Download as pdf or txt
You might also like
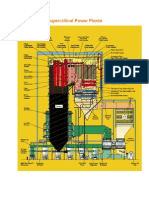
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- Aeng1 PS2Document3 pagesAeng1 PS2gigoongNo ratings yet
- Highlights: - What Is IGCC? - Historical Aspects - Advantages of IGCC - Barriers To DeploymentDocument33 pagesHighlights: - What Is IGCC? - Historical Aspects - Advantages of IGCC - Barriers To DeploymentRoop KumarNo ratings yet
- Igcc Power Plants: (A New Technology To Answer Global Warming)Document16 pagesIgcc Power Plants: (A New Technology To Answer Global Warming)venky123456789No ratings yet
- Integrated Gasification Combined Cycle (Igcc) : CharacteristicsDocument4 pagesIntegrated Gasification Combined Cycle (Igcc) : CharacteristicsDanielNo ratings yet
- Clarke Energy - SyngasDocument3 pagesClarke Energy - SyngasAnthony Carr100% (1)
- Report 2005-9 OxycombustionDocument212 pagesReport 2005-9 OxycombustionFlavio ALVAREZNo ratings yet
- 6 Coal Gasification IGCCDocument2 pages6 Coal Gasification IGCCIshanSaneNo ratings yet
- IGCC For Power Generation: N.T.P.C Gas Plant DadriDocument25 pagesIGCC For Power Generation: N.T.P.C Gas Plant DadriAmit JhaNo ratings yet
- Fluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationDocument28 pagesFluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationRudra Banerjee100% (1)
- Hydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageDocument9 pagesHydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageJaydeep PatelNo ratings yet
- Advanced Gas Turbine CombustionDocument7 pagesAdvanced Gas Turbine Combustionjr110livecom100% (1)
- Alstom - Integrated Solutions For Coal-Fired Power PlantsDocument3 pagesAlstom - Integrated Solutions For Coal-Fired Power PlantsAlmario SagunNo ratings yet
- Coal Gasification Process For Us IndustryDocument19 pagesCoal Gasification Process For Us Industrymourinho2No ratings yet
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDocument22 pagesPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaNo ratings yet
- Aeroderivative Gas Turbine FinalDocument16 pagesAeroderivative Gas Turbine Finaldylan_dearing@hotmail.comNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- 347 19 001 GLB Combined - Cycle 42700Document2 pages347 19 001 GLB Combined - Cycle 42700Laurie DevilersNo ratings yet
- Environmental Enterprise: Carbon Sequestration Using Texaco Gasification ProcessDocument9 pagesEnvironmental Enterprise: Carbon Sequestration Using Texaco Gasification ProcessAdmir HalilovicNo ratings yet
- Clean Coal TechnologyDocument67 pagesClean Coal TechnologyRandi StuartNo ratings yet
- Economics of Power Generation With UCGDocument67 pagesEconomics of Power Generation With UCGVăn Đại - BKHNNo ratings yet
- Pet CokeDocument2 pagesPet Cokepinku_thakkarNo ratings yet
- Lurgi's MPG Gasification Plus RectisolDocument12 pagesLurgi's MPG Gasification Plus Rectisolmourinho2No ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- UCG and Greenhouse GasesDocument2 pagesUCG and Greenhouse GasesVăn Đại - BKHNNo ratings yet
- Oxy Coal Combustion by Munawar HussainDocument24 pagesOxy Coal Combustion by Munawar HussainMunawar HussainNo ratings yet
- Integrated Gasification Combined Cycle For Power GenerationDocument25 pagesIntegrated Gasification Combined Cycle For Power Generationmohammedalaa861No ratings yet
- TCC-4000pdf Zi UDocument13 pagesTCC-4000pdf Zi UguldavistNo ratings yet
- (143170606) 12 - PettinauDocument2 pages(143170606) 12 - PettinauKiki Maria NababanNo ratings yet
- Seminar: Coal GasificationDocument19 pagesSeminar: Coal GasificationShaik SaleemNo ratings yet
