Download as pdf or txt
You might also like
- States of MatterDocument20 pagesStates of MatterDeepika BankapalliNo ratings yet
- Passive Fire Protection Testing & CertificationDocument9 pagesPassive Fire Protection Testing & CertificationVikas Kumar Pathak100% (1)
- Refractory Dry Out Procedures PDFDocument18 pagesRefractory Dry Out Procedures PDFTamer Abd Elrasoul0% (2)
- Internship ReportDocument93 pagesInternship ReportBabar Bilal100% (1)
- UNIT-2 2marks QuestionsDocument6 pagesUNIT-2 2marks Questionsdellibabu509100% (1)
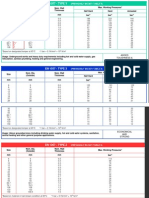
- BS en 1057 - Copper Pipework TablesDocument2 pagesBS en 1057 - Copper Pipework TablespaulnwhiteNo ratings yet
- C CO OO Olliin NG G: Cryogenic Cryogenic Vapor Vapor Cooling CoolingDocument4 pagesC CO OO Olliin NG G: Cryogenic Cryogenic Vapor Vapor Cooling CoolingMilica IvanovicNo ratings yet
- Evaporator "Alfa Laval"Document22 pagesEvaporator "Alfa Laval"Jittipong HomchitNo ratings yet
- Optimized Mold Temperature ControlDocument50 pagesOptimized Mold Temperature ControlSüleymanŞentürkNo ratings yet
- Hot & Cold Chamber: ConstructionDocument2 pagesHot & Cold Chamber: ConstructionSayyadh Rahamath BabaNo ratings yet
- Dowtherm QDocument2 pagesDowtherm QÖmer LaçinNo ratings yet
- Jacketed Reactor Vessel PDFDocument1 pageJacketed Reactor Vessel PDFSH1961No ratings yet
- Ammonia Refrigeration PDFDocument8 pagesAmmonia Refrigeration PDFducky 99100% (1)
- Everdry Int 2015 08Document8 pagesEverdry Int 2015 08Rain KongNo ratings yet
- LOC - Cooling System, EMDC.Document12 pagesLOC - Cooling System, EMDC.davidNo ratings yet
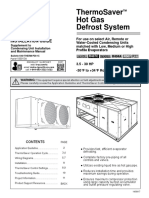
- Thermosaver Hot Gas Defrost System: Product Data, Application & Installation GuideDocument12 pagesThermosaver Hot Gas Defrost System: Product Data, Application & Installation GuideHoàngViệtAnhNo ratings yet
- Gas TurbineInlet Air CoolingDocument41 pagesGas TurbineInlet Air CoolingDurjoy ChakrabortyNo ratings yet
- Globaltherm M Product Information SheetDocument4 pagesGlobaltherm M Product Information SheetMalek MahmoudNo ratings yet
- Badotherm Diaphragm Seal Solution HTDSDocument4 pagesBadotherm Diaphragm Seal Solution HTDSNathanNo ratings yet
- Turbine Inlet Air Cooling System (Bob Omdivar) Keuntungan Dan Kelebihan Sistem PendinginDocument41 pagesTurbine Inlet Air Cooling System (Bob Omdivar) Keuntungan Dan Kelebihan Sistem Pendingindimas100% (3)
- Fired Heater Safety ReviewDocument8 pagesFired Heater Safety Reviewchemical509No ratings yet
- Flow Diagram For DehumidifierDocument2 pagesFlow Diagram For DehumidifieramitbslpawarNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- FX 400-2000Document8 pagesFX 400-2000francisco jose arruda de sousaNo ratings yet
- 21 254 Dehumidification For ElectronicsDocument12 pages21 254 Dehumidification For ElectronicsJose LopezNo ratings yet
- s10nmdl1sm ENDocument30 pagess10nmdl1sm ENYongfeng QianNo ratings yet
- Ag015ksvajhaa Submittal 460v+Dvm+Chiller 10152021Document8 pagesAg015ksvajhaa Submittal 460v+Dvm+Chiller 10152021Malvin JiménezNo ratings yet
- Data Sheet FD1200-2000-3000Document6 pagesData Sheet FD1200-2000-3000ManojNo ratings yet
- Frost Control Strategies For Airxchange Enthalpy WheelsDocument6 pagesFrost Control Strategies For Airxchange Enthalpy Wheelsenlightened1718No ratings yet
- AMCA Certified Fans Should Not Be Used For Emergency Smoke ExtractionDocument2 pagesAMCA Certified Fans Should Not Be Used For Emergency Smoke ExtractionZine ModelsNo ratings yet
- Meefog GuideDocument7 pagesMeefog Guidesnbc2008No ratings yet
- How To Select A Compressed Air Dryer - Van Air SystemsDocument3 pagesHow To Select A Compressed Air Dryer - Van Air SystemsHemchand MoreNo ratings yet
- Review of Air and Liquid Metal Based Cooling of Turbine BladesDocument7 pagesReview of Air and Liquid Metal Based Cooling of Turbine BladesAirwarriorg91No ratings yet
- Heat Pipes Write Up With ExampleDocument9 pagesHeat Pipes Write Up With Examplesyed mustafa aliNo ratings yet
- 180417外贸后处理样本Document16 pages180417外贸后处理样本tindattienNo ratings yet
- Data Sheet: Hfc-125 Clean AgentDocument2 pagesData Sheet: Hfc-125 Clean AgentCECILIA BANDA LOYDANo ratings yet
- ALM Refrigeration Air DryerDocument34 pagesALM Refrigeration Air DryerJunaid AhmedNo ratings yet
- Introduction To Air ConditioningDocument11 pagesIntroduction To Air ConditioningJerick HernandezNo ratings yet
- Engineers Newsletter Air Distribution Cold Air Makes Good SenseDocument6 pagesEngineers Newsletter Air Distribution Cold Air Makes Good SensesamersibaniNo ratings yet
- 04 Diaphragm SealsDocument44 pages04 Diaphragm Sealstom2csfNo ratings yet
- Introduction To Refrigeration & Air Conditioning: Applied Thermodynamics & Heat EnginesDocument60 pagesIntroduction To Refrigeration & Air Conditioning: Applied Thermodynamics & Heat EnginesHarry TarusNo ratings yet
- TDS PEEK Filament PDFDocument2 pagesTDS PEEK Filament PDFRui MatiasNo ratings yet
- TDS PEEK Filament 1Document2 pagesTDS PEEK Filament 1Krzysztof KardachNo ratings yet
- GEA - Refrigeration in Oil & Gas Industry - tcm11-33981Document4 pagesGEA - Refrigeration in Oil & Gas Industry - tcm11-33981Dhroov SharmaNo ratings yet
- HTTP WWW - Dow.com PublishedLiterature DH 0032 0901b803800325da - PDF Filepath Heattrans Pdfs Noreg 176-01353Document24 pagesHTTP WWW - Dow.com PublishedLiterature DH 0032 0901b803800325da - PDF Filepath Heattrans Pdfs Noreg 176-01353Dan ChippowskiNo ratings yet
- Study of Heat TransferDocument8 pagesStudy of Heat TransferkhanNo ratings yet
- Subfreezing Dryer Brochure GB WorkDocument8 pagesSubfreezing Dryer Brochure GB Worknicolas.lelorrainNo ratings yet
- 2015 Technical Paper 4Document36 pages2015 Technical Paper 4HoàngViệtAnhNo ratings yet
- Air Dryer CIIDocument4 pagesAir Dryer CIIVasudev ShanmughanNo ratings yet
- Protective Steam HeatingDocument8 pagesProtective Steam HeatingswatkoolNo ratings yet
- Vertiv Ap Elevated Return Air Temperature - en - Asia 302442 0Document10 pagesVertiv Ap Elevated Return Air Temperature - en - Asia 302442 0YoYoRamezNo ratings yet
- Foaming Tendencies of Oil TestsDocument8 pagesFoaming Tendencies of Oil TestsJustin EvansNo ratings yet
- 08 Lubricating GreasesDocument22 pages08 Lubricating Greasesfoot3z7669No ratings yet
- Ladle Preheat - Kelly AISTech 2010Document7 pagesLadle Preheat - Kelly AISTech 2010Edgar Jose Gandara MarmolejoNo ratings yet
- E Series: Incubators (Hot Air)Document2 pagesE Series: Incubators (Hot Air)AhmedRamadanNo ratings yet
- 80-1-IsD - Condensation Control On Air Conditioning DuctsDocument4 pages80-1-IsD - Condensation Control On Air Conditioning DuctsHumaid ShaikhNo ratings yet
- How To Manage Hot Bearings in Your PlantDocument5 pagesHow To Manage Hot Bearings in Your PlantBrayan MejiaNo ratings yet
- BGA ReballingDocument10 pagesBGA ReballingdhulandharNo ratings yet
- ACB10 Technical Data April10Document12 pagesACB10 Technical Data April10RK TekNo ratings yet
- Federal Technology Alert: Refrigerant SubcoolingDocument24 pagesFederal Technology Alert: Refrigerant SubcoolingVeera ManiNo ratings yet
- Updated AMS 2750 TrainingDocument76 pagesUpdated AMS 2750 TrainingX800XLNo ratings yet
- AIRFIT UK FASE2 Email - Jan2011 PDFDocument46 pagesAIRFIT UK FASE2 Email - Jan2011 PDFSelva Kumar Selva KumarNo ratings yet
- Z AslanDocument9 pagesZ AslanShivdayal PatelNo ratings yet
- Analysis of Rotational Constant of HBRDocument4 pagesAnalysis of Rotational Constant of HBRRock MaheshNo ratings yet
- 17 Casing Design PDFDocument44 pages17 Casing Design PDFChristian Olascoaga Mori50% (2)
- ww21b Y-HedbergDocument10 pagesww21b Y-HedbergKARLNo ratings yet
- Void 004-Permeate Water Storage TankDocument55 pagesVoid 004-Permeate Water Storage TankUday UdmaleNo ratings yet
- Neutralization or Acid-Base IndicatorsDocument8 pagesNeutralization or Acid-Base IndicatorsHMJ Biologi FMIPA UNMNo ratings yet
- An Approach To Finite Element Modeling of Liquid Storage Tanks in Ansys A ReviewDocument2 pagesAn Approach To Finite Element Modeling of Liquid Storage Tanks in Ansys A ReviewKürşat ÇELİKNo ratings yet
- Peter Atkins Julio de Paula Ron Friedman Physical Chemistry Quanta (0613-0663)Document51 pagesPeter Atkins Julio de Paula Ron Friedman Physical Chemistry Quanta (0613-0663)Administracion OTIC IVICNo ratings yet
- 6453 05 Hw11solDocument8 pages6453 05 Hw11soll7aniNo ratings yet
- A V P A V P: PressureDocument2 pagesA V P A V P: PressurePearl Alexandra FabitoNo ratings yet
- Ferolite Nam 37Document2 pagesFerolite Nam 37AmeurNo ratings yet
- KompresorDocument32 pagesKompresorGoran JosipovićNo ratings yet
- Fluids Lab Venturi Meter - 4Document5 pagesFluids Lab Venturi Meter - 4augur886No ratings yet
- Conceptests in Chemical Engineering Thermodynamics Unit 3: Fluid Phase Equilibria in MixturesDocument68 pagesConceptests in Chemical Engineering Thermodynamics Unit 3: Fluid Phase Equilibria in MixturesLance MeyersNo ratings yet
- Fatigue Lifetime Prediction For Oil Tube Material Based On Abaqus and Fe-SafeDocument8 pagesFatigue Lifetime Prediction For Oil Tube Material Based On Abaqus and Fe-Safenferreira_245024No ratings yet
- Comparision of NDT Methods: Technical & CostsDocument11 pagesComparision of NDT Methods: Technical & Costskailash100% (1)
- Vector NumericalsDocument4 pagesVector NumericalsAnwita JhaNo ratings yet
- Pressure MeasurementDocument59 pagesPressure MeasurementNarendra YadavNo ratings yet
- Ej 2023 q2 IssueDocument66 pagesEj 2023 q2 IssueIoannis MitsisNo ratings yet
- Bahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsDocument37 pagesBahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsAarón NavarreteNo ratings yet
- Notation 15.1: Pci Bridge Design ManualDocument50 pagesNotation 15.1: Pci Bridge Design ManualRammiris ManNo ratings yet
- Bolted Flange ConnectionDocument6 pagesBolted Flange Connectiondip_maanNo ratings yet
- 6433d44f15dfdb0019eefa60 - ## - Lecture Planner - Chemistry - (Pathshala 12th JEE 2024)Document2 pages6433d44f15dfdb0019eefa60 - ## - Lecture Planner - Chemistry - (Pathshala 12th JEE 2024)Harshit MishraNo ratings yet
- Refrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopDocument12 pagesRefrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopTamer LordNo ratings yet
- Crate Washer Type DLWA 1000-3T HighlineDocument2 pagesCrate Washer Type DLWA 1000-3T Highlinesami ben chikhaNo ratings yet
- Answer Key To Physics Review Book1 - OcredDocument58 pagesAnswer Key To Physics Review Book1 - Ocredblack zhaoNo ratings yet