Download as docx, pdf, or txt
You might also like
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 pagesJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNo ratings yet
- Procedure For Surface Preparation-Painting - For Storage TankDocument8 pagesProcedure For Surface Preparation-Painting - For Storage Tankcristinelb50% (2)
- SECTION 09 96 00 High Performance Coatings GeneralDocument8 pagesSECTION 09 96 00 High Performance Coatings Generalraja qammarNo ratings yet
- Dry Film Thickness-PROCEDURE TO BE FOLLOWEDDocument5 pagesDry Film Thickness-PROCEDURE TO BE FOLLOWEDvaibraineaterNo ratings yet
- Polyurethane Coating Specification Steel PipeDocument11 pagesPolyurethane Coating Specification Steel PipeDaniel Barni HulbertNo ratings yet
- Weld Overlay Procedure For InconelDocument3 pagesWeld Overlay Procedure For InconelArash Mohamadi100% (3)
- Description of Paint System.Document17 pagesDescription of Paint System.Kish Shan S SubediNo ratings yet
- Include Your Logo: Painting ProcedureDocument7 pagesInclude Your Logo: Painting ProcedureFrancis AndorfulNo ratings yet
- RT SpecificationDocument7 pagesRT SpecificationMOHAMMAD RAMZANNo ratings yet
- Polyurethane Lining and Coating Specification Water Welded JointsDocument12 pagesPolyurethane Lining and Coating Specification Water Welded JointsSurajit SahaNo ratings yet
- UntitledDocument11 pagesUntitledRodrigo LeanosNo ratings yet
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocument8 pagesLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىNo ratings yet
- Sop PTDocument5 pagesSop PTEddy Dwi CahyonoNo ratings yet
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 pagesPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNo ratings yet
- Iacs 69 - NDTDocument15 pagesIacs 69 - NDTRicky WCKNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- B5-2 SpecificationDocument6 pagesB5-2 SpecificationHaithemNo ratings yet
- SPEC 2022-US02 Introduction of Off-Site Anodic PretreatmentDocument6 pagesSPEC 2022-US02 Introduction of Off-Site Anodic Pretreatmentyaser elmasryNo ratings yet
- SSH/14040/Main Contract Works 099600 / 1 Document III High-Performance CoatingsDocument14 pagesSSH/14040/Main Contract Works 099600 / 1 Document III High-Performance CoatingsHussain GodhrawalaNo ratings yet
- Mpi 20Document6 pagesMpi 20m.deghadyNo ratings yet
- WP 11 Corrosion Protection Tape Coating123Document3 pagesWP 11 Corrosion Protection Tape Coating123KarthikNo ratings yet
- WP 11 Corrosion Protection Tape CoatingDocument3 pagesWP 11 Corrosion Protection Tape CoatingKarthikNo ratings yet
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Procedure For Surface PreparationDocument10 pagesProcedure For Surface PreparationEric MagnayeNo ratings yet
- Irc SP 47 P 2Document12 pagesIrc SP 47 P 2RameshNo ratings yet
- Division 05 MetalsDocument88 pagesDivision 05 MetalsvtalexNo ratings yet
- No. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69Document18 pagesNo. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69puio cursos100% (1)
- 09 91 00 PDFDocument17 pages09 91 00 PDFSyed mohammed rasikNo ratings yet
- Specifications Alloy617 Forging AUSCPPDocument8 pagesSpecifications Alloy617 Forging AUSCPPAnonymous lmCR3SkPrKNo ratings yet
- Bemco Repair procedure-Rev-BDocument7 pagesBemco Repair procedure-Rev-BMahmoud ElsayedNo ratings yet
