Download as pdf or txt
You might also like
- Viscosity Classifications (ISO)Document8 pagesViscosity Classifications (ISO)Thanatip S.No ratings yet
- Lubes Classification - CVLDocument20 pagesLubes Classification - CVLIslam Omar KhattabNo ratings yet
- Publication 12 19625 137Document7 pagesPublication 12 19625 137fuby gintingNo ratings yet
- Actuadores Neumaticos TS - AdasDocument25 pagesActuadores Neumaticos TS - AdasDaniel SanNo ratings yet
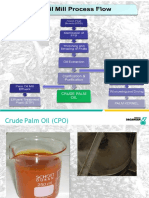
- Palm Oil MillDocument52 pagesPalm Oil MillengrsurifNo ratings yet
- Desch KB 16 GB Lutex LKBDocument6 pagesDesch KB 16 GB Lutex LKBchodgemNo ratings yet
- Fluid MechanicsDocument30 pagesFluid MechanicsThomas BecketNo ratings yet
- Dow 01486026691Document1 pageDow 01486026691punktakasNo ratings yet
- Shell Tellus Oil ST: Zinc-Free Hydraulic Oil For Wide Temperature RangeDocument2 pagesShell Tellus Oil ST: Zinc-Free Hydraulic Oil For Wide Temperature RangeMartín BaezaNo ratings yet
- General Discussions On Lubricating OilsDocument59 pagesGeneral Discussions On Lubricating OilsHari PurwadiNo ratings yet
- CSB HR1234WF2 - Hoja de DatosDocument1 pageCSB HR1234WF2 - Hoja de DatosGermanYPNo ratings yet
- FluidsDocument1 pageFluidsevil geniusNo ratings yet
- Synthetic Lubricant Case Study:-Discussing Performance Benefits Compared To Conventional OilsDocument33 pagesSynthetic Lubricant Case Study:-Discussing Performance Benefits Compared To Conventional OilsasifkhanmewNo ratings yet
- CSB Ups12460 (9ah)Document1 pageCSB Ups12460 (9ah)Alfin RiyadiNo ratings yet
- Hydraulic Oil PropertiesDocument5 pagesHydraulic Oil PropertiesHilton JoriNo ratings yet
- Types of LubricantsDocument8 pagesTypes of LubricantsLemia ELtyeb ELfadelNo ratings yet
- HR Series: Valve Regulated Lead Acid Battery Design For Standby Power ApplicationsDocument1 pageHR Series: Valve Regulated Lead Acid Battery Design For Standby Power ApplicationsDaniel FontesNo ratings yet
- Particle CountDocument20 pagesParticle CountEko AgustiantoNo ratings yet
- HR Series: Valve Regulated Lead Acid BatteryDocument1 pageHR Series: Valve Regulated Lead Acid Batteryjose luisNo ratings yet
- Lubrication - Fundamentals - May 2012 DRAFT Ver3.Document152 pagesLubrication - Fundamentals - May 2012 DRAFT Ver3.james_far100% (2)
- Metallic Gaskets - Installation & Torque - October 2020Document6 pagesMetallic Gaskets - Installation & Torque - October 2020Alberto CaveroNo ratings yet
- SAE Viscosity Grades For Engine Oils SAE J300Document1 pageSAE Viscosity Grades For Engine Oils SAE J300musebladeNo ratings yet
- Osc Leaflet en 2935082546Document2 pagesOsc Leaflet en 2935082546ramonNo ratings yet
- Quality 100crmo7: Lucefin GroupDocument1 pageQuality 100crmo7: Lucefin GroupPaulo ZechinNo ratings yet
- CV10 CV15 Brochure 09.01.2021Document4 pagesCV10 CV15 Brochure 09.01.2021hamadaNo ratings yet
- Stainless Steel Flexible Hose AssembliesDocument10 pagesStainless Steel Flexible Hose AssembliesDkdkkdNo ratings yet
- Kaeser Sigma 8000 S 100 150 PDFDocument1 pageKaeser Sigma 8000 S 100 150 PDFJan HendriksNo ratings yet
- Dow 01604301256Document1 pageDow 01604301256selecon sevillanaNo ratings yet
- Veriflex Intercon 1.8-3kV Cable - 1Document2 pagesVeriflex Intercon 1.8-3kV Cable - 1anastasia abengoaNo ratings yet
- Ficha Tecnica HR1234WDocument1 pageFicha Tecnica HR1234WMatías RomeroNo ratings yet
- HRL12500W Feb 2006 PDFDocument2 pagesHRL12500W Feb 2006 PDFenzoNo ratings yet
- Condition Monitoring of TransformersDocument72 pagesCondition Monitoring of TransformersUdara DassanayakeNo ratings yet
- Nyy PDFDocument5 pagesNyy PDFDen WhNo ratings yet
- Kabel Metal Nyy, Nym, Nya, NyfgbyDocument14 pagesKabel Metal Nyy, Nym, Nya, NyfgbyMitha Wahyu PangestiNo ratings yet
- Bateria GP1272F2 12-7ahDocument1 pageBateria GP1272F2 12-7ahVentas Prime TelecomNo ratings yet
- 1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveDocument4 pages1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveabrahamNo ratings yet
- CatalogueDocument32 pagesCatalogueTom RobertNo ratings yet
- Design and Operating NotesDocument16 pagesDesign and Operating NotesErich ThomasNo ratings yet
- HRL1234WDocument1 pageHRL1234WDaniel Porto RodriguesNo ratings yet
- The Difference Between Gasoline, Kerosene, DieselDocument6 pagesThe Difference Between Gasoline, Kerosene, Dieselebrahem gamerNo ratings yet
- PISTONDocument565 pagesPISTONali4299100% (1)
- Industrial HidraulikEPDocument2 pagesIndustrial HidraulikEPMicael FigueiraNo ratings yet
- Acid Battery CSB HRL Series CATALOG 4793Document14 pagesAcid Battery CSB HRL Series CATALOG 4793Lê Anh TuấnNo ratings yet
- GOOD JACK UnlockedDocument4 pagesGOOD JACK UnlockeddolensiallaganNo ratings yet
- CSB GP 12650Document2 pagesCSB GP 12650Marcelo AngelottiNo ratings yet
- GP Series: Valve Regulated Lead Acid BatteryDocument1 pageGP Series: Valve Regulated Lead Acid BatteryAlfin RiyadiNo ratings yet
- Royal Energy-Perkins+Stamford-1Document6 pagesRoyal Energy-Perkins+Stamford-1rafkhata01No ratings yet
- Rubber Gasket Installation & TorqueDocument4 pagesRubber Gasket Installation & TorqueKhan SANo ratings yet
- Ficha Técnica de Productos: Tone Model STC - MultipliersDocument2 pagesFicha Técnica de Productos: Tone Model STC - MultipliersRichards Salvatierra ArimanaNo ratings yet
- Data Sheet: Scrd-Ut SeriesDocument2 pagesData Sheet: Scrd-Ut SeriesMustafa PardawalaNo ratings yet
- Dow 01601396545Document1 pageDow 01601396545jose luisNo ratings yet
- NYYDocument5 pagesNYYrioNo ratings yet
- KATALOG KABEL METALDocument10 pagesKATALOG KABEL METALRista NovitaNo ratings yet
- 8 Opzv 800 2V 1110ah C100: CharacteristicsDocument3 pages8 Opzv 800 2V 1110ah C100: CharacteristicsVanegas YennyNo ratings yet
- CSB HRL 1280WDocument1 pageCSB HRL 1280WJulierme SistoNo ratings yet
- QALCO EPHD Gear Oil 324668100150220320460680 1000Document1 pageQALCO EPHD Gear Oil 324668100150220320460680 1000Vuthpalachaitanya KrishnaNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Environmental Analysis and Technology for the Refining IndustryFrom EverandEnvironmental Analysis and Technology for the Refining IndustryNo ratings yet
- Aluminum Filler Metal Selection ChartDocument1 pageAluminum Filler Metal Selection ChartfogdartNo ratings yet
- Glass Disk Fusion Method For The X-Ray Fluorescence Analysis of Rocks and SilicatesDocument4 pagesGlass Disk Fusion Method For The X-Ray Fluorescence Analysis of Rocks and Silicatesrazor75apNo ratings yet
- TDS - Chemflake Special - English (Uk) - Azad (Jotun Paints Ras Tanutra)Document4 pagesTDS - Chemflake Special - English (Uk) - Azad (Jotun Paints Ras Tanutra)Robert ClarkNo ratings yet
- Mechanical Properties of MaterialsDocument11 pagesMechanical Properties of MaterialsThiru MoorthyNo ratings yet
- ITP FOR SKID COMPRESSOR (Rev.0)Document14 pagesITP FOR SKID COMPRESSOR (Rev.0)Richard AdolfNo ratings yet
- (Com Ganho) - D. Sharma Levy Statistical Fluctuations From A Random Amplifying MediumDocument7 pages(Com Ganho) - D. Sharma Levy Statistical Fluctuations From A Random Amplifying MediumEMANUEL PINHEIRO SANTOSNo ratings yet
- Esab PT 19xlsDocument3 pagesEsab PT 19xlsDashtiNo ratings yet
- 4140DE Data SheetDocument1 page4140DE Data SheetNabeel AmeerNo ratings yet
- CC145 Operator's ManualDocument27 pagesCC145 Operator's ManualBKONo ratings yet
- Assignment 1 Design of Concrete Structures K Abdul AjeejDocument7 pagesAssignment 1 Design of Concrete Structures K Abdul Ajeejabdulajeej salluNo ratings yet
- Physics Mtmar - EdoneDocument1 pagePhysics Mtmar - EdoneAllan Estrada BasugaNo ratings yet
- Week 5 GP2Document5 pagesWeek 5 GP2Marvin DamascoNo ratings yet
- PolarimetryDocument8 pagesPolarimetryMeisin RahmanNo ratings yet
- JEE Mains-Print PDFDocument198 pagesJEE Mains-Print PDFtech yuvyashNo ratings yet
- Rundown TankDocument3 pagesRundown TankRadhakrishnan SreerekhaNo ratings yet
- Friction FactorDocument11 pagesFriction FactorshailiitbhuNo ratings yet
- Template Pipe PlateDocument1 pageTemplate Pipe PlateFarhan AmzarNo ratings yet
- Jder 30 MWDocument9 pagesJder 30 MWno-replyNo ratings yet
- ELEMENTS OF WEATHER CLIMATE Quarter 4 Week 3 Day 1Document23 pagesELEMENTS OF WEATHER CLIMATE Quarter 4 Week 3 Day 1Millie LagonillaNo ratings yet
- Study On The Classical and Rheological Properties of Castor Oil-Polyurethane Pre Polymer (C-PU) Modified AsphaltDocument7 pagesStudy On The Classical and Rheological Properties of Castor Oil-Polyurethane Pre Polymer (C-PU) Modified Asphalt王玏No ratings yet
- Pipeline Welding InspectionDocument4 pagesPipeline Welding InspectionRizky TrianandaNo ratings yet
- Fancoil Operation and Maintenance Manual ENGDocument60 pagesFancoil Operation and Maintenance Manual ENGKarayev Bayram100% (1)
- Eddy Current Testing MethodDocument6 pagesEddy Current Testing Methodhaoues23No ratings yet
- BD TD Formula Tion Code Carr, S Index Hausner 'S Ratio Angle of Repose Pure Drug Physical MixtureDocument7 pagesBD TD Formula Tion Code Carr, S Index Hausner 'S Ratio Angle of Repose Pure Drug Physical MixtureSAI ASSOCIATENo ratings yet
- 410 Types PDFDocument18 pages410 Types PDFGökhan ÇiçekNo ratings yet
- Lecture VVI 24 3 2020 10 40-12 40 Chitra Physics Electronics UPI-32511204Document10 pagesLecture VVI 24 3 2020 10 40-12 40 Chitra Physics Electronics UPI-32511204Chaitali KuteNo ratings yet
- 2.5 MM 1250....Document1 page2.5 MM 1250....Balaji Defence100% (1)
- Data Sheet: Directly Acting Brushless Actuator With Rotary OutputDocument2 pagesData Sheet: Directly Acting Brushless Actuator With Rotary Outputincore1976No ratings yet
- F2617 PDFDocument9 pagesF2617 PDFAhmad Zubair RasulyNo ratings yet