satria NugrahaNo ratings yet
- Contoh Kurva S AddendumDocument3 pagesContoh Kurva S AddendumAnjar Satria NugrahaNo ratings yet
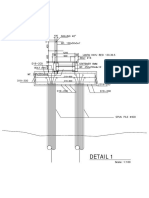
- Detail 1: Scale: 1:100Document1 pageDetail 1: Scale: 1:100Anjar Satria NugrahaNo ratings yet
- Laporan Perancangan Geometri Jalan: Syarifuddin (21010111120023) Anjar Satria N (21010111120033)Document2 pagesLaporan Perancangan Geometri Jalan: Syarifuddin (21010111120023) Anjar Satria N (21010111120033)Anjar Satria NugrahaNo ratings yet
- XXXXXX Prosp FISV-Plus EN-SCREENDocument24 pagesXXXXXX Prosp FISV-Plus EN-SCREENAlina ShresthaNo ratings yet
- 2006 4087 SU Staircase Design Guide 2020 AW 2 SCREENDocument13 pages2006 4087 SU Staircase Design Guide 2020 AW 2 SCREENSure NameNo ratings yet
- Rate - Analysis - MaterialsDocument31 pagesRate - Analysis - MaterialsnileshNo ratings yet
- Adaptive Reuse of Gabaldon HousesDocument34 pagesAdaptive Reuse of Gabaldon Houseskrishna cai100% (1)
- Santos, Jervin O. - RSW MT-01 Early Christian ArchitectureDocument40 pagesSantos, Jervin O. - RSW MT-01 Early Christian ArchitectureJeroll SiguanciaNo ratings yet
- The Auditorium Space Types Are Areas For Large MeetingsDocument6 pagesThe Auditorium Space Types Are Areas For Large MeetingsChaitali Thakur100% (1)
- Hri Am Anels: WWW Magnusinternational inDocument17 pagesHri Am Anels: WWW Magnusinternational inAvjot JanjuaNo ratings yet
- Bridge CourseDocument50 pagesBridge CourseSumayya Naznin P HNo ratings yet
- Sample Electrical PlanDocument1 pageSample Electrical PlanAl DrinNo ratings yet
- Annex 17: Summary of Quality Control Test PerformedDocument1 pageAnnex 17: Summary of Quality Control Test PerformedFBVid UploadsNo ratings yet
- Beato A Collection of Photographs of Egypt and NubiaDocument66 pagesBeato A Collection of Photographs of Egypt and NubiaOsnat YoussinNo ratings yet
- Demolition Works Foundation CPMDocument10 pagesDemolition Works Foundation CPMIan TalaueNo ratings yet
- Requirements of Five Star Hotel: 1) LOBBY: 350 SQ.M (17.50 x20)Document2 pagesRequirements of Five Star Hotel: 1) LOBBY: 350 SQ.M (17.50 x20)Amar NeethiNo ratings yet
- BST 22741 Topic 10 Rendering - Plastering - Tiling - Paint 8.20 Doc TsDocument14 pagesBST 22741 Topic 10 Rendering - Plastering - Tiling - Paint 8.20 Doc TsaaaNo ratings yet
- Information Flexible StoneDocument2 pagesInformation Flexible StoneliberfustaNo ratings yet
- Project - Sport CityDocument30 pagesProject - Sport CityAdmin DepartmentNo ratings yet
- Interiors During Roman Period: History of Interior Design - IDocument36 pagesInteriors During Roman Period: History of Interior Design - Ialaa alnoutiNo ratings yet
- WayToEng1 UT2 Level1Document3 pagesWayToEng1 UT2 Level1Francisco RodriguezNo ratings yet
- Basic Prestressed Concrete Design: Sergio F. Breña University of Massachusetts AmherstDocument62 pagesBasic Prestressed Concrete Design: Sergio F. Breña University of Massachusetts AmherstAnees RehamnNo ratings yet
- Fire Classif & ChecklistDocument8 pagesFire Classif & ChecklistAtulNo ratings yet
- Sample Problem 1Document2 pagesSample Problem 1Jae-m BeghanilumNo ratings yet
- Deepali Gupta 1915991023 A Ojusvi Kumar 1915991063 A Design ViiDocument27 pagesDeepali Gupta 1915991023 A Ojusvi Kumar 1915991063 A Design Viiojusvi kumarNo ratings yet
- Mass Timber Pitched Roof Ridge, SOLITEX ADHERODocument2 pagesMass Timber Pitched Roof Ridge, SOLITEX ADHEROdeanNo ratings yet
- Bill of MaterialsDocument7 pagesBill of MaterialsTerancen RajuNo ratings yet
- A Practical Guide To Single Storey House ExtensionsDocument81 pagesA Practical Guide To Single Storey House ExtensionsMawa BenjaminNo ratings yet
- Construct B Nose Verandah W Custom Blue OrbDocument4 pagesConstruct B Nose Verandah W Custom Blue OrbAlfian Syaiful HaqNo ratings yet
- Circular FootingDocument4 pagesCircular FootingALI100% (1)
- Atr SPLL (Max) GM DWG It l18 6054Document1 pageAtr SPLL (Max) GM DWG It l18 6054Hirushan MenukaNo ratings yet