- IACS-69-NDT StandardDocument15 pagesIACS-69-NDT StandardJeganeswaranNo ratings yet
- VBT Procedure Rkl-Pro-06-ThocDocument7 pagesVBT Procedure Rkl-Pro-06-ThocEmmad JriNo ratings yet
- Painting ProcedureDocument10 pagesPainting Proceduredaha333No ratings yet
- Procedure of PaintingDocument10 pagesProcedure of PaintingMahmoud AymanNo ratings yet
- Visual Inspection of Weld Api 650Document2 pagesVisual Inspection of Weld Api 650amshivNo ratings yet
- TP913 Coating Thickness CheckDocument5 pagesTP913 Coating Thickness CheckShahril ZainulNo ratings yet
- Visual Testing Procedure For WeldDocument4 pagesVisual Testing Procedure For WeldCoralSun CravensickNo ratings yet
- Painting Specification PDFDocument17 pagesPainting Specification PDFGaurav TripathiNo ratings yet
- WD-03-misc-86 (Rev. 4)Document16 pagesWD-03-misc-86 (Rev. 4)ROH BKSCNo ratings yet
- TP913Document5 pagesTP913jmpateiro1985No ratings yet
- Apcs 113a Rev 3 Pid ApprovalDocument19 pagesApcs 113a Rev 3 Pid ApprovalMedel Cay De Castro50% (2)
- Fpi Auh FSV Ms Sona Ohpr GPRGDocument11 pagesFpi Auh FSV Ms Sona Ohpr GPRGKamel BenarousNo ratings yet
- 101391t 6537cf10c27f4Document6 pages101391t 6537cf10c27f4Cristian MendozaNo ratings yet
- PS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)Document8 pagesPS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)AlinaIordacheNo ratings yet
- API 650 12th Edition 2013 PTDocument2 pagesAPI 650 12th Edition 2013 PTRonel John Rodriguez CustodioNo ratings yet
- 3layer Coating - 02Document5 pages3layer Coating - 02Christian EzeaguNo ratings yet
- HPCL - Painting - Procedure ScannedDocument17 pagesHPCL - Painting - Procedure ScannedmanishkapriNo ratings yet
- DPT ProcedureDocument4 pagesDPT ProcedureRohit Attri100% (1)
- Test Coating ProceduresDocument19 pagesTest Coating Proceduresblakas100% (1)
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- 40 72 00 - LEVEL MEASUREMENT - Rev01Document15 pages40 72 00 - LEVEL MEASUREMENT - Rev01adnanyaseenzrgrNo ratings yet
- NDI EquipmentDocument20 pagesNDI EquipmentswenthomasNo ratings yet
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 pagesLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Dye Penetrant Inspection ProcedureDocument7 pagesDye Penetrant Inspection ProcedureNDTInstructor100% (1)
- Section 32 1716 Manufactured Traffic-Calming DevicesDocument3 pagesSection 32 1716 Manufactured Traffic-Calming DevicesAnees RahmanNo ratings yet
- IACS For Non Destructive Examination of Marine Steel CastinDocument15 pagesIACS For Non Destructive Examination of Marine Steel Castinscofiel1No ratings yet
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- Large and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementFrom EverandLarge and Middle-scale Aperture Aspheric Surfaces: Lapping, Polishing and MeasurementNo ratings yet
- Transmisor de Temperatura SiemensDocument16 pagesTransmisor de Temperatura SiemensAntonio ZekyNo ratings yet
- Mazatech Sensor de Humedad Especificaciones Tecnicas SDT 1269277Document2 pagesMazatech Sensor de Humedad Especificaciones Tecnicas SDT 1269277Antonio ZekyNo ratings yet
- Inspeccion VisualDocument1 pageInspeccion VisualAntonio ZekyNo ratings yet
- Manometro WikaDocument8 pagesManometro WikaAntonio ZekyNo ratings yet
- Pro-Tr-53 Rev1Document48 pagesPro-Tr-53 Rev1Antonio ZekyNo ratings yet
- Procedimiento NeumaticoDocument2 pagesProcedimiento NeumaticoAntonio ZekyNo ratings yet
- D-Series Trailer EBS: RSS Installation Requirements In/Out2 PowerDocument1 pageD-Series Trailer EBS: RSS Installation Requirements In/Out2 PowerDenisNo ratings yet
- Data Interpretation Concepts and Formulas SplessonsDocument32 pagesData Interpretation Concepts and Formulas SplessonsCharanNo ratings yet
- Media Richness TheoryDocument10 pagesMedia Richness Theoryestefania sofea zahara100% (2)
- Block 3 Welcome LetterDocument2 pagesBlock 3 Welcome LetterRobNo ratings yet
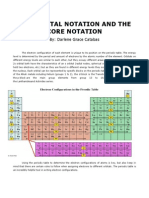
- Catabas Darlene - Orbital Core NotationDocument9 pagesCatabas Darlene - Orbital Core Notationapi-233267698No ratings yet
- Preterm Prelabor Rupture of Membranes - Clinical Manifestations and Diagnosis - UpToDateDocument26 pagesPreterm Prelabor Rupture of Membranes - Clinical Manifestations and Diagnosis - UpToDateCristinaCaprosNo ratings yet
- Chapter 4 - Braking System 4.1 Brake LinesDocument14 pagesChapter 4 - Braking System 4.1 Brake LinesEmanuel VidalNo ratings yet
- Dangase Group - Research FinalDocument59 pagesDangase Group - Research FinalGlenda PapelleroNo ratings yet
- Conviction in Cheque Bounce CaseDocument24 pagesConviction in Cheque Bounce CaseArvind PatilNo ratings yet
- 304 118 ET V1 S1 - File1Document12 pages304 118 ET V1 S1 - File1Praveen BennurNo ratings yet
- Foodtemp QuizDocument5 pagesFoodtemp QuizNorma Panares100% (2)
- Assessment of Critical Success FactorsDocument34 pagesAssessment of Critical Success FactorsTMC officeNo ratings yet
- Weather ChangesDocument34 pagesWeather ChangesEmina PodicNo ratings yet
- Petrochemical Standards (PDFDrive)Document68 pagesPetrochemical Standards (PDFDrive)fatimahNo ratings yet
- EN Quick Reference Guide Fabian HFOi-V4.0Document30 pagesEN Quick Reference Guide Fabian HFOi-V4.0Tanzimul IslamNo ratings yet
- Makeshift Arsenal by LoweryDocument37 pagesMakeshift Arsenal by LoweryD50% (2)
- Anti-Virus Malware DNS Trap FeatureDocument2 pagesAnti-Virus Malware DNS Trap Featuredas zobNo ratings yet
- FC GundlachDocument17 pagesFC GundlachRodrigo PeixotoNo ratings yet
- Iso 50005 - 2021Document51 pagesIso 50005 - 2021Lilia LiliaNo ratings yet
- Oodp Project 1Document14 pagesOodp Project 1dikshaNo ratings yet
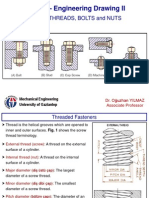
- SCREW THREADS, BOLTS and NUTS PDFDocument10 pagesSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- Physics PDFDocument276 pagesPhysics PDFBenjamín Medina CarrilloNo ratings yet
- 2009-11-05Document20 pages2009-11-05The University Daily KansanNo ratings yet
- Emily Demjanenko ResumeDocument1 pageEmily Demjanenko Resumeapi-354589335No ratings yet
- CVPDocument20 pagesCVPThomas K. AddaiNo ratings yet
- Plaintiffs' Motion For Entry of JudgmentDocument14 pagesPlaintiffs' Motion For Entry of JudgmentBen SheffnerNo ratings yet
- 2021 Nqesh Mock Test Set BDocument36 pages2021 Nqesh Mock Test Set Brandolf traigo100% (3)
- PIL Sample SupremeCourtofIndiaDocument64 pagesPIL Sample SupremeCourtofIndiaDeep HiraniNo ratings yet
- 2 Method of Statement For RC Wall Between Feature Wall and Ramp - Rev 01 PDFDocument3 pages2 Method of Statement For RC Wall Between Feature Wall and Ramp - Rev 01 PDFJoe LeeNo ratings yet
- Lecture 06Document30 pagesLecture 06Martis88No ratings yet