
1 s2.0 S2211812812000120 Main
1 s2.0 S2211812812000120 Main
You might also like
- Molarity - Worksheet 1 Ans KeyDocument4 pagesMolarity - Worksheet 1 Ans KeyThentamilselvi MNo ratings yet
- ORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Document5 pagesORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Tarek mahmood rahath100% (1)
- ZnMgO Thin FilmDocument7 pagesZnMgO Thin FilmastridNo ratings yet
- TensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFDocument10 pagesTensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFeid elsayedNo ratings yet
- Bagherpour Jurnal 3Document6 pagesBagherpour Jurnal 3Muhammad Falqi YusufNo ratings yet
- Aluminium CoatingDocument10 pagesAluminium CoatingShreyank Deepali GoelNo ratings yet
- AbstractsDocument146 pagesAbstractsAnibal RodriguezNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument8 pagesSurface & Coatings Technology: SciencedirectGustavo GonzagaNo ratings yet
- Materials 13 00369Document11 pagesMaterials 13 00369Siddharth MahalaNo ratings yet
- Physical, Chemical and Thermal Characterization of Alumina - Magnesia-Carbon RefractoriesDocument17 pagesPhysical, Chemical and Thermal Characterization of Alumina - Magnesia-Carbon RefractoriesSantoNo ratings yet
- Thermal Expans and TG Fig8-9Document11 pagesThermal Expans and TG Fig8-9elvannrmnNo ratings yet
- Applied Surface ScienceDocument7 pagesApplied Surface Sciencebluedolphin7No ratings yet
- Controlled Modification of Sodium Montmorillonite Clay by A Planetary Ball-Mill As A Versatile Tool To Tune Its PropertiesDocument9 pagesControlled Modification of Sodium Montmorillonite Clay by A Planetary Ball-Mill As A Versatile Tool To Tune Its PropertiesJeffNo ratings yet
- Effect of Stress On Damping Capacity of A Shape Memory Alloy CuznalDocument7 pagesEffect of Stress On Damping Capacity of A Shape Memory Alloy Cuznalr3dh34rtNo ratings yet
- Determination of Hardness, Young's Modulus and Fracture Toughness ofDocument7 pagesDetermination of Hardness, Young's Modulus and Fracture Toughness ofjamesNo ratings yet
- Articulo AlnicoDocument5 pagesArticulo Alnicojose baenaNo ratings yet
- Gupta 2012Document10 pagesGupta 2012ABHISHEK SINGH MSMENo ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Effect of ZN Addition On Microstructure and Mechanical Properties Ofanal - Mg-Si AlloyDocument4 pagesEffect of ZN Addition On Microstructure and Mechanical Properties Ofanal - Mg-Si AlloyNoura Nour ElshamsNo ratings yet
- 10 1016@j Materresbull 2013 09 003Document8 pages10 1016@j Materresbull 2013 09 003Aliy Kanza Al GhiffariNo ratings yet
- Influence of The Mechanical Behaviour Specificities of Damaged RefractoryDocument11 pagesInfluence of The Mechanical Behaviour Specificities of Damaged RefractoryJean-Noël LerouxNo ratings yet
- BrazJOralSci 2004 3 8 p414 9Document6 pagesBrazJOralSci 2004 3 8 p414 9Jessica WestNo ratings yet
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocument7 pagesThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيNo ratings yet
- Solar Energy Materials and Solar Cells: SciencedirectDocument7 pagesSolar Energy Materials and Solar Cells: Sciencedirectzola nurmadya pNo ratings yet
- Glass Matrix CompositesDocument5 pagesGlass Matrix Compositesyaswanth1992No ratings yet
- Qualification Methods of Al O Injection Molding Raw MaterialsDocument7 pagesQualification Methods of Al O Injection Molding Raw MaterialsRing MasterNo ratings yet
- Solgel2022 Poster BookofabstratsDocument310 pagesSolgel2022 Poster BookofabstratsKurtusNo ratings yet
- Microstructural Dependence of Constitutive Properties of EutectiDocument10 pagesMicrostructural Dependence of Constitutive Properties of EutectiAminul HoqueNo ratings yet
- Co ZN FeDocument8 pagesCo ZN FeLORENA GRIJALBA LEONNo ratings yet
- Corrosion Behavior of T91 and Type AISI 403 Stainless Steel in Supercritical WaterDocument8 pagesCorrosion Behavior of T91 and Type AISI 403 Stainless Steel in Supercritical WaterSai dineshNo ratings yet
- Comptes Rendus MecaniqueDocument12 pagesComptes Rendus Mecaniquegilberto herreraNo ratings yet
- Optics and Laser Technology: Full Length ArticleDocument9 pagesOptics and Laser Technology: Full Length Articlesrinathgudur11No ratings yet
- Liu 2019Document17 pagesLiu 2019ChristopherElPadrinoCardenasNo ratings yet
- Alessio 2012Document6 pagesAlessio 2012suhardiantoNo ratings yet
- Role of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersDocument6 pagesRole of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersIoannis KapageridisNo ratings yet
- Advanced Powder Technology: Fauziatul Fajaroh, Heru Setyawan, Adrian Nur, I. Wuled LenggoroDocument5 pagesAdvanced Powder Technology: Fauziatul Fajaroh, Heru Setyawan, Adrian Nur, I. Wuled LenggoroSahidahIrawanNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- S Sutradhar Publication Feb 2021Document10 pagesS Sutradhar Publication Feb 2021Subham AdhikariNo ratings yet
- Artigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCDocument9 pagesArtigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCRaphael Prestes SalemNo ratings yet
- Microstructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesDocument11 pagesMicrostructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesamuthakarNo ratings yet
- Microstructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIDocument15 pagesMicrostructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIsatyanarayana chvvNo ratings yet
- Jme 4Document4 pagesJme 4RAJU T NNo ratings yet
- Acikbas Alfa Beta SialonDocument7 pagesAcikbas Alfa Beta SialonBabcsánné Kiss JuditNo ratings yet
- MSF 941 1348Document6 pagesMSF 941 1348joey040303No ratings yet
- Service-Like TMF Tests For The Life Assessment of An SX GT BladeDocument9 pagesService-Like TMF Tests For The Life Assessment of An SX GT BladeMaryam TorfehNo ratings yet
- Metals 10 00250 v2Document12 pagesMetals 10 00250 v2kumarisezal81No ratings yet
- Materials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaDocument11 pagesMaterials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaShivansh MishraNo ratings yet
- Phase, Microstructure, and Wear Behavior of Al2O3-reinforced Fe-Si Alloy-Based Metal Matrix NanocompositesDocument14 pagesPhase, Microstructure, and Wear Behavior of Al2O3-reinforced Fe-Si Alloy-Based Metal Matrix NanocompositesAkash SaxenaNo ratings yet
- Synthesis of Ammonia Gas Sensor Based On Multiwalled Carbon Nanotube and Schiff Base PolymerDocument43 pagesSynthesis of Ammonia Gas Sensor Based On Multiwalled Carbon Nanotube and Schiff Base Polymermohammed mahadi.aNo ratings yet
- Feasibility of Nickel and Cobalt Mixed Sulfides Mine Tailings As Alternative Fine Aggregate For Shotcrete Mix DesignDocument14 pagesFeasibility of Nickel and Cobalt Mixed Sulfides Mine Tailings As Alternative Fine Aggregate For Shotcrete Mix DesignReymark DoriaNo ratings yet
- Al2O3-NbC Nanocomposites P...Document22 pagesAl2O3-NbC Nanocomposites P...nilrudraNo ratings yet
- Materials Science & Engineering ADocument5 pagesMaterials Science & Engineering Auddeshya shuklaNo ratings yet
- 2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesDocument10 pages2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesMCG GroupNo ratings yet
- Evaluation of Marginal and Internal Fit of Ceramic and Metallic Crown Copings Using X-Ray Microtomography TechnologyDocument6 pagesEvaluation of Marginal and Internal Fit of Ceramic and Metallic Crown Copings Using X-Ray Microtomography TechnologyMayra Ortiz HerreraNo ratings yet
- Magnetic Electric Properties and Hardness of 17-4Document8 pagesMagnetic Electric Properties and Hardness of 17-4vsraju2No ratings yet
- Balakrishnan 2013Document7 pagesBalakrishnan 2013antoniovdecastroNo ratings yet
- Achieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyDocument9 pagesAchieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyPATIL VISHWESH NARENDRANo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- 10 15446@dyna v83n195 50833Document5 pages10 15446@dyna v83n195 50833CARLOS ALONSO ALMANZA CAJAHUARINGANo ratings yet
- Revolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsFrom EverandRevolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsNo ratings yet
- Nanocrystalline Materials: Their Synthesis-Structure-Property Relationships and ApplicationsFrom EverandNanocrystalline Materials: Their Synthesis-Structure-Property Relationships and ApplicationsNo ratings yet
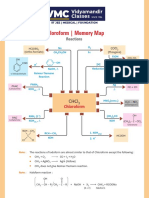
- Chloroform - Memory Map: ReactionsDocument1 pageChloroform - Memory Map: ReactionsAryan GuptaNo ratings yet
- Chapter 1 IntroductionDocument41 pagesChapter 1 IntroductionertNo ratings yet
- Comparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingDocument10 pagesComparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingVallery Rose RosarioNo ratings yet
- Bulletin of The IICAS 35 EnglishDocument158 pagesBulletin of The IICAS 35 EnglishРуслан МурадовNo ratings yet
- The Effect of Shear and Oil WaDocument6 pagesThe Effect of Shear and Oil WaBruno HandemNo ratings yet
- Lesson 9 Reactions of Carbonyl CompoundsDocument18 pagesLesson 9 Reactions of Carbonyl Compoundsdela2No ratings yet
- Painting of BridgesDocument4 pagesPainting of Bridgesradhakrishnang100% (1)
- 10 Science CH 4Document25 pages10 Science CH 4Harris AliNo ratings yet
- Chemistry 2Document14 pagesChemistry 2Marianne0% (1)
- Hydroxy Gas GeneratorDocument23 pagesHydroxy Gas Generatorsuherlan endanNo ratings yet
- CP #13A - Student SheetDocument3 pagesCP #13A - Student SheetdanielaNo ratings yet
- Viscose Fiber Production ProcessDocument6 pagesViscose Fiber Production Processadityasirawale100% (1)
- Solid Phase ExtractionDocument3 pagesSolid Phase Extractioncutetamtam101No ratings yet
- Lista de Precios Division Profesional 2022 1° Junio TotalDocument2 pagesLista de Precios Division Profesional 2022 1° Junio TotalJonathan David Gonzalez SoraNo ratings yet
- HPLC Method For Analysis of Secoisolariciresinol Diglucoside in FlaxseedsDocument4 pagesHPLC Method For Analysis of Secoisolariciresinol Diglucoside in FlaxseedsCAROLINA REINA GARCIANo ratings yet
- Recycling of Aluminium Scrap For Secondary Al-Si AlloysDocument8 pagesRecycling of Aluminium Scrap For Secondary Al-Si AlloyssinrNo ratings yet
- Direct Chill Billet Casting of Al AlloysDocument24 pagesDirect Chill Billet Casting of Al AlloysOsman Halil Çelik100% (1)
- Industrial Chemistry PP TDocument16 pagesIndustrial Chemistry PP TIqbal Ridalta PutraNo ratings yet
- Biodiesel and Other Chemicals From Vegetable Oils and Animal FatsDocument108 pagesBiodiesel and Other Chemicals From Vegetable Oils and Animal FatsYulianto KurniawanNo ratings yet
- Multiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesDocument109 pagesMultiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesMudassir KhanNo ratings yet
- BFE Unit 1-1Document17 pagesBFE Unit 1-1abhishek bhandareNo ratings yet
- EG205 Corrosion in Petroleum IndustryDocument4 pagesEG205 Corrosion in Petroleum IndustrynikenanthaNo ratings yet
- Denatured Fuel Ethanol For Blending With Gasolines For Use As Automotive Spark-Ignition Engine FuelDocument9 pagesDenatured Fuel Ethanol For Blending With Gasolines For Use As Automotive Spark-Ignition Engine FuelAchintya SamantaNo ratings yet
- Atmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceDocument30 pagesAtmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceEmanuela Leite FragosoNo ratings yet
- 08 Chapter 1Document25 pages08 Chapter 1Anonymous oyUAtpK100% (1)
- Zhangqiu Product-PortfolioDocument17 pagesZhangqiu Product-PortfolioHimawan EkaNo ratings yet
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFDocument112 pages257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesNo ratings yet























































































Download as pdf or txt
You might also like
- Molarity - Worksheet 1 Ans KeyDocument4 pagesMolarity - Worksheet 1 Ans KeyThentamilselvi MNo ratings yet
- ORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Document5 pagesORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Tarek mahmood rahath100% (1)
- ZnMgO Thin FilmDocument7 pagesZnMgO Thin FilmastridNo ratings yet
- TensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFDocument10 pagesTensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFeid elsayedNo ratings yet
- Bagherpour Jurnal 3Document6 pagesBagherpour Jurnal 3Muhammad Falqi YusufNo ratings yet
- Aluminium CoatingDocument10 pagesAluminium CoatingShreyank Deepali GoelNo ratings yet
- AbstractsDocument146 pagesAbstractsAnibal RodriguezNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument8 pagesSurface & Coatings Technology: SciencedirectGustavo GonzagaNo ratings yet
- Materials 13 00369Document11 pagesMaterials 13 00369Siddharth MahalaNo ratings yet
- Physical, Chemical and Thermal Characterization of Alumina - Magnesia-Carbon RefractoriesDocument17 pagesPhysical, Chemical and Thermal Characterization of Alumina - Magnesia-Carbon RefractoriesSantoNo ratings yet
- Thermal Expans and TG Fig8-9Document11 pagesThermal Expans and TG Fig8-9elvannrmnNo ratings yet
- Applied Surface ScienceDocument7 pagesApplied Surface Sciencebluedolphin7No ratings yet
- Controlled Modification of Sodium Montmorillonite Clay by A Planetary Ball-Mill As A Versatile Tool To Tune Its PropertiesDocument9 pagesControlled Modification of Sodium Montmorillonite Clay by A Planetary Ball-Mill As A Versatile Tool To Tune Its PropertiesJeffNo ratings yet
- Effect of Stress On Damping Capacity of A Shape Memory Alloy CuznalDocument7 pagesEffect of Stress On Damping Capacity of A Shape Memory Alloy Cuznalr3dh34rtNo ratings yet
- Determination of Hardness, Young's Modulus and Fracture Toughness ofDocument7 pagesDetermination of Hardness, Young's Modulus and Fracture Toughness ofjamesNo ratings yet
- Articulo AlnicoDocument5 pagesArticulo Alnicojose baenaNo ratings yet
- Gupta 2012Document10 pagesGupta 2012ABHISHEK SINGH MSMENo ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Effect of ZN Addition On Microstructure and Mechanical Properties Ofanal - Mg-Si AlloyDocument4 pagesEffect of ZN Addition On Microstructure and Mechanical Properties Ofanal - Mg-Si AlloyNoura Nour ElshamsNo ratings yet
- 10 1016@j Materresbull 2013 09 003Document8 pages10 1016@j Materresbull 2013 09 003Aliy Kanza Al GhiffariNo ratings yet
- Influence of The Mechanical Behaviour Specificities of Damaged RefractoryDocument11 pagesInfluence of The Mechanical Behaviour Specificities of Damaged RefractoryJean-Noël LerouxNo ratings yet
- BrazJOralSci 2004 3 8 p414 9Document6 pagesBrazJOralSci 2004 3 8 p414 9Jessica WestNo ratings yet
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocument7 pagesThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيNo ratings yet
- Solar Energy Materials and Solar Cells: SciencedirectDocument7 pagesSolar Energy Materials and Solar Cells: Sciencedirectzola nurmadya pNo ratings yet
- Glass Matrix CompositesDocument5 pagesGlass Matrix Compositesyaswanth1992No ratings yet
- Qualification Methods of Al O Injection Molding Raw MaterialsDocument7 pagesQualification Methods of Al O Injection Molding Raw MaterialsRing MasterNo ratings yet
- Solgel2022 Poster BookofabstratsDocument310 pagesSolgel2022 Poster BookofabstratsKurtusNo ratings yet
- Microstructural Dependence of Constitutive Properties of EutectiDocument10 pagesMicrostructural Dependence of Constitutive Properties of EutectiAminul HoqueNo ratings yet
- Co ZN FeDocument8 pagesCo ZN FeLORENA GRIJALBA LEONNo ratings yet
- Corrosion Behavior of T91 and Type AISI 403 Stainless Steel in Supercritical WaterDocument8 pagesCorrosion Behavior of T91 and Type AISI 403 Stainless Steel in Supercritical WaterSai dineshNo ratings yet
- Comptes Rendus MecaniqueDocument12 pagesComptes Rendus Mecaniquegilberto herreraNo ratings yet
- Optics and Laser Technology: Full Length ArticleDocument9 pagesOptics and Laser Technology: Full Length Articlesrinathgudur11No ratings yet
- Liu 2019Document17 pagesLiu 2019ChristopherElPadrinoCardenasNo ratings yet
- Alessio 2012Document6 pagesAlessio 2012suhardiantoNo ratings yet
- Role of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersDocument6 pagesRole of Alkali Metals On The Synthesis of Low Ca Ferronickel Slag-Based Inorganic PolymersIoannis KapageridisNo ratings yet
- Advanced Powder Technology: Fauziatul Fajaroh, Heru Setyawan, Adrian Nur, I. Wuled LenggoroDocument5 pagesAdvanced Powder Technology: Fauziatul Fajaroh, Heru Setyawan, Adrian Nur, I. Wuled LenggoroSahidahIrawanNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- S Sutradhar Publication Feb 2021Document10 pagesS Sutradhar Publication Feb 2021Subham AdhikariNo ratings yet
- Artigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCDocument9 pagesArtigo Sobre Comportamento Tribológico de Compósito ZrO2/Al2O3-NbCRaphael Prestes SalemNo ratings yet
- Microstructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesDocument11 pagesMicrostructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesamuthakarNo ratings yet
- Microstructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIDocument15 pagesMicrostructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIsatyanarayana chvvNo ratings yet
- Jme 4Document4 pagesJme 4RAJU T NNo ratings yet
- Acikbas Alfa Beta SialonDocument7 pagesAcikbas Alfa Beta SialonBabcsánné Kiss JuditNo ratings yet
- MSF 941 1348Document6 pagesMSF 941 1348joey040303No ratings yet
- Service-Like TMF Tests For The Life Assessment of An SX GT BladeDocument9 pagesService-Like TMF Tests For The Life Assessment of An SX GT BladeMaryam TorfehNo ratings yet
- Metals 10 00250 v2Document12 pagesMetals 10 00250 v2kumarisezal81No ratings yet
- Materials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaDocument11 pagesMaterials Science & Engineering A: S. Bera, S. Ghosh Chowdhury, W. Lojkowsky, I. MannaShivansh MishraNo ratings yet
- Phase, Microstructure, and Wear Behavior of Al2O3-reinforced Fe-Si Alloy-Based Metal Matrix NanocompositesDocument14 pagesPhase, Microstructure, and Wear Behavior of Al2O3-reinforced Fe-Si Alloy-Based Metal Matrix NanocompositesAkash SaxenaNo ratings yet
- Synthesis of Ammonia Gas Sensor Based On Multiwalled Carbon Nanotube and Schiff Base PolymerDocument43 pagesSynthesis of Ammonia Gas Sensor Based On Multiwalled Carbon Nanotube and Schiff Base Polymermohammed mahadi.aNo ratings yet
- Feasibility of Nickel and Cobalt Mixed Sulfides Mine Tailings As Alternative Fine Aggregate For Shotcrete Mix DesignDocument14 pagesFeasibility of Nickel and Cobalt Mixed Sulfides Mine Tailings As Alternative Fine Aggregate For Shotcrete Mix DesignReymark DoriaNo ratings yet
- Al2O3-NbC Nanocomposites P...Document22 pagesAl2O3-NbC Nanocomposites P...nilrudraNo ratings yet
- Materials Science & Engineering ADocument5 pagesMaterials Science & Engineering Auddeshya shuklaNo ratings yet
- 2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesDocument10 pages2013 (Mat Sci in Semi Proc) FTIR Optical Electrical and Sensing Properties of In2O3 NnoparticlesMCG GroupNo ratings yet
- Evaluation of Marginal and Internal Fit of Ceramic and Metallic Crown Copings Using X-Ray Microtomography TechnologyDocument6 pagesEvaluation of Marginal and Internal Fit of Ceramic and Metallic Crown Copings Using X-Ray Microtomography TechnologyMayra Ortiz HerreraNo ratings yet
- Magnetic Electric Properties and Hardness of 17-4Document8 pagesMagnetic Electric Properties and Hardness of 17-4vsraju2No ratings yet
- Balakrishnan 2013Document7 pagesBalakrishnan 2013antoniovdecastroNo ratings yet
- Achieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyDocument9 pagesAchieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyPATIL VISHWESH NARENDRANo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- 10 15446@dyna v83n195 50833Document5 pages10 15446@dyna v83n195 50833CARLOS ALONSO ALMANZA CAJAHUARINGANo ratings yet
- Revolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsFrom EverandRevolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsNo ratings yet
- Nanocrystalline Materials: Their Synthesis-Structure-Property Relationships and ApplicationsFrom EverandNanocrystalline Materials: Their Synthesis-Structure-Property Relationships and ApplicationsNo ratings yet
- Chloroform - Memory Map: ReactionsDocument1 pageChloroform - Memory Map: ReactionsAryan GuptaNo ratings yet
- Chapter 1 IntroductionDocument41 pagesChapter 1 IntroductionertNo ratings yet
- Comparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingDocument10 pagesComparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingVallery Rose RosarioNo ratings yet
- Bulletin of The IICAS 35 EnglishDocument158 pagesBulletin of The IICAS 35 EnglishРуслан МурадовNo ratings yet
- The Effect of Shear and Oil WaDocument6 pagesThe Effect of Shear and Oil WaBruno HandemNo ratings yet
- Lesson 9 Reactions of Carbonyl CompoundsDocument18 pagesLesson 9 Reactions of Carbonyl Compoundsdela2No ratings yet
- Painting of BridgesDocument4 pagesPainting of Bridgesradhakrishnang100% (1)
- 10 Science CH 4Document25 pages10 Science CH 4Harris AliNo ratings yet
- Chemistry 2Document14 pagesChemistry 2Marianne0% (1)
- Hydroxy Gas GeneratorDocument23 pagesHydroxy Gas Generatorsuherlan endanNo ratings yet
- CP #13A - Student SheetDocument3 pagesCP #13A - Student SheetdanielaNo ratings yet
- Viscose Fiber Production ProcessDocument6 pagesViscose Fiber Production Processadityasirawale100% (1)
- Solid Phase ExtractionDocument3 pagesSolid Phase Extractioncutetamtam101No ratings yet
- Lista de Precios Division Profesional 2022 1° Junio TotalDocument2 pagesLista de Precios Division Profesional 2022 1° Junio TotalJonathan David Gonzalez SoraNo ratings yet
- HPLC Method For Analysis of Secoisolariciresinol Diglucoside in FlaxseedsDocument4 pagesHPLC Method For Analysis of Secoisolariciresinol Diglucoside in FlaxseedsCAROLINA REINA GARCIANo ratings yet
- Recycling of Aluminium Scrap For Secondary Al-Si AlloysDocument8 pagesRecycling of Aluminium Scrap For Secondary Al-Si AlloyssinrNo ratings yet
- Direct Chill Billet Casting of Al AlloysDocument24 pagesDirect Chill Billet Casting of Al AlloysOsman Halil Çelik100% (1)
- Industrial Chemistry PP TDocument16 pagesIndustrial Chemistry PP TIqbal Ridalta PutraNo ratings yet
- Biodiesel and Other Chemicals From Vegetable Oils and Animal FatsDocument108 pagesBiodiesel and Other Chemicals From Vegetable Oils and Animal FatsYulianto KurniawanNo ratings yet
- Multiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesDocument109 pagesMultiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesMudassir KhanNo ratings yet
- BFE Unit 1-1Document17 pagesBFE Unit 1-1abhishek bhandareNo ratings yet
- EG205 Corrosion in Petroleum IndustryDocument4 pagesEG205 Corrosion in Petroleum IndustrynikenanthaNo ratings yet
- Denatured Fuel Ethanol For Blending With Gasolines For Use As Automotive Spark-Ignition Engine FuelDocument9 pagesDenatured Fuel Ethanol For Blending With Gasolines For Use As Automotive Spark-Ignition Engine FuelAchintya SamantaNo ratings yet
- Atmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceDocument30 pagesAtmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceEmanuela Leite FragosoNo ratings yet
- 08 Chapter 1Document25 pages08 Chapter 1Anonymous oyUAtpK100% (1)
- Zhangqiu Product-PortfolioDocument17 pagesZhangqiu Product-PortfolioHimawan EkaNo ratings yet
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFDocument112 pages257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesNo ratings yet