
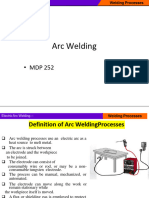
Welding Week 1
Welding Week 1
You might also like
- International Welding Engineer - Model PaperDocument23 pagesInternational Welding Engineer - Model Paperrohit mathanker100% (2)
- Lecture 7 (Types of Welding)Document22 pagesLecture 7 (Types of Welding)Syed Ahmed RazaNo ratings yet
- Engineering Ist Year VIVA Workshop QuestionsDocument4 pagesEngineering Ist Year VIVA Workshop Questionsbekar101276% (25)
- Smaw TRHSDocument32 pagesSmaw TRHSnareshNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsEngineeringNo ratings yet
- Basics in WeldingDocument63 pagesBasics in WeldingK JeevanNo ratings yet
- Presentasi SMAW 2Document59 pagesPresentasi SMAW 2Surya Lesmana100% (1)
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- Uday ppt-1Document15 pagesUday ppt-1mula madeen KumarNo ratings yet
- SMAWDocument32 pagesSMAWvikasbhadoria9894No ratings yet
- CH 2Document133 pagesCH 2hailayNo ratings yet
- BMP (Class 14 - Class-17) WeldingDocument24 pagesBMP (Class 14 - Class-17) WeldingAsesh PramanikNo ratings yet
- WeldingDocument7 pagesWeldingsenel pereraNo ratings yet
- Welding BasicDocument51 pagesWelding BasicZain SallehNo ratings yet
- F Arcwelding 131118222251 Phpapp02Document42 pagesF Arcwelding 131118222251 Phpapp02hassan aliNo ratings yet
- Stud WeldingDocument40 pagesStud WeldingKirandeep GandhamNo ratings yet
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- Arc WeldingDocument40 pagesArc Welding20G062 NALVETHA BNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892 PDFDocument22 pagesWeldingdefects 150915053459 Lva1 App6892 PDFpaolaNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- SmawDocument28 pagesSmawMallesh KaruparthyNo ratings yet
- Sawmp 2final 160831170233Document31 pagesSawmp 2final 160831170233Amr SolimanNo ratings yet
- TVL SMAW11 Q2 M2 ModifiedDocument9 pagesTVL SMAW11 Q2 M2 ModifiedJennylynNo ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- Materials Construction and Repair II: MidtermDocument24 pagesMaterials Construction and Repair II: Midtermjohn christian de leonNo ratings yet
- Resistance WeldingDocument49 pagesResistance WeldingSan Deep SharmaNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Intervention Material 1fDocument9 pagesIntervention Material 1fIP G100% (3)
- PRT (IC141) - Lecture 12-13 WeldingDocument38 pagesPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsVijay Krishna KanthNo ratings yet
- Lab Report Welding (SMAW) - FizaDocument13 pagesLab Report Welding (SMAW) - FizaCheng Yee71% (7)
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- 5-Submerged Arc Welding (SAW)Document9 pages5-Submerged Arc Welding (SAW)abastosuaptNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Welding by TS 2021Document23 pagesWelding by TS 2021Ruqaiya Islam MishiNo ratings yet
- 2 GmawDocument28 pages2 Gmaweqho_soesantoNo ratings yet
- Introduction To Welding2Document35 pagesIntroduction To Welding2هارون النجاشيNo ratings yet
- Shielded Metal Arc Welding (Smaw)Document45 pagesShielded Metal Arc Welding (Smaw)Eugenio Jr. MatesNo ratings yet
- The Manual Metal Arc ProcessDocument2 pagesThe Manual Metal Arc Processdinar tunjungNo ratings yet
- Welding PPMTDocument20 pagesWelding PPMTRadha BagriNo ratings yet
- Arc WeldingDocument43 pagesArc WeldingHitarth ChudasamaNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Resistance WeldingDocument14 pagesResistance Weldingomjee7408No ratings yet
- Complete Welding ClipDocument163 pagesComplete Welding Clipharoub_nas100% (2)
- Hello!: I Am Abhishek PunyaniDocument32 pagesHello!: I Am Abhishek Punyanichirag goelNo ratings yet
- Lec 3 - Part 1Document31 pagesLec 3 - Part 1May FadlNo ratings yet
- AE8009 Airframe Maintenance & RepairDocument24 pagesAE8009 Airframe Maintenance & RepairAeronaughtycs Hamdan0% (2)
- Welding Operations & DefectsDocument15 pagesWelding Operations & Defectsklawsis83% (6)
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Introduction To WeldingDocument17 pagesIntroduction To WeldingSK WritersNo ratings yet
