Download as pdf or txt
You might also like
- Record Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Document5 pagesRecord Sheet, Year 1: Please Submit These Record Sheets To Your Instructor After Completing The Simulation. Thank You!Randi Kosim SiregarNo ratings yet
- CleanTalk: 4 Ways of CommunicatingDocument26 pagesCleanTalk: 4 Ways of CommunicatingCatalin Octavian Blaga100% (1)
- Q3 G11 Physical Science Module 7Document19 pagesQ3 G11 Physical Science Module 7Lebz RicaramNo ratings yet
- TLE Grade 8 Ilas: Food Processing EntrepDocument5 pagesTLE Grade 8 Ilas: Food Processing EntrepJeah mae TauleNo ratings yet
- E.G. E.G. E.G. E.G. I.E. Etc. Etc. E.GDocument13 pagesE.G. E.G. E.G. E.G. I.E. Etc. Etc. E.GjoshigautaNo ratings yet
- Meat Packaging PDFDocument39 pagesMeat Packaging PDFhabteyes abateNo ratings yet
- 1) Plastics PackagingDocument29 pages1) Plastics Packaginglightbulboooo1No ratings yet
- Plastic Bottles and Bottle CapsDocument10 pagesPlastic Bottles and Bottle Capsikki kuroganeNo ratings yet
- Packaging Materials For Fish ProductsDocument22 pagesPackaging Materials For Fish ProductsJustin Robert GalvezNo ratings yet
- Types of ContainerDocument9 pagesTypes of ContainerGiha TardanNo ratings yet
- Packaging of Fresh and Processed MeatDocument20 pagesPackaging of Fresh and Processed MeatShriraj ThatteNo ratings yet
- Barrierpropertiesoffilms0312 13324910000013 Phpapp02 120323032528 Phpapp02Document51 pagesBarrierpropertiesoffilms0312 13324910000013 Phpapp02 120323032528 Phpapp02karismaNo ratings yet
- PicklesDocument11 pagesPickleschetanashetyeNo ratings yet
- Rizalda, Jocelyn Food PackagingDocument10 pagesRizalda, Jocelyn Food PackagingAXI KAMIA IBALNo ratings yet
- Vacuum Packaging: This Document Is Courtesy of Unisource Worldwide, IncDocument6 pagesVacuum Packaging: This Document Is Courtesy of Unisource Worldwide, Inchumejias0% (1)
- Packaging SVDocument27 pagesPackaging SVhazal çNo ratings yet
- Group 4 Types of Packaging MaterialsDocument38 pagesGroup 4 Types of Packaging MaterialsRomiet Carmelo Mendoza CapuzNo ratings yet
- SFM Assignment (19TE48)Document4 pagesSFM Assignment (19TE48)Rameen SiddiquiNo ratings yet
- Depozitare Si AmbalareDocument9 pagesDepozitare Si AmbalareAxe AlexandraNo ratings yet
- Presentation1 MeatDocument28 pagesPresentation1 MeatGurnoor KaurNo ratings yet
- Food PackagingDocument6 pagesFood PackagingChâu DươngNo ratings yet
- Packaging of Candies in Falxible PouchesDocument36 pagesPackaging of Candies in Falxible PoucheskuldeepakpandeyNo ratings yet
- Food Packaging PresentationDocument52 pagesFood Packaging PresentationXaverius Quentin AntonNo ratings yet
- Food Packaging Solved AnswerDocument9 pagesFood Packaging Solved AnswerLittle GiantsNo ratings yet
- Food Packaging and LabellingDocument19 pagesFood Packaging and LabellingshahzebNo ratings yet
- PackagingDocument18 pagesPackagingbhavya.2021fth008No ratings yet
- Types of Packaging MaterialsDocument60 pagesTypes of Packaging MaterialsAmrisha Bakshi50% (2)
- Principles of Food PackagingDocument7 pagesPrinciples of Food PackagingJayvee FranciscoNo ratings yet
- Plastic PackagingDocument47 pagesPlastic PackagingRajaSekarsajja100% (1)
- Paper No.: 12 Paper Title: Food Packaging Technology Module-19: Packaging of Dairy Products - IIDocument8 pagesPaper No.: 12 Paper Title: Food Packaging Technology Module-19: Packaging of Dairy Products - IIM SNo ratings yet
