Download as pdf or txt
You might also like
- Clil Lesson Plan TemplateDocument5 pagesClil Lesson Plan Templatesandovalz24433% (3)
- Olympus Mju-1 Parts ListDocument8 pagesOlympus Mju-1 Parts ListMalaNo ratings yet
- Trek 7200Document1 pageTrek 7200Haris ANo ratings yet
- TWS 600SDocument44 pagesTWS 600Sfrank vNo ratings yet
- Raceland CatalogDocument52 pagesRaceland CatalogAntonis Georgiadis100% (1)
- PINACHO Conventional Lathes LRDocument2 pagesPINACHO Conventional Lathes LRAntonio Sanchez Sanchez100% (2)
- Animals Are People TooDocument2 pagesAnimals Are People TooTashini LileeNo ratings yet
- Optibelt ZR Product RangeDocument10 pagesOptibelt ZR Product RangeEnker enkerNo ratings yet
- Hibon NX Serisi Blover Katalogu - IngilizceDocument8 pagesHibon NX Serisi Blover Katalogu - IngilizceDocu CenterNo ratings yet
- Archivo PDFDocument8 pagesArchivo PDFhomero castroNo ratings yet
- Optibelt OMEGA HP Product RangeDocument10 pagesOptibelt OMEGA HP Product RangevietkhamNo ratings yet
- Cadenas WHDocument6 pagesCadenas WHspedrerosNo ratings yet
- User Manual SANDVIK Updated July 2012Document51 pagesUser Manual SANDVIK Updated July 2012Pato CarmonaNo ratings yet
- Trun CalcDocument57 pagesTrun CalcsehonoNo ratings yet
- Hibon NX Serisi Blover Kafa Katalogu - IngilizceDocument8 pagesHibon NX Serisi Blover Kafa Katalogu - IngilizceDocu CenterNo ratings yet
- Raise Boring Heads: User ManualDocument40 pagesRaise Boring Heads: User ManualMaykol Ken Hasaki MaselNo ratings yet
- Areas - Tabla Unificada REV 1 TCDocument467 pagesAreas - Tabla Unificada REV 1 TCAdrian TocaNo ratings yet
- Cargo Alternators ComponentsDocument816 pagesCargo Alternators ComponentsAna LorcaNo ratings yet
- Trunnion CalculationDocument92 pagesTrunnion CalculationkarunaNo ratings yet
- Downhole MotorsDocument31 pagesDownhole MotorsRFVNo ratings yet
- Partes para AlternadoresDocument906 pagesPartes para AlternadoresJorge MartinezNo ratings yet
- Scule HidrauliceDocument34 pagesScule HidraulicelucianbordeutNo ratings yet
- Beam Haunch StiffnerDocument5 pagesBeam Haunch Stiffnerjigarshah21No ratings yet
- Reinforcing Steel and AccessoriesDocument4 pagesReinforcing Steel and AccessoriesTheodore TheodoropoulosNo ratings yet
- SERVOTECNICA-SRH SlipRingsDocument4 pagesSERVOTECNICA-SRH SlipRingsTenday Agus Setya WibawaNo ratings yet
- Trunnion Calculation - MasterDocument92 pagesTrunnion Calculation - MasterSrisaran Srinivas ArasavelliNo ratings yet
- PDF s2h Series BrochureDocument8 pagesPDF s2h Series BrochureMahmoud MagdyNo ratings yet
- P08-1021-I-MN-1044 Rev 1 Simark - Flanged Turbine ManualDocument12 pagesP08-1021-I-MN-1044 Rev 1 Simark - Flanged Turbine ManualrehanNo ratings yet
- Serva Pumps Parts Service 113015 LR PagesDocument20 pagesServa Pumps Parts Service 113015 LR Pagesjjjjjj33% (3)
- Bühler Chain.: Parts CatalogDocument16 pagesBühler Chain.: Parts CatalogRafael Bello DíazNo ratings yet
- Catalog HRC Jaw CouplingsDocument8 pagesCatalog HRC Jaw CouplingsMadan Yadav100% (1)
- Fan SpecificationDocument3 pagesFan SpecificationEmrah MertyürekNo ratings yet
- Pushrod Accessories & Rev KitsDocument6 pagesPushrod Accessories & Rev Kitscrower_scribdNo ratings yet
- LM55Document8 pagesLM55EmersonClementeRomanNo ratings yet
- Pipe JigDocument8 pagesPipe JigVVan TanNo ratings yet
- EnerpacDocument10 pagesEnerpacRaul CostiniucNo ratings yet
- L&I Catalog - 2011Document56 pagesL&I Catalog - 2011MDC-ITNo ratings yet
- Honda / AcuraDocument7 pagesHonda / Acuracrower_scribdNo ratings yet
- Gfps-Dk-Technical Data Metal Butterfly Valve Type 039Document7 pagesGfps-Dk-Technical Data Metal Butterfly Valve Type 039Omar GuillenNo ratings yet
- PIX PowerWare Pulleys & CouplingsDocument110 pagesPIX PowerWare Pulleys & CouplingsAman ParmeswarNo ratings yet
- RAPTOR Cone CrusherDocument4 pagesRAPTOR Cone CrusherLuis Miguel La TorreNo ratings yet
- Series 406NRSRW Specification SheetDocument2 pagesSeries 406NRSRW Specification SheetWattsNo ratings yet
- TBMA Rotary Valve-Special Duty HZDocument2 pagesTBMA Rotary Valve-Special Duty HZYing Kei ChanNo ratings yet
- Compact5 Super11Document1 pageCompact5 Super11Peanut d. DestroyerNo ratings yet
- ZPP z22 Doublesuctionaxiallysplitpumps E00502Document6 pagesZPP z22 Doublesuctionaxiallysplitpumps E00502Fernando Rodríguez HNo ratings yet
- CP Series: M-D Pneumatics Rotary Positive Displacement BlowersDocument4 pagesCP Series: M-D Pneumatics Rotary Positive Displacement BlowersHUNGNo ratings yet
- Ditch Witch Replacement Parts 3A4F32679E5DDDocument74 pagesDitch Witch Replacement Parts 3A4F32679E5DDTriplelNo ratings yet
- Atlanta Servo Drive System 060812Document85 pagesAtlanta Servo Drive System 060812Anonymous JGugvoz1No ratings yet
- TRIPLE OFFSET BUTTERFLY VALVE TX Literature PDFDocument8 pagesTRIPLE OFFSET BUTTERFLY VALVE TX Literature PDFjdietz4No ratings yet
- Apron ChainDocument20 pagesApron Chainchannakeshava pandurangaNo ratings yet
- Tapping Saddle DimensionsDocument4 pagesTapping Saddle DimensionsAnonymous IgzACaiNo ratings yet
- Design InformationDocument124 pagesDesign InformationAbdelrahman shokryNo ratings yet
- Series LFB6080, LFB6081 Specification SheetDocument2 pagesSeries LFB6080, LFB6081 Specification SheetWattsNo ratings yet
- Ficha Técnica Tornos Convencionales CDS CW - Compressed1 PDFDocument1 pageFicha Técnica Tornos Convencionales CDS CW - Compressed1 PDFedisonNo ratings yet
- 600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)Document8 pages600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)LeonardNo ratings yet
- 5cff490ce4d7e221480daca7 HULTDINS Broschyr SuperSaw ENGDocument12 pages5cff490ce4d7e221480daca7 HULTDINS Broschyr SuperSaw ENGstrtrknexgenNo ratings yet
- Centrifugal Slurry Pump RangeDocument16 pagesCentrifugal Slurry Pump Rangecitramuara100% (4)
- JGK-T ArielDocument4 pagesJGK-T Arielrsilayen951No ratings yet
- 16-Documentacion Tecnica Sis OykDocument18 pages16-Documentacion Tecnica Sis OykLuisAlbertoVerdejoTapia100% (2)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- History: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHDocument3 pagesHistory: Ludwig Hunger: About Us: Home - Ludwig Hunger GMBHPatrizio MassaroNo ratings yet
- CATALOG K21 'Adjustabable Reamers'Document19 pagesCATALOG K21 'Adjustabable Reamers'Patrizio MassaroNo ratings yet
- Brochure Reamers Type UDocument3 pagesBrochure Reamers Type UPatrizio MassaroNo ratings yet
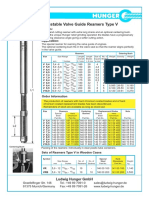
- Brochure Reamers Type VDocument1 pageBrochure Reamers Type VPatrizio MassaroNo ratings yet
- Brochure Reamers Type EDocument2 pagesBrochure Reamers Type EPatrizio MassaroNo ratings yet
- Brochure Reamers Type KDocument2 pagesBrochure Reamers Type KPatrizio MassaroNo ratings yet
- Brochure Reamers Type DDocument2 pagesBrochure Reamers Type DPatrizio MassaroNo ratings yet
- SOAL UJIAN MCQ Jan 2022Document22 pagesSOAL UJIAN MCQ Jan 2022densus awNo ratings yet
- Business English ModuleDocument70 pagesBusiness English ModuleSatria Candra CandraNo ratings yet
- Caterpillar Xqe 20 Kva: Powered by ExcellenceDocument2 pagesCaterpillar Xqe 20 Kva: Powered by ExcellenceMiu MiuNo ratings yet
- Top Companies of IndiaDocument19 pagesTop Companies of IndiaNidhi_Rawat_7890100% (1)
- My PROPOSALSDocument33 pagesMy PROPOSALSdursam328No ratings yet
- ITE132-MmNn-FUNDAMENTALS OF COMPUTER NETWORKDocument7 pagesITE132-MmNn-FUNDAMENTALS OF COMPUTER NETWORKJehan MacararicNo ratings yet
- Engineer'S Manual: SeriesDocument126 pagesEngineer'S Manual: SeriesAnonymous hMyP30F6mNo ratings yet
- Dixel: Instruction ManualDocument38 pagesDixel: Instruction ManualDavid SilvaNo ratings yet
- As Referenced by ASME B20.1 For Use in Conjunction With That StandardDocument26 pagesAs Referenced by ASME B20.1 For Use in Conjunction With That StandardimazaxNo ratings yet
- Electrostatic Work, Potential Energy, and Potential Electrostatic WorkDocument22 pagesElectrostatic Work, Potential Energy, and Potential Electrostatic WorkwonuNo ratings yet
- wph16 01 Pef 20230302Document17 pageswph16 01 Pef 20230302the dsNo ratings yet
- Gelman TaylorDocument443 pagesGelman TaylorAbhishek Bajaj100% (1)
- BOSTES 2016 HSC Agriculture ExamDocument28 pagesBOSTES 2016 HSC Agriculture ExamOliver LinNo ratings yet
- A History of FluoridationDocument29 pagesA History of FluoridationniNo ratings yet
- Bioelectromagnetism. 16. Vectorcardiographic Lead Systems: January 1995Document21 pagesBioelectromagnetism. 16. Vectorcardiographic Lead Systems: January 1995Insani Abdi BangsaNo ratings yet
- Lect2 - 1 11 2011 PDFDocument62 pagesLect2 - 1 11 2011 PDFgendadeyu552625100% (1)
- 6.5.1.2 Packet Tracer - Layer 2 Security - Instructor - CompressedDocument10 pages6.5.1.2 Packet Tracer - Layer 2 Security - Instructor - Compressedputa2212100% (1)
- Durag Opacity Monitor (D R290) Service Manual PDFDocument40 pagesDurag Opacity Monitor (D R290) Service Manual PDFchergui.adelNo ratings yet
- PR 6423/.. Series: Eddy Current Displacement SensorDocument4 pagesPR 6423/.. Series: Eddy Current Displacement SensorMohamad YusufNo ratings yet
- The World Is VastDocument7 pagesThe World Is Vastapi-341257935100% (1)
- Stress Analyses Around Holes in Composite Laminates Using Boundary Element MethodDocument10 pagesStress Analyses Around Holes in Composite Laminates Using Boundary Element MethodpdhurveyNo ratings yet
- 99+ Tiếng AnhDocument41 pages99+ Tiếng AnhducNo ratings yet
- Optical Amplifiers: An Important Element of WDM SystemsDocument21 pagesOptical Amplifiers: An Important Element of WDM SystemsPranveer Singh PariharNo ratings yet
- Ventsim ProblemsDocument2 pagesVentsim ProblemsnaomikarenbellNo ratings yet
- Throw Training ProgramDocument3 pagesThrow Training ProgramSir Manny100% (1)
- The Rotator Cuff (Myofascial Techniques)Document4 pagesThe Rotator Cuff (Myofascial Techniques)Advanced-Trainings.com100% (3)
- NicholassteadresumeDocument2 pagesNicholassteadresumeapi-282746100No ratings yet