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- SM1001 Torsion Testing DatasheetDocument3 pagesSM1001 Torsion Testing DatasheetChriv SokundavannNo ratings yet
- Law in Dialy Life 7Document24 pagesLaw in Dialy Life 7Chriv SokundavannNo ratings yet
- Law in Daily Life 2Document16 pagesLaw in Daily Life 2Chriv SokundavannNo ratings yet
- Law in Daily Life 1Document23 pagesLaw in Daily Life 1Chriv SokundavannNo ratings yet
- Article 20200305112117Document4 pagesArticle 20200305112117Chriv SokundavannNo ratings yet
- B6335199 Quiz Heat TreatmentDocument1 pageB6335199 Quiz Heat TreatmentChriv SokundavannNo ratings yet
- A New Study On The Growth Behavior of Austenite Grains During Heating ProcessesDocument13 pagesA New Study On The Growth Behavior of Austenite Grains During Heating ProcessesChriv SokundavannNo ratings yet
- Calculating Engine Capacity BookletDocument8 pagesCalculating Engine Capacity BookletChriv SokundavannNo ratings yet
- Aux Boiler RT SummeryDocument6 pagesAux Boiler RT SummeryaakashNo ratings yet
- Irbp CDocument2 pagesIrbp CANDRENo ratings yet
- Specifications Typical Drawing Data Sheet For Split TeeDocument9 pagesSpecifications Typical Drawing Data Sheet For Split TeeHugo F. Barrera Alvarado100% (1)
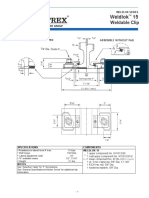
- Weldlok 15Document2 pagesWeldlok 15cyper100% (1)
- Epimastic 7200: Product DescriptionDocument2 pagesEpimastic 7200: Product DescriptionSu KaNo ratings yet
- Rules For Carrying Out Non-Destructive Examinations of Welding PDFDocument43 pagesRules For Carrying Out Non-Destructive Examinations of Welding PDFHasib Ul Haque AmitNo ratings yet
- Power Wave PC Board Replacement Calibration ProceduresDocument32 pagesPower Wave PC Board Replacement Calibration ProceduresBasarNo ratings yet
- FLS Documents For TMC - 1Document23 pagesFLS Documents For TMC - 1Airric Cario BalladaresNo ratings yet
- Next Inspection Engineering Sdn. BHDDocument15 pagesNext Inspection Engineering Sdn. BHDMuhammad firdaus rusliNo ratings yet
- 2406Document53 pages2406svetislav_vuksanovicNo ratings yet
- ADocument74 pagesAAllenNo ratings yet
- FD Controller Instruction Manual Command Reference: 5th EditionDocument126 pagesFD Controller Instruction Manual Command Reference: 5th EditionAndrea DoriaNo ratings yet
- Welding ATWDocument62 pagesWelding ATWARPIT MATHURNo ratings yet
- Ferrous Alloys Stainless SteelsDocument41 pagesFerrous Alloys Stainless SteelsSumedh SinghNo ratings yet
- Manual + ChecklistDocument186 pagesManual + ChecklistJIJESH GOKULDASNo ratings yet
- Volume 04 Electro Mechanical SpecificationsDocument390 pagesVolume 04 Electro Mechanical SpecificationsAnish MohanNo ratings yet
- Oxyacetylene Welding (OAW)Document15 pagesOxyacetylene Welding (OAW)Alejandro RodríguezNo ratings yet
- Form 1 AWS D1.1Document2 pagesForm 1 AWS D1.1Bui Chi Tam100% (1)
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- Api 1104Document7 pagesApi 1104vijayachiduNo ratings yet
- BMP - (Class 01) - IntroductionDocument11 pagesBMP - (Class 01) - IntroductionAsesh PramanikNo ratings yet
- High Efficiency and Robustness: Spiral Tube Heat Exchangers: CombiningDocument3 pagesHigh Efficiency and Robustness: Spiral Tube Heat Exchangers: CombiningSaid FerdjallahNo ratings yet
- ASME & AWS Welding Codes-Similarities and DifferencesDocument7 pagesASME & AWS Welding Codes-Similarities and DifferencesMnttoMecNo ratings yet
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- Is 276 2000Document12 pagesIs 276 2000gotosudNo ratings yet
- WRC 412 Challenges and SolutionsDocument134 pagesWRC 412 Challenges and SolutionsOscar Sarmiento100% (1)
- Easyarc 7018-1Document2 pagesEasyarc 7018-1Dimas Hariyanto0% (1)
- FabCO Excel Arc71Document2 pagesFabCO Excel Arc71Yousab CreatorNo ratings yet
- Aluminum Alloy Development: For The Airbus A380 - Part 2Document4 pagesAluminum Alloy Development: For The Airbus A380 - Part 2Tuğberk ÇakırNo ratings yet
































































































