Download as pdf or txt
You might also like
- E529-04 (2011) Standard Guide For Conducting Flexural Tests On Beams and Girders For Building ConstructionDocument3 pagesE529-04 (2011) Standard Guide For Conducting Flexural Tests On Beams and Girders For Building ConstructionMuhammad SalmanNo ratings yet
- Astm D 6905 - 2012Document3 pagesAstm D 6905 - 2012Emmanuel BoquetNo ratings yet
- Astm D6272Document10 pagesAstm D6272beni firiyaNo ratings yet
- Radar Plotting SheetDocument1 pageRadar Plotting SheetCl dubeyNo ratings yet
- Astm D4541-17Document18 pagesAstm D4541-17aromeroquirogaNo ratings yet
- Astm D4541 - 09Document16 pagesAstm D4541 - 09Rodrigo100% (2)
- Astm D4541 PDFDocument16 pagesAstm D4541 PDFVictor Hugo Ortiz Najera100% (1)
- Astm D 2632 PDFDocument5 pagesAstm D 2632 PDFEder AlexonNo ratings yet
- Astm D 6272-02Document9 pagesAstm D 6272-02PAOLO GIANNELLINo ratings yet
- ASTM E761 - 92 Reapproved 2011Document3 pagesASTM E761 - 92 Reapproved 2011Trà Trần SơnNo ratings yet
- D4541 Pull Off TestDocument16 pagesD4541 Pull Off Testdwi sutiknoNo ratings yet
- D4541 Msal7669Document13 pagesD4541 Msal7669Carmen Rodriguez PoloNo ratings yet
- Astm D 4541 - 2002Document13 pagesAstm D 4541 - 2002Nassim Ben Abdeddayem100% (1)
- Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument16 pagesPull-Off Strength of Coatings Using Portable Adhesion Testersnatig samedovNo ratings yet
- ASTM D4541-Pull Off Test - 02 Standard Test Method For Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument13 pagesASTM D4541-Pull Off Test - 02 Standard Test Method For Pull-Off Strength of Coatings Using Portable Adhesion TestersAhmadAlsekaweNo ratings yet
- Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument16 pagesPull-Off Strength of Coatings Using Portable Adhesion TestersKok Keong TanNo ratings yet
- Astm D 4541-09Document16 pagesAstm D 4541-09Duongthithuydung100% (1)
- Astm D4541Document16 pagesAstm D4541Jesus GuzmanNo ratings yet
- Astm D4541 09 PDFDocument16 pagesAstm D4541 09 PDFBayron CardenasNo ratings yet
- Norma Astm D-4541Document16 pagesNorma Astm D-4541Miguel RojasNo ratings yet
- ASTM D 4541 2009, Standard TestDocument16 pagesASTM D 4541 2009, Standard TestSiti MusabikhaNo ratings yet
- ASTM D4541-09e1 Standard Test Method For Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument16 pagesASTM D4541-09e1 Standard Test Method For Pull-Off Strength of Coatings Using Portable Adhesion TestersedwinbadajosNo ratings yet
- Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument16 pagesPull-Off Strength of Coatings Using Portable Adhesion TestersajayukarandeNo ratings yet
- Astm D4541 2017 PDFDocument18 pagesAstm D4541 2017 PDFFernando Emmanuel BenitezNo ratings yet
- D4541.31335 Pull-Off Strength of Coatings Using Portable AdhesionDocument18 pagesD4541.31335 Pull-Off Strength of Coatings Using Portable AdhesionSebastián RodríguezNo ratings yet
- Astm 15Document18 pagesAstm 15Alvin BadzNo ratings yet
- D7234.dnsy3218 1Document8 pagesD7234.dnsy3218 1JvalenciaNo ratings yet
- Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument2 pagesPull-Off Strength of Coatings Using Portable Adhesion TestersNameNo ratings yet
- Astm D4541 - 22Document18 pagesAstm D4541 - 22cristhian leandro chacon guerreroNo ratings yet
- Astm D 4541-2009Document16 pagesAstm D 4541-2009zeqs9100% (2)
- ASTM D4541-2017 Standard Test Method for Pull-Off Strength ...Document18 pagesASTM D4541-2017 Standard Test Method for Pull-Off Strength ...Carlos VillacrizNo ratings yet
- Astm D7234 19Document4 pagesAstm D7234 19Jaime Benitez AlvarezNo ratings yet
- Astm D7234-19Document9 pagesAstm D7234-19AhmedNo ratings yet
- Astm D4541 22Document7 pagesAstm D4541 22Bhanu Pratap ChoudhuryNo ratings yet
- Astm D7234 21Document5 pagesAstm D7234 21Jaime Benitez AlvarezNo ratings yet
- 03-D1894.5761 CofDocument6 pages03-D1894.5761 CofBruna EliasNo ratings yet
- D 5656 - 01 - Rdu2ntytmdeDocument6 pagesD 5656 - 01 - Rdu2ntytmdeJOHNNo ratings yet
- Standard Test Method For Strength Properties of Adhesives in Cleavage Peel by Tension Loading (Engineering Plastics-to-Engineering Plastics) 1Document4 pagesStandard Test Method For Strength Properties of Adhesives in Cleavage Peel by Tension Loading (Engineering Plastics-to-Engineering Plastics) 1Javier Ramírez AldanaNo ratings yet
- F 1044 - 99 - Rjewndq - PDFDocument5 pagesF 1044 - 99 - Rjewndq - PDFDavid Drolet TremblayNo ratings yet
- Bond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsDocument3 pagesBond or Cohesive Strength of Sheet Plastics and Electrical Insulating MaterialsFernando Da RosNo ratings yet
- Astm D6677-2007Document2 pagesAstm D6677-2007Chris SchnurchNo ratings yet
- Measuring Deflections Using A Portable Impulse Plate Load Test DeviceDocument5 pagesMeasuring Deflections Using A Portable Impulse Plate Load Test Devicemickyfelix100% (1)
- ASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsDocument3 pagesASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsCemalOlgunÇağlayan0% (1)
- Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials by Four-Point BendingDocument9 pagesFlexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials by Four-Point BendingHernando ZambranoNo ratings yet
- (Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced PlasticsDocument3 pages(Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced Plasticsjaehoon.ahnNo ratings yet
- Astm D4541 22Document11 pagesAstm D4541 22DSSDNo ratings yet
- Iteh Standards (Https://Standards - Iteh.Ai) Document PreviewDocument1 pageIteh Standards (Https://Standards - Iteh.Ai) Document PreviewdiǝgOz F.No ratings yet
- D2345Document4 pagesD2345mithileshNo ratings yet
- Norme - Astm - D 3846 - 02Document3 pagesNorme - Astm - D 3846 - 02Ryan DrakeNo ratings yet
- Search Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatorDocument8 pagesSearch Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatoregemetsatisNo ratings yet
- ASTM D6252 Peel Adhesion of Pressure-Sensitive Label Stocks at A 90° AngleDocument3 pagesASTM D6252 Peel Adhesion of Pressure-Sensitive Label Stocks at A 90° AngleVeronica GozdalskaNo ratings yet
- D4219 UC Strength of Chemical Grouted Soils PDFDocument3 pagesD4219 UC Strength of Chemical Grouted Soils PDFSen HuNo ratings yet
- Astm E2835 - 11Document5 pagesAstm E2835 - 11zeki kozaciogluNo ratings yet
- Strength Properties of Prefabricated Architectural Acoustical Tile or Lay-In Ceiling PanelsDocument6 pagesStrength Properties of Prefabricated Architectural Acoustical Tile or Lay-In Ceiling PanelsMina RemonNo ratings yet
- D1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and StructuresDocument3 pagesD1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and Structuresjose floresNo ratings yet
- Astmd 6241 PDFDocument6 pagesAstmd 6241 PDFchandrima baruah mahantaNo ratings yet
- Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesRubber Property-Relative Abrasion Resistance by Pico Abrader MethodMaxNo ratings yet
- (ASTM F88 - F88M-09) Standard Test Method For Seal Strength of Flexible Barrier MaterialsDocument3 pages(ASTM F88 - F88M-09) Standard Test Method For Seal Strength of Flexible Barrier MaterialsXavierNo ratings yet
- Initial Tear Resistance of Plastic Film and Sheeting: Standard Test Method ForDocument4 pagesInitial Tear Resistance of Plastic Film and Sheeting: Standard Test Method ForJhonattan Fernando Alvarado GuerreroNo ratings yet
- ASTM D1938-02 Tear MethodDocument4 pagesASTM D1938-02 Tear MethodLAB9 MEXICONo ratings yet
- 1 s2.0 S0143749619302283 MainDocument10 pages1 s2.0 S0143749619302283 MainyasminaNo ratings yet
- Ahmad 2013Document24 pagesAhmad 2013yasminaNo ratings yet
- 1 s2.0 S0141029619304195 MainDocument14 pages1 s2.0 S0141029619304195 MainyasminaNo ratings yet
- Prediction of Moisture Diffusion and Failure in GLDocument18 pagesPrediction of Moisture Diffusion and Failure in GLyasminaNo ratings yet
- Journal of The American Ceramic Society - 2004 - Krohn - Biaxial Flexure Strength and Dynamic Fatigue of Soda Lime SilicaDocument6 pagesJournal of The American Ceramic Society - 2004 - Krohn - Biaxial Flexure Strength and Dynamic Fatigue of Soda Lime SilicayasminaNo ratings yet
- Four-Point Bending Test of Determining Stress-StrainDocument4 pagesFour-Point Bending Test of Determining Stress-StrainyasminaNo ratings yet
- International Journal of Adhesion and AdhesivesDocument11 pagesInternational Journal of Adhesion and AdhesivesyasminaNo ratings yet
- Influence of Raw Material Surface Roughening On THDocument17 pagesInfluence of Raw Material Surface Roughening On THyasminaNo ratings yet
- Environmental Effects On Initiation and Propagation of Surface Defects On Silicate Glasses: Scratch and Fracture Toughness StudyDocument10 pagesEnvironmental Effects On Initiation and Propagation of Surface Defects On Silicate Glasses: Scratch and Fracture Toughness StudyyasminaNo ratings yet
- Jcs 05 00213Document10 pagesJcs 05 00213yasminaNo ratings yet
- Influence of Volume Drop On Surface Free Energy ofDocument13 pagesInfluence of Volume Drop On Surface Free Energy ofyasminaNo ratings yet
- Iso 11600-2002 (2004)Document16 pagesIso 11600-2002 (2004)yasminaNo ratings yet
- 1 s2.0 S0022309399002975 MainextDocument8 pages1 s2.0 S0022309399002975 MainextyasminaNo ratings yet
- Ncomms 7360Document8 pagesNcomms 7360yasminaNo ratings yet
- Chem Listy GlassDocument5 pagesChem Listy GlassyasminaNo ratings yet
- Adv Eng Mater - 2018 - Bedon - Transparency in Structural Glass Systems Via Mechanical Adhesive and Laminated ConnectionsDocument19 pagesAdv Eng Mater - 2018 - Bedon - Transparency in Structural Glass Systems Via Mechanical Adhesive and Laminated ConnectionsyasminaNo ratings yet
- Sika Release Oil Technical Data SheetDocument2 pagesSika Release Oil Technical Data SheetyasminaNo ratings yet
- 1 s2.0 S0167577X18305305 MainDocument4 pages1 s2.0 S0167577X18305305 MainyasminaNo ratings yet
- Effect of Bio-Inspired Surface Texture On The Resistance of 3d-Printed Polycarbonate Bonded JointsDocument17 pagesEffect of Bio-Inspired Surface Texture On The Resistance of 3d-Printed Polycarbonate Bonded JointsyasminaNo ratings yet
- Materials 15 03817Document23 pagesMaterials 15 03817yasminaNo ratings yet
- 1 s2.0 S0022309398007996 MainDocument6 pages1 s2.0 S0022309398007996 MainyasminaNo ratings yet
- Journal of The American Ceramic Society - November 1989 - Holden - Healing of Glass in Humid EnvironmentsDocument5 pagesJournal of The American Ceramic Society - November 1989 - Holden - Healing of Glass in Humid EnvironmentsyasminaNo ratings yet
- 1 s2.0 S1537511015300593 MainDocument10 pages1 s2.0 S1537511015300593 MainyasminaNo ratings yet
- 1 s2.0 S0167663614001665 MainDocument18 pages1 s2.0 S0167663614001665 MainyasminaNo ratings yet
- 1 s2.0 S0272884217323131 MainDocument9 pages1 s2.0 S0272884217323131 MainyasminaNo ratings yet
- 1 s2.0 S152661252100517X MainDocument14 pages1 s2.0 S152661252100517X MainyasminaNo ratings yet
- Determination of Bonding Failures in Transparent MDocument17 pagesDetermination of Bonding Failures in Transparent MyasminaNo ratings yet
- 1 s2.0 S0254058403002700 MainDocument13 pages1 s2.0 S0254058403002700 MainyasminaNo ratings yet
- 1 s2.0 S0254058409001151 MainDocument6 pages1 s2.0 S0254058409001151 MainyasminaNo ratings yet
- Structural Concrete - 2021 - Clau - A Comparative Evaluation of Strain Measurement Techniques in Reinforced ConcreteDocument16 pagesStructural Concrete - 2021 - Clau - A Comparative Evaluation of Strain Measurement Techniques in Reinforced ConcreteyasminaNo ratings yet
- BCGS MP-86Document511 pagesBCGS MP-86Valentina Renza PinoNo ratings yet
- Makita 6910Document3 pagesMakita 6910El MacheteNo ratings yet
- Maya Under Water LightingDocument12 pagesMaya Under Water LightingKombiah RkNo ratings yet
- Engineering Graphics NotesDocument115 pagesEngineering Graphics NotesThulasi Ram100% (1)
- Turbodrain EnglDocument8 pagesTurbodrain EnglIonut BuzescuNo ratings yet
- PSC Unit 3Document18 pagesPSC Unit 3Santosh ReddyNo ratings yet
- Abstracts: IAFRI Metaldehyde Conference - 13 September - Fera Science LTD, York YO41 1LZDocument6 pagesAbstracts: IAFRI Metaldehyde Conference - 13 September - Fera Science LTD, York YO41 1LZbendel_boyNo ratings yet
- ISEN 330 Final Exam ReviewDocument2 pagesISEN 330 Final Exam ReviewDaniel MedranoNo ratings yet
- Vol 3 2451-2468 PedreschiDocument18 pagesVol 3 2451-2468 PedreschiAveksaNo ratings yet
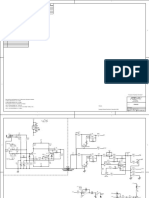
- Peavey Xr8000 SCHDocument12 pagesPeavey Xr8000 SCHLisandro Orrego SalvadorNo ratings yet
- Mobil - Welding Qa - QC and NDT Service - 20220927Document1 pageMobil - Welding Qa - QC and NDT Service - 20220927Wale OyeludeNo ratings yet
- ENGG 10 PreCalculus For EngineersDocument11 pagesENGG 10 PreCalculus For EngineersMariel Erica RootNo ratings yet
- General Twin Seal 06Document24 pagesGeneral Twin Seal 06Gk GaneshNo ratings yet
- AC-825 - Datasheet - ENDocument2 pagesAC-825 - Datasheet - ENkalkumarmNo ratings yet
- EASE Module 1 Geometry of Shape and SizeDocument27 pagesEASE Module 1 Geometry of Shape and Sizemonera mohammad0% (1)
- ARANDANOSDocument5 pagesARANDANOSCarolinaNo ratings yet
- LIST OF REGISTERED DRUGS As of Deceember 2012: DR No Generic Brand Strength Form CompanyDocument68 pagesLIST OF REGISTERED DRUGS As of Deceember 2012: DR No Generic Brand Strength Form CompanyBenjamin Tantiansu100% (1)
- Inspiratory Muscle TrainingDocument15 pagesInspiratory Muscle Trainingulfapanjaitan100% (2)
- En The New Polo 1.0 TSI, Petrol Engine 85 KW Seven-Speed Dual-Clutch Gearbox (DS PDFDocument1 pageEn The New Polo 1.0 TSI, Petrol Engine 85 KW Seven-Speed Dual-Clutch Gearbox (DS PDFrobbertmdNo ratings yet
- CH 7 - Project ControlDocument12 pagesCH 7 - Project ControlJeffrey CaparasNo ratings yet
- Flushing StatementDocument4 pagesFlushing StatementMohd Salleh Zainal100% (1)
- UG RA 005 - Thermal Integrity and Resistivity TestingDocument6 pagesUG RA 005 - Thermal Integrity and Resistivity TestingshamshuddinNo ratings yet
- Ap One Pagers Combined PDFDocument10 pagesAp One Pagers Combined PDFJack KirbyNo ratings yet
- 1.1 India and Its Rich Culture: Socio-Cultural CentreDocument102 pages1.1 India and Its Rich Culture: Socio-Cultural CentrePrarthana GhoshNo ratings yet
- Ingersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure SwitchDocument1 pageIngersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure Switchbara putranta fahdliNo ratings yet
- RFIDDocument18 pagesRFIDKulavardan ThalapulaNo ratings yet
- Analisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanDocument12 pagesAnalisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanShope IkmaNo ratings yet
- Microcontroller Based Speech To Text Translation SystemDocument6 pagesMicrocontroller Based Speech To Text Translation SystemJay Prakash MandalNo ratings yet
- Daftar Harga 2021 (Abjad)Document9 pagesDaftar Harga 2021 (Abjad)Arahmaniansyah HenkzNo ratings yet