- Poultry Products PackagingDocument40 pagesPoultry Products PackagingLikin ParkckNo ratings yet
- Las 3-4Document17 pagesLas 3-4Noriel de la CruzNo ratings yet
- High-Impact Polystyrene (HIPS) : HIPS Is A Low-Cost, Rigid and Versatile Polymer Material ThatDocument18 pagesHigh-Impact Polystyrene (HIPS) : HIPS Is A Low-Cost, Rigid and Versatile Polymer Material ThatHaris Latif100% (1)
- Containers and ClosuresDocument52 pagesContainers and Closuresimam mahdi tv officialNo ratings yet
- Plastic Group 1Document20 pagesPlastic Group 1DELA TORRE KAREN KAYE PABLEONo ratings yet
- Packaging, Transport, Storage, and Distribution Nikita SinghDocument23 pagesPackaging, Transport, Storage, and Distribution Nikita SinghNikki SinghNo ratings yet
- PackingDocument8 pagesPackingCẩm Tú Phan ThịNo ratings yet
- Iso 22715 Envase y Embalaje CosmeticoDocument33 pagesIso 22715 Envase y Embalaje Cosmeticoaurelio hernandezNo ratings yet
- Food PackagingDocument18 pagesFood Packagingrhea agulay50% (2)
- Plastic As A Packaging Material: Mrs. Kirteebala PawarDocument53 pagesPlastic As A Packaging Material: Mrs. Kirteebala PawarJillianne JillNo ratings yet
- Bakery Products, Its Properties, Spoilage andDocument25 pagesBakery Products, Its Properties, Spoilage andAnup BudhathokiNo ratings yet
- Food ProcessingDocument16 pagesFood ProcessingMike Gilbert BoadoNo ratings yet
- Pharmaceutics-Chapter-2-Packaging-Materialsxgchbu Gyvy-NotesDocument7 pagesPharmaceutics-Chapter-2-Packaging-Materialsxgchbu Gyvy-NotesBEST OF BESTNo ratings yet
- Grade 12 FOODFISH TVL Q3WK5-6Document20 pagesGrade 12 FOODFISH TVL Q3WK5-6Mario Reynaldo CicatNo ratings yet
- Liquid Milk PackagingDocument27 pagesLiquid Milk PackagingRahul IngleNo ratings yet
- PolymerProperties From CESDocument23 pagesPolymerProperties From CESskc3128No ratings yet
- Packaging 1Document11 pagesPackaging 1jefretzgonzalesNo ratings yet
- PET InformationDocument4 pagesPET InformationWaleed Bin AyubNo ratings yet
- Fish ProcessingDocument116 pagesFish ProcessingPhilip OrpianoNo ratings yet
- Project ReportDocument8 pagesProject ReportRitesh BoraseNo ratings yet
- Polyethylene: Industrial Polymers 1.polyethylene Terephthalate (PET, PETE)Document11 pagesPolyethylene: Industrial Polymers 1.polyethylene Terephthalate (PET, PETE)Muhammad TanweerNo ratings yet
- TLE-FoodProcessing8 Q2M5Week8 OKDocument15 pagesTLE-FoodProcessing8 Q2M5Week8 OKAmelita Benignos OsorioNo ratings yet
- Plastic As A Packing MaterialDocument53 pagesPlastic As A Packing MaterialPratyush SahooNo ratings yet
- Food Packaging TechniquesDocument35 pagesFood Packaging TechniquesMadhu ShaliniNo ratings yet
- Food Folder 04.2010 EDocument5 pagesFood Folder 04.2010 ENithin SiNo ratings yet
- Icar-Cift, Cochin: Technologies For Value Added Fish ProductsDocument41 pagesIcar-Cift, Cochin: Technologies For Value Added Fish ProductsMallikarjunReddyObbineniNo ratings yet
- Dairy Packaging Final 1 1Document33 pagesDairy Packaging Final 1 1Avishka DivyanjaliNo ratings yet
- Food Packaging MaterialsDocument8 pagesFood Packaging Materialsana cupidNo ratings yet
- Unit 5 Packaging MaterialsDocument15 pagesUnit 5 Packaging MaterialsRevathiNo ratings yet