Download as pdf or txt
You might also like
- International Welding Engineer - Model PaperDocument23 pagesInternational Welding Engineer - Model Paperrohit mathanker100% (2)
- Lecture 7 (Types of Welding)Document22 pagesLecture 7 (Types of Welding)Syed Ahmed RazaNo ratings yet
- Engineering Ist Year VIVA Workshop QuestionsDocument4 pagesEngineering Ist Year VIVA Workshop Questionsbekar101276% (25)
- Smaw TRHSDocument32 pagesSmaw TRHSnareshNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsEngineeringNo ratings yet
- Basics in WeldingDocument63 pagesBasics in WeldingK JeevanNo ratings yet
- Presentasi SMAW 2Document59 pagesPresentasi SMAW 2Surya Lesmana100% (1)
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- Uday ppt-1Document15 pagesUday ppt-1mula madeen KumarNo ratings yet
- SMAWDocument32 pagesSMAWvikasbhadoria9894No ratings yet
- CH 2Document133 pagesCH 2hailayNo ratings yet
- BMP (Class 14 - Class-17) WeldingDocument24 pagesBMP (Class 14 - Class-17) WeldingAsesh PramanikNo ratings yet
- WeldingDocument7 pagesWeldingsenel pereraNo ratings yet
- Welding BasicDocument51 pagesWelding BasicZain SallehNo ratings yet
- F Arcwelding 131118222251 Phpapp02Document42 pagesF Arcwelding 131118222251 Phpapp02hassan aliNo ratings yet
- Stud WeldingDocument40 pagesStud WeldingKirandeep GandhamNo ratings yet
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- Arc WeldingDocument40 pagesArc Welding20G062 NALVETHA BNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892 PDFDocument22 pagesWeldingdefects 150915053459 Lva1 App6892 PDFpaolaNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- Weldingdefects 150915053459 Lva1 App6892Document22 pagesWeldingdefects 150915053459 Lva1 App6892Star GlacierNo ratings yet
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- SmawDocument28 pagesSmawMallesh KaruparthyNo ratings yet
- Sawmp 2final 160831170233Document31 pagesSawmp 2final 160831170233Amr SolimanNo ratings yet
- TVL SMAW11 Q2 M2 ModifiedDocument9 pagesTVL SMAW11 Q2 M2 ModifiedJennylynNo ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- Materials Construction and Repair II: MidtermDocument24 pagesMaterials Construction and Repair II: Midtermjohn christian de leonNo ratings yet
- Resistance WeldingDocument49 pagesResistance WeldingSan Deep SharmaNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Intervention Material 1fDocument9 pagesIntervention Material 1fIP G100% (3)
- PRT (IC141) - Lecture 12-13 WeldingDocument38 pagesPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsVijay Krishna KanthNo ratings yet
- Lab Report Welding (SMAW) - FizaDocument13 pagesLab Report Welding (SMAW) - FizaCheng Yee71% (7)
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- 5-Submerged Arc Welding (SAW)Document9 pages5-Submerged Arc Welding (SAW)abastosuaptNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Welding by TS 2021Document23 pagesWelding by TS 2021Ruqaiya Islam MishiNo ratings yet
- 2 GmawDocument28 pages2 Gmaweqho_soesantoNo ratings yet
- Introduction To Welding2Document35 pagesIntroduction To Welding2هارون النجاشيNo ratings yet
- Shielded Metal Arc Welding (Smaw)Document45 pagesShielded Metal Arc Welding (Smaw)Eugenio Jr. MatesNo ratings yet
- The Manual Metal Arc ProcessDocument2 pagesThe Manual Metal Arc Processdinar tunjungNo ratings yet
- Welding PPMTDocument20 pagesWelding PPMTRadha BagriNo ratings yet
- Arc WeldingDocument43 pagesArc WeldingHitarth ChudasamaNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Resistance WeldingDocument14 pagesResistance Weldingomjee7408No ratings yet
- Complete Welding ClipDocument163 pagesComplete Welding Clipharoub_nas100% (2)
- Hello!: I Am Abhishek PunyaniDocument32 pagesHello!: I Am Abhishek Punyanichirag goelNo ratings yet
- Lec 3 - Part 1Document31 pagesLec 3 - Part 1May FadlNo ratings yet
- AE8009 Airframe Maintenance & RepairDocument24 pagesAE8009 Airframe Maintenance & RepairAeronaughtycs Hamdan0% (2)
- Welding Operations & DefectsDocument15 pagesWelding Operations & Defectsklawsis83% (6)
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Introduction To WeldingDocument17 pagesIntroduction To WeldingSK WritersNo ratings yet
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- SM1001 Torsion Testing DatasheetDocument3 pagesSM1001 Torsion Testing DatasheetChriv SokundavannNo ratings yet
- Law in Dialy Life 7Document24 pagesLaw in Dialy Life 7Chriv SokundavannNo ratings yet
- Law in Daily Life 2Document16 pagesLaw in Daily Life 2Chriv SokundavannNo ratings yet
- Law in Daily Life 1Document23 pagesLaw in Daily Life 1Chriv SokundavannNo ratings yet
- Article 20200305112117Document4 pagesArticle 20200305112117Chriv SokundavannNo ratings yet
- B6335199 Quiz Heat TreatmentDocument1 pageB6335199 Quiz Heat TreatmentChriv SokundavannNo ratings yet
- A New Study On The Growth Behavior of Austenite Grains During Heating ProcessesDocument13 pagesA New Study On The Growth Behavior of Austenite Grains During Heating ProcessesChriv SokundavannNo ratings yet
- Calculating Engine Capacity BookletDocument8 pagesCalculating Engine Capacity BookletChriv SokundavannNo ratings yet
- Aux Boiler RT SummeryDocument6 pagesAux Boiler RT SummeryaakashNo ratings yet
- Irbp CDocument2 pagesIrbp CANDRENo ratings yet
- Specifications Typical Drawing Data Sheet For Split TeeDocument9 pagesSpecifications Typical Drawing Data Sheet For Split TeeHugo F. Barrera Alvarado100% (1)
- Weldlok 15Document2 pagesWeldlok 15cyper100% (1)
- Epimastic 7200: Product DescriptionDocument2 pagesEpimastic 7200: Product DescriptionSu KaNo ratings yet
- Rules For Carrying Out Non-Destructive Examinations of Welding PDFDocument43 pagesRules For Carrying Out Non-Destructive Examinations of Welding PDFHasib Ul Haque AmitNo ratings yet
- Power Wave PC Board Replacement Calibration ProceduresDocument32 pagesPower Wave PC Board Replacement Calibration ProceduresBasarNo ratings yet
- FLS Documents For TMC - 1Document23 pagesFLS Documents For TMC - 1Airric Cario BalladaresNo ratings yet
- Next Inspection Engineering Sdn. BHDDocument15 pagesNext Inspection Engineering Sdn. BHDMuhammad firdaus rusliNo ratings yet
- 2406Document53 pages2406svetislav_vuksanovicNo ratings yet
- ADocument74 pagesAAllenNo ratings yet
- FD Controller Instruction Manual Command Reference: 5th EditionDocument126 pagesFD Controller Instruction Manual Command Reference: 5th EditionAndrea DoriaNo ratings yet
- Welding ATWDocument62 pagesWelding ATWARPIT MATHURNo ratings yet
- Ferrous Alloys Stainless SteelsDocument41 pagesFerrous Alloys Stainless SteelsSumedh SinghNo ratings yet
- Manual + ChecklistDocument186 pagesManual + ChecklistJIJESH GOKULDASNo ratings yet
- Volume 04 Electro Mechanical SpecificationsDocument390 pagesVolume 04 Electro Mechanical SpecificationsAnish MohanNo ratings yet
- Oxyacetylene Welding (OAW)Document15 pagesOxyacetylene Welding (OAW)Alejandro RodríguezNo ratings yet
- Form 1 AWS D1.1Document2 pagesForm 1 AWS D1.1Bui Chi Tam100% (1)
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- Api 1104Document7 pagesApi 1104vijayachiduNo ratings yet
- BMP - (Class 01) - IntroductionDocument11 pagesBMP - (Class 01) - IntroductionAsesh PramanikNo ratings yet
- High Efficiency and Robustness: Spiral Tube Heat Exchangers: CombiningDocument3 pagesHigh Efficiency and Robustness: Spiral Tube Heat Exchangers: CombiningSaid FerdjallahNo ratings yet
- ASME & AWS Welding Codes-Similarities and DifferencesDocument7 pagesASME & AWS Welding Codes-Similarities and DifferencesMnttoMecNo ratings yet
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- Is 276 2000Document12 pagesIs 276 2000gotosudNo ratings yet
- WRC 412 Challenges and SolutionsDocument134 pagesWRC 412 Challenges and SolutionsOscar Sarmiento100% (1)
- Easyarc 7018-1Document2 pagesEasyarc 7018-1Dimas Hariyanto0% (1)
- FabCO Excel Arc71Document2 pagesFabCO Excel Arc71Yousab CreatorNo ratings yet
- Aluminum Alloy Development: For The Airbus A380 - Part 2Document4 pagesAluminum Alloy Development: For The Airbus A380 - Part 2Tuğberk ÇakırNo ratings yet