- Coalgasificationsimanchal 170222101028 PDFDocument19 pagesCoalgasificationsimanchal 170222101028 PDFShaik SaleemNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- Ilovepdf MergedDocument6 pagesIlovepdf MergedFiras ObaidNo ratings yet
- Syngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasDocument4 pagesSyngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasConstantin StanNo ratings yet
- 4-Emission ControlDocument27 pages4-Emission ControlRASHEED MUHAMMADNo ratings yet
- Clean Coal Technologies For SustainabilityDocument37 pagesClean Coal Technologies For SustainabilityAnoop PatelNo ratings yet
- Igc Power Plant For Biomass UtilizationDocument7 pagesIgc Power Plant For Biomass UtilizationPelita HidupNo ratings yet
- LNG Reliquefaction Systems2Document14 pagesLNG Reliquefaction Systems2123habib123fikriNo ratings yet
- Integrated Gasification Combined Cycle (IGCC) Power PlantDocument4 pagesIntegrated Gasification Combined Cycle (IGCC) Power PlantDuygu HasanNo ratings yet
- 3.2.1.4.1-1 Trapped Vortex CombustionDocument9 pages3.2.1.4.1-1 Trapped Vortex Combustiontesfaye awelNo ratings yet
- 62 EngDocument2 pages62 EngStefanos DiamantisNo ratings yet
- Ppe AssDocument5 pagesPpe AssLouis Alfred MendrosNo ratings yet
- Application of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsDocument9 pagesApplication of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsAkash NamdeoNo ratings yet
- Coal IGCC For Hydrogen Production, CO Recovery and ElectricityDocument30 pagesCoal IGCC For Hydrogen Production, CO Recovery and ElectricityscottigNo ratings yet
- Industrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFDocument11 pagesIndustrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFMmediong Udofia100% (2)
- Co2 Capture TechnologiesDocument11 pagesCo2 Capture TechnologiesOanaNo ratings yet
- Integrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityDocument10 pagesIntegrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityAbderrahman HMAITINo ratings yet
- Clean Coal TechnologyDocument7 pagesClean Coal Technologymuhammad_sarwar_27No ratings yet
- Claudia Bassano, Paolo Deiana, Giuseppe Girardi: HighlightsDocument11 pagesClaudia Bassano, Paolo Deiana, Giuseppe Girardi: HighlightsSorrawit TantipalakulNo ratings yet
- An Experimental Investigation Into The Use of Molten Carbonate Fuel Cells To Capture Co2 From Gas Turbine Exhaust GasesDocument8 pagesAn Experimental Investigation Into The Use of Molten Carbonate Fuel Cells To Capture Co2 From Gas Turbine Exhaust GasesRitesh AgarwalNo ratings yet
- Designs For CO2 RemovalDocument2 pagesDesigns For CO2 RemovaljuhriloverNo ratings yet
- Siemens Syngas Capable TurbinesDocument8 pagesSiemens Syngas Capable TurbinesAlasdair McLeodNo ratings yet
- CG2013 BhelDocument40 pagesCG2013 BhelPiyush GodseNo ratings yet
- SPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon DioxideDocument7 pagesSPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon Dioxide叶芊No ratings yet
- Electricity Generation From BiogasDocument18 pagesElectricity Generation From BiogasDaniyal AliNo ratings yet
- Tech Energy Co Rich SyngasDocument3 pagesTech Energy Co Rich SyngasHassan HaiderNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Solar Powered Water Sprinkler With Moist Sensor FinaleDocument4 pagesSolar Powered Water Sprinkler With Moist Sensor FinaleAllen Claine D. ReyesNo ratings yet
- Discussion Case Coca Cola Water NeutraliDocument6 pagesDiscussion Case Coca Cola Water NeutraliarfanaNo ratings yet
- Unit 3 - Reading PassageDocument4 pagesUnit 3 - Reading Passageapi-347904928No ratings yet
- UntitledDocument10 pagesUntitledJoel MartinezNo ratings yet
- Executive Summary Better Forests Better CitiesDocument24 pagesExecutive Summary Better Forests Better CitiesFairuz LabibahNo ratings yet
- Building Utilities Mock Test QuestionnairesDocument22 pagesBuilding Utilities Mock Test QuestionnairesJames AsasNo ratings yet
- Misting Technology Is Based On The Principle ofDocument9 pagesMisting Technology Is Based On The Principle ofKhaled ShabanNo ratings yet
- Clean and Sanitize Kitchen PremisesDocument18 pagesClean and Sanitize Kitchen PremisesMIKKA ZALAMEANo ratings yet
- The Values of BiodiversityDocument20 pagesThe Values of BiodiversityNeehaNo ratings yet
- Energy Use in Local Authority BuildingsDocument28 pagesEnergy Use in Local Authority BuildingsMaggie FossbergNo ratings yet
- LF Chilled Water Buffer Tank Catalogue 2022Document17 pagesLF Chilled Water Buffer Tank Catalogue 2022The Quan BuiNo ratings yet
- Paper EthiopiaDocument8 pagesPaper EthiopiaMuluken TemesgenNo ratings yet
- Synthesis of A Novel Cardanol-Based Benzoxazine Monomer and Environmentally Sustainable Production of Polymers and Bio-CompositesDocument6 pagesSynthesis of A Novel Cardanol-Based Benzoxazine Monomer and Environmentally Sustainable Production of Polymers and Bio-CompositesNanasaheb PatilNo ratings yet
- Fariborz Daneshvar, Indrajeet Chaubey, Laura Bowling, Keith Cherkauer, Andre Moraes, Jose HerreraDocument1 pageFariborz Daneshvar, Indrajeet Chaubey, Laura Bowling, Keith Cherkauer, Andre Moraes, Jose HerreraJuan CarlosNo ratings yet
- Abu Dhabis Sustainability by Department of Municipal Affairs PDFDocument40 pagesAbu Dhabis Sustainability by Department of Municipal Affairs PDFAbdülhamit KayyaliNo ratings yet
- CV ThomasBooth EngDocument3 pagesCV ThomasBooth EngThomas BoothNo ratings yet
- Himalayacetus SubathuensisDocument5 pagesHimalayacetus SubathuensisBobNo ratings yet
- WP10EX: Installation ManualDocument8 pagesWP10EX: Installation ManualSpartNo ratings yet
- Castrol Optimol Longtime PD 2 Lube 484 10486Document7 pagesCastrol Optimol Longtime PD 2 Lube 484 10486Lashottri SimbolonNo ratings yet
- IES 2012 Syllabus For Civil Engineering-Engineering Service Exam Syllabus2012-Career NotificationsDocument4 pagesIES 2012 Syllabus For Civil Engineering-Engineering Service Exam Syllabus2012-Career NotificationsVarun Singh ChandelNo ratings yet
- Brief Case Study: Environment and Sustainable Development in Mining and Minerals Sector in The Republic of Korea (ROK)Document14 pagesBrief Case Study: Environment and Sustainable Development in Mining and Minerals Sector in The Republic of Korea (ROK)sonia josephNo ratings yet
- Ms Pipe Class & Weight ChartDocument4 pagesMs Pipe Class & Weight ChartPrajay Mane100% (1)
- Sluice KalugaloyaDocument264 pagesSluice KalugaloyaKetheesaran LingamNo ratings yet
- Human Comfort and Health RequirementsDocument36 pagesHuman Comfort and Health RequirementsAsanka Prabath100% (2)
- UAS SMSTR 2 Personal Letter Cause Effect Explanation SongDocument16 pagesUAS SMSTR 2 Personal Letter Cause Effect Explanation Songsiskafw87No ratings yet
- VOLVO V70 2001 User ManualDocument243 pagesVOLVO V70 2001 User Manualkir0iNo ratings yet
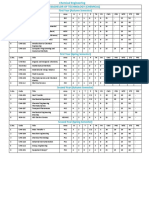
- IIT Roorkee Programme Structure CHeDocument4 pagesIIT Roorkee Programme Structure CHeabcNo ratings yet
- MedTarget4.2 Members ListDocument3 pagesMedTarget4.2 Members ListjohnNo ratings yet
- Form 4 Biology Chapter 3 Movement of Substance Across The Plasma MembraneDocument45 pagesForm 4 Biology Chapter 3 Movement of Substance Across The Plasma MembraneMarcus LeeNo ratings yet