- Background Information For Learners: Second Quarter / Week 2Document7 pagesBackground Information For Learners: Second Quarter / Week 2Ethelrida PunoNo ratings yet
- Packaging Present. FinalDocument34 pagesPackaging Present. FinalJitendra Yadav0% (1)
- Advanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesFrom EverandAdvanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesNo ratings yet
- A Practical Grammar of The Sanskrit LanguageDocument408 pagesA Practical Grammar of The Sanskrit LanguageungulataNo ratings yet
- A Study of Emotional IntelligeDocument6 pagesA Study of Emotional Intelligekashish behlNo ratings yet
- The Sabbath As FreedomDocument14 pagesThe Sabbath As Freedomapi-232715913No ratings yet
- Models in The Research ProcessDocument7 pagesModels in The Research ProcesskumarNo ratings yet
- Mock Trial Task CardsDocument8 pagesMock Trial Task CardsVitaliy Fedchenko0% (1)
- BIOLS102-UOB-Chapter 10Document8 pagesBIOLS102-UOB-Chapter 10Noor JanahiNo ratings yet
- Job Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureDocument3 pagesJob Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureBernard Christian DimaguilaNo ratings yet
- Housekeeping Operation: Housekeeping Inventories: Par LevelsDocument7 pagesHousekeeping Operation: Housekeeping Inventories: Par LevelsGarnett Airah Valdez AlejoNo ratings yet
- The Bishop ScoreDocument3 pagesThe Bishop ScoreJheanAlphonsineT.MeansNo ratings yet
- System Development Invoice - Audit ToolDocument2 pagesSystem Development Invoice - Audit ToolVictorNo ratings yet
- Phil 23 Word-StructureDocument2 pagesPhil 23 Word-Structuremarine29vinnNo ratings yet
- Operation & Maintenance Manual: Diesel Vehicle EngineDocument158 pagesOperation & Maintenance Manual: Diesel Vehicle Engineالمعز محمد عبد الرحمن100% (1)
- SOAL MID TERM ENGLISH 13 Tyad 1Document6 pagesSOAL MID TERM ENGLISH 13 Tyad 1ani julitaNo ratings yet
- St. John Adaptive Montessori School Magsaysay, Alicia, Isabela Monthly Exam in Science September Grade VI Name: - DateDocument3 pagesSt. John Adaptive Montessori School Magsaysay, Alicia, Isabela Monthly Exam in Science September Grade VI Name: - Date渡辺正平No ratings yet
- Curriculum Ucv SedapalDocument2 pagesCurriculum Ucv SedapalSheyler Alvarado SanchezNo ratings yet
- Lab Manual (Text)Document41 pagesLab Manual (Text)tuan nguyenNo ratings yet
- FM Assignment Booster ChaiDocument26 pagesFM Assignment Booster ChaiAbin ShaNo ratings yet
- Subcontracting ProcedureDocument36 pagesSubcontracting Procedureswaroopreddyp100% (3)
- Daily PlatterDocument3 pagesDaily PlatterRajah KanoNo ratings yet
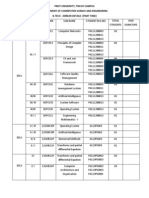
- Prist University, Trichy Campus Department of Comnputer Science and Engineering B.Tech - Arrear Details (Part Time)Document2 pagesPrist University, Trichy Campus Department of Comnputer Science and Engineering B.Tech - Arrear Details (Part Time)diltvkNo ratings yet
- Indonesian Sign Language Visualization Model (BISINDO) Website-Based Oral Health On Tooth Brushing Behavior in Deaf ChildrenDocument6 pagesIndonesian Sign Language Visualization Model (BISINDO) Website-Based Oral Health On Tooth Brushing Behavior in Deaf ChildrenInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- MiddlemarchDocument2 pagesMiddlemarchKanad Prajna DasNo ratings yet
- Santa Cruz Scanner FreqsDocument35 pagesSanta Cruz Scanner FreqsdonsterthemonsterