Download as pdf or txt
You might also like
- Marketing Plan For Kathon MWXDocument8 pagesMarketing Plan For Kathon MWXHaider Rizvi0% (1)
- Ti SPC Ohe Fasteners 0120Document31 pagesTi SPC Ohe Fasteners 0120guri317No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Catalog 4010 KennametalDocument549 pagesCatalog 4010 KennametalYair Ventura Ramirez100% (1)
- Page 1 of 7Document7 pagesPage 1 of 7arjun prajapatiNo ratings yet
- Rebar Coupler Test StandartDocument6 pagesRebar Coupler Test StandartSaurav KumarNo ratings yet
- P-19-83 (Steel Nuts & Bolts)Document14 pagesP-19-83 (Steel Nuts & Bolts)Sarmad HussainNo ratings yet
- Hook DimensionsDocument8 pagesHook DimensionsapscranesdesignNo ratings yet
- Lowcarbongalvanizedsteelwires, Formedwiresandtapesfor Armouringofcables - SpecificationDocument8 pagesLowcarbongalvanizedsteelwires, Formedwiresandtapesfor Armouringofcables - SpecificationShrikant KajaleNo ratings yet
- BS4190-2001 ISO Metric Black Hexagon Bolts - Screws - Nuts Specification PDFDocument32 pagesBS4190-2001 ISO Metric Black Hexagon Bolts - Screws - Nuts Specification PDFTan100% (5)
- Is 1367 Part 8Document24 pagesIs 1367 Part 8Otavio1230% (2)
- Ball EyeDocument13 pagesBall EyeKhaled SalemNo ratings yet
- BS 64 1992Document15 pagesBS 64 1992gt24designerNo ratings yet
- 1 01 026 18Document5 pages1 01 026 18esskaydhakarNo ratings yet
- Structural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Document16 pagesStructural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Achuthan Kannankutty100% (2)
- Ii - B B511Document7 pagesIi - B B511omsingh1988No ratings yet
- Astm B370 22Document7 pagesAstm B370 22Anang PrasetyoNo ratings yet
- Disc Fitting 70 KN (B&S) TypeDocument4 pagesDisc Fitting 70 KN (B&S) TypePasupuleti007No ratings yet
- Is 5624Document9 pagesIs 5624jselwyn1980No ratings yet
- SB 111-SB 111MDocument14 pagesSB 111-SB 111MRoberto Faustino FaustinoNo ratings yet
- Is 3502 2009 PDFDocument10 pagesIs 3502 2009 PDFRajashekar.PNo ratings yet
- Swan Neck HookDocument11 pagesSwan Neck HookKhaled SalemNo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- Anchor ShackleDocument11 pagesAnchor ShackleMacan SumatraNo ratings yet
- ICBOEvaluation Report 5064Document3 pagesICBOEvaluation Report 5064Vicki Levy WillifordNo ratings yet
- Steel Tube Tower Manufacturing and Processing Technique MeasuresDocument28 pagesSteel Tube Tower Manufacturing and Processing Technique Measuresdurai karthikeyanNo ratings yet
- BS 4395 Part-1Document28 pagesBS 4395 Part-1kunjal_radiaNo ratings yet
- 5504Document10 pages5504hhr2412No ratings yet
- NBR 13541-2 EnglishDocument10 pagesNBR 13541-2 EnglishCinthia BazethNo ratings yet
- Pearlitic Malleable Iron: Standard Specification ForDocument5 pagesPearlitic Malleable Iron: Standard Specification Forquiensabe0077No ratings yet
- PDIL Cable Tray RackDocument6 pagesPDIL Cable Tray Rack9044nksNo ratings yet
- B897 - 03 - Zinc Jumbo BlockDocument4 pagesB897 - 03 - Zinc Jumbo Blockpbp2956No ratings yet
- Track Bolts and Nuts ASME B18.1f0-2006Document9 pagesTrack Bolts and Nuts ASME B18.1f0-2006ZoebairNo ratings yet
- Jis G 3444 - 2010Document17 pagesJis G 3444 - 2010ZSZ GAMINGNo ratings yet
- 2276 1Document2 pages2276 1hogoyoNo ratings yet
- SG Insert SpecificationDocument16 pagesSG Insert SpecificationRaamkriss Raja100% (2)
- Is 10343 1999Document11 pagesIs 10343 1999Arjuna ReddyNo ratings yet
- 064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFDocument13 pages064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFThimira Bandara EkanayakeNo ratings yet
- Pin Bush CouplingDocument7 pagesPin Bush Couplingmohammadalim141No ratings yet
- HacksawDocument5 pagesHacksawSimbu ArasanNo ratings yet
- Is 2393 2010Document11 pagesIs 2393 2010Elliott RussellNo ratings yet
- Socket EyeDocument12 pagesSocket EyeKhaled SalemNo ratings yet
- 5624 (Foundation Bolt - Specification)Document9 pages5624 (Foundation Bolt - Specification)Bhaskar1411No ratings yet
- SB 111Document14 pagesSB 111patelr123No ratings yet
- 1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CDocument13 pages1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CsdmelNo ratings yet
- Is 3063-Spring WashersDocument11 pagesIs 3063-Spring Washerspbp2956No ratings yet
- Medium-Hard-Drawn Copper Wire: Standard Specification ForDocument4 pagesMedium-Hard-Drawn Copper Wire: Standard Specification ForGrato Jr SingcoNo ratings yet
- Technical Specification For Nuts and Bolts For Over Head Distribution NetworksDocument3 pagesTechnical Specification For Nuts and Bolts For Over Head Distribution Networksshivaanem100% (1)
- B835-14 Standard Specification For Compact Round Stranded Copper Conductors Using Single Input Wire ConstructionDocument3 pagesB835-14 Standard Specification For Compact Round Stranded Copper Conductors Using Single Input Wire ConstructionislamakthamNo ratings yet
- Qualitat Cargols I FemellesDocument34 pagesQualitat Cargols I FemelleshecdomNo ratings yet
- Is 4000 High Strength Bolts in Steel Structures-Code of Prac.183134814Document15 pagesIs 4000 High Strength Bolts in Steel Structures-Code of Prac.183134814Narayan RoyNo ratings yet
- JIS G3131 Hot Roll Mild Steel Plates Sheet and StripDocument9 pagesJIS G3131 Hot Roll Mild Steel Plates Sheet and StripAnonymous uYGle1vucNo ratings yet
- GLV-Catalogue - Botil IndiaDocument18 pagesGLV-Catalogue - Botil IndiaHamza LamamraNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Brochure Escorts Railway ProductsDocument6 pagesBrochure Escorts Railway Productsd bhNo ratings yet
- Balanced Draft GearDocument51 pagesBalanced Draft Geard bhNo ratings yet
- Reason Document 0n Rev.3Document58 pagesReason Document 0n Rev.3d bhNo ratings yet
- Inspection Plan (Check Sheet)Document5 pagesInspection Plan (Check Sheet)d bhNo ratings yet
- Check Sheet of Knuckle Pivot Pin E EDocument2 pagesCheck Sheet of Knuckle Pivot Pin E Ed bhNo ratings yet
- Draft STR Wd-72-Bd (SDB) - 19 Cmes Wbs Ctos 11.01.2019Document3 pagesDraft STR Wd-72-Bd (SDB) - 19 Cmes Wbs Ctos 11.01.2019d bhNo ratings yet
- About Forged Steel RollsDocument20 pagesAbout Forged Steel RollsAftab MNo ratings yet
- Lect5 Detachable Fastener Bolt Nut Locking FoundationDocument36 pagesLect5 Detachable Fastener Bolt Nut Locking FoundationPramodVermaNo ratings yet
- Filler Metals For The Nuclear Industry (EN)Document8 pagesFiller Metals For The Nuclear Industry (EN)Khaled FatnassiNo ratings yet
- A New Epoxy Granite CNC PDFDocument3 pagesA New Epoxy Granite CNC PDFAlejandraLisciottiNo ratings yet
- Welding Galvanized SteelDocument5 pagesWelding Galvanized SteelAsian Celebs FunNo ratings yet
- General Machinist HandbookDocument320 pagesGeneral Machinist HandbookHakuna Matata100% (7)
- Dormer Pramet Drill TroubleshootingDocument4 pagesDormer Pramet Drill TroubleshootingOmkar KshirsagarNo ratings yet
- Tolerances, Limits, Fits and Surface FinishDocument6 pagesTolerances, Limits, Fits and Surface FinishRap itttt100% (5)
- Turner Demo Plan 1 Turning Workina 4 Jaw ChuckDocument2 pagesTurner Demo Plan 1 Turning Workina 4 Jaw ChuckNitinNo ratings yet
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- All Torque & Conversion Chart HYTORC MXTDocument18 pagesAll Torque & Conversion Chart HYTORC MXTnadiya.anggraeni123No ratings yet
- Advanced Machining Processes - Unit 6 - Week 3Document3 pagesAdvanced Machining Processes - Unit 6 - Week 3selvakumar.mechNo ratings yet
- (Metalworking) Model Engineer - Center Finding On The LatheDocument1 page(Metalworking) Model Engineer - Center Finding On The LathekikoliverNo ratings yet
- Updated Price List 15 July 2020Document24 pagesUpdated Price List 15 July 2020SAGAR GUPTANo ratings yet
- How To Order Aluminium According To European Standards: June 2019, BrusselsDocument21 pagesHow To Order Aluminium According To European Standards: June 2019, BrusselsCatalin Marian Vartosu-TomaNo ratings yet
- WeldingDocument52 pagesWeldingPhani Sridhar ChNo ratings yet
- European Steel and Alloy Grades: 16nicrs4 (1.5715)Document2 pagesEuropean Steel and Alloy Grades: 16nicrs4 (1.5715)farshid KarpasandNo ratings yet
- Connection of TrussDocument6 pagesConnection of Trussbitupon boraNo ratings yet
- Optimization of Machining Parameter For Turning of en 16 SteelDocument5 pagesOptimization of Machining Parameter For Turning of en 16 SteelShivam SharmaNo ratings yet
- GVP College of Engineering (A) 2015Document3 pagesGVP College of Engineering (A) 2015Vasanth KumarNo ratings yet
- WPS Format For ISO 15614-1 WPSDocument1 pageWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNo ratings yet
- Downloaded by Abe On 2017-11-29 For Non-Commercial UseDocument4 pagesDownloaded by Abe On 2017-11-29 For Non-Commercial UseNico RearteNo ratings yet
- Welder WQTDocument85 pagesWelder WQTKy100% (1)
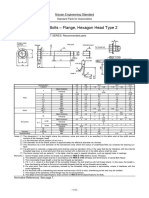
- Bolts - Flange, Hexagon Head Type 2: Nissan Engineering StandardDocument10 pagesBolts - Flange, Hexagon Head Type 2: Nissan Engineering StandardprasannaNo ratings yet
- Alloy Steel Round BarDocument10 pagesAlloy Steel Round BarSingarao KattaNo ratings yet
- Tigges Catalogue PDFDocument119 pagesTigges Catalogue PDFwal1547No ratings yet
- StarDocument10 pagesStarkumar gaurav luthraNo ratings yet
- Tech Uddeholm Ramax HH ENDocument8 pagesTech Uddeholm Ramax HH ENwrh9rqr22vNo ratings yet