Download as pdf or txt
You might also like
- 531 - Stereochem Practice KeyDocument4 pages531 - Stereochem Practice KeyAli MuhtashamNo ratings yet
- ASTM D 1193-2011, Standard Specification For Reagent Water PDFDocument6 pagesASTM D 1193-2011, Standard Specification For Reagent Water PDFvanitaNo ratings yet
- Unit 2casting Process PPT BMP Unit 2Document61 pagesUnit 2casting Process PPT BMP Unit 2Bhaskar KandpalNo ratings yet
- of ManuDocument87 pagesof ManuVaibhav BaggaNo ratings yet
- SMEA1401Document55 pagesSMEA1401sakthiNo ratings yet
- Viden Io Basics of Mechanical Engineering Unit 1 Manufacturing ProcessesDocument145 pagesViden Io Basics of Mechanical Engineering Unit 1 Manufacturing Processesramesh tNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Casting - Part A sp24Document30 pagesCasting - Part A sp24hassanturkey135No ratings yet
- BMP Module IDocument36 pagesBMP Module IBiswajit LME016No ratings yet
- CastingDocument243 pagesCastingJoaNo ratings yet
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- 01 CastingDocument31 pages01 CastingSports GloballyNo ratings yet
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Fundamental of Metal Casting 2018Document69 pagesFundamental of Metal Casting 2018Mohd MuhaiminNo ratings yet
- Foundary or CastingDocument88 pagesFoundary or CastingThulasi RamNo ratings yet
- Lecture2casting 160411082846Document190 pagesLecture2casting 160411082846IgnatiusAbbyNo ratings yet
- Chapter 4Document52 pagesChapter 4yamadaNo ratings yet
- Casting: Conventional Methods Unconventional MethodsDocument13 pagesCasting: Conventional Methods Unconventional Methodsarun t nNo ratings yet
- Foundry Processes: "Why Whittle When You Can Cast?"Document21 pagesFoundry Processes: "Why Whittle When You Can Cast?"lucasNo ratings yet
- MT Merged PDFDocument273 pagesMT Merged PDFavcNo ratings yet
- Steps Involved in Sand Casting Process: BY Aravindkumar BDocument39 pagesSteps Involved in Sand Casting Process: BY Aravindkumar BanilNo ratings yet
- Lecture 1Document18 pagesLecture 1Mayank SharmaNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument68 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- UNit 3 Part A RevisedDocument76 pagesUNit 3 Part A Revisedraymon sharmaNo ratings yet
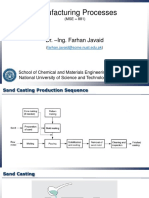
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDocument44 pagesManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNo ratings yet
- Advantages of Metal CastingDocument6 pagesAdvantages of Metal CastingHarshGuptaNo ratings yet
- 2,. CastingDocument37 pages2,. Castingmohit s sNo ratings yet
- Metal Casting - PRPC11Document110 pagesMetal Casting - PRPC11Keshav GargNo ratings yet
- Unit I-PTDocument61 pagesUnit I-PTashwanthveldhandi52No ratings yet
- Casting MaterialDocument105 pagesCasting MaterialRoyalmechNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument50 pagesCHAPTER 11 Metal Casting Processمحمد القدومي100% (1)
- Unit I - 3Document22 pagesUnit I - 3thirunaarasuNo ratings yet
- Metal Casting ProcessesDocument113 pagesMetal Casting ProcessesSarath ChandraNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- MM Experiment ReportDocument10 pagesMM Experiment ReportAbdullah ArshadNo ratings yet
- DM All (L 1-7)Document80 pagesDM All (L 1-7)Somnath SomadderNo ratings yet
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingDocument74 pagesManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatNo ratings yet
- Lecture 2 - Various Casting Techniques (Actual)Document58 pagesLecture 2 - Various Casting Techniques (Actual)Harsh ShahNo ratings yet
- FoundryDocument9 pagesFoundryMuhammad Tauseef ZafarNo ratings yet
- Casting PDFDocument96 pagesCasting PDFYerriboina Vishnu VardhanNo ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- Introduction ..FoundryDocument160 pagesIntroduction ..FoundryDhananjay ShimpiNo ratings yet
- Lectures Notes On: Manufacturing Science and TechnologyDocument53 pagesLectures Notes On: Manufacturing Science and TechnologyDr ShanthakumarlNo ratings yet
- Design of Product Selection of Raw Materials Sequence of Process in Which Product Is ManufacturedDocument93 pagesDesign of Product Selection of Raw Materials Sequence of Process in Which Product Is Manufacturedsanku surya sai charanNo ratings yet
- Lec 1 & 2Document43 pagesLec 1 & 2Omar AssalNo ratings yet
- Metal CastingDocument39 pagesMetal Castingswrd119No ratings yet
- Manufacturing Engineering I Chapter 3Document50 pagesManufacturing Engineering I Chapter 3Abiyot egataNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Pp1 Module1 FundamentalsDocument15 pagesPp1 Module1 FundamentalsAnand BalajiNo ratings yet
- L3 Casting Terminology AutosavedDocument41 pagesL3 Casting Terminology AutosavedRahul DandugulaNo ratings yet
- Lab Report 1: BGME 1053 Manufacturing TechnologyDocument11 pagesLab Report 1: BGME 1053 Manufacturing TechnologyChun Wai LeeNo ratings yet
- Mft-I Two & 13 Marks QuestionDocument16 pagesMft-I Two & 13 Marks QuestionrahulNo ratings yet
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- Metal Casting Technology: DR Srinivasan NarayananDocument95 pagesMetal Casting Technology: DR Srinivasan NarayananAkshita MuskanNo ratings yet
- Pattern SDocument40 pagesPattern SanilNo ratings yet
- Casting Part 1Document72 pagesCasting Part 1mallyvohra2010No ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- 2 Assay Techniques in Clinical Chemistry-Supplemental MateriDocument7 pages2 Assay Techniques in Clinical Chemistry-Supplemental MateriIbnul Islam Abdellah100% (1)
- Metal Structure and Bonding in MaterialsDocument95 pagesMetal Structure and Bonding in MaterialsTeptep GonzalesNo ratings yet
- 3.1 Heat ExchangersDocument76 pages3.1 Heat Exchangersraghu_iictNo ratings yet
- Cambridge Secondary Checkpoint - Science (1113) October 2018 Paper 2 Mark SchemeDocument11 pagesCambridge Secondary Checkpoint - Science (1113) October 2018 Paper 2 Mark SchemeMilcah Tesfaye100% (2)
- Daftar Obat Zenith: Gol - AntibiotikaDocument3 pagesDaftar Obat Zenith: Gol - AntibiotikaNetriNo ratings yet
- c4 PolymerDocument9 pagesc4 PolymerTeoh YuanxinNo ratings yet
- MSDSDocument9 pagesMSDSBrian GardnerNo ratings yet
- FIITJEE JEE MAIN Mock Test-3 13-12-19Document12 pagesFIITJEE JEE MAIN Mock Test-3 13-12-19Satyam PratyushNo ratings yet
- Introduction To Physical ScienceDocument15 pagesIntroduction To Physical ScienceansalerochNo ratings yet
- Lab Chemist InterviewDocument233 pagesLab Chemist InterviewommdaaNo ratings yet
- 10 ch05.2.1 Carboxylic Acids and Their Derivatives 29Document29 pages10 ch05.2.1 Carboxylic Acids and Their Derivatives 29NH Khánh NhiiNo ratings yet
- Process Overview For The Production of Hydrogen by Natural Gas Pyrolysis - Schneider - 2020Document28 pagesProcess Overview For The Production of Hydrogen by Natural Gas Pyrolysis - Schneider - 2020c675jjNo ratings yet
- MSDS - Loctite 243Document9 pagesMSDS - Loctite 243Muhammad ShofiudinNo ratings yet
- Avantor Chemical Price List 2019-2020-RANKEMDocument84 pagesAvantor Chemical Price List 2019-2020-RANKEMVikki PatelNo ratings yet
- TD Bio 211 2023-2024Document9 pagesTD Bio 211 2023-2024Remadji vieriNo ratings yet
- MIDTERM EXAM in Organic ChemistryDocument5 pagesMIDTERM EXAM in Organic ChemistryAurora corpuzNo ratings yet
- Dow Corning Corporation Material Safety Data SheetDocument8 pagesDow Corning Corporation Material Safety Data SheetДенис ЛобачевскийNo ratings yet
- TNP05 2e5aDocument1 pageTNP05 2e5apankaj SharmaNo ratings yet
- Dimethyl Ether: A Review of Technologies and Production ChallengesDocument24 pagesDimethyl Ether: A Review of Technologies and Production ChallengesStephany PérezNo ratings yet
- Post Lab Data - Test For CarbohydratesDocument14 pagesPost Lab Data - Test For CarbohydratesJaime DiestaNo ratings yet
- PHYSIO Samplex DR - BarbonDocument3 pagesPHYSIO Samplex DR - BarbonLemuel ValerioNo ratings yet
- Pitting Corrosion of MetalsDocument6 pagesPitting Corrosion of MetalsRahamat ShaikNo ratings yet
- Unit 6 Study Guide AnswersDocument3 pagesUnit 6 Study Guide Answersmisterbrowner100% (1)
- Analisis Lemak Dengan SoxhletDocument7 pagesAnalisis Lemak Dengan SoxhletEna ElisaNo ratings yet
- General Properties: High Purity Dense CastablesDocument1 pageGeneral Properties: High Purity Dense Castablesameya natuNo ratings yet
- 1043 1 2022S1 WebDocument48 pages1043 1 2022S1 WebTsz Wun CHOWNo ratings yet
- NUVEOT90LSERVICEMANUALDocument31 pagesNUVEOT90LSERVICEMANUALMUSTAFANo ratings yet
- Nitoseal PU 50Document3 pagesNitoseal PU 50suyog kattelNo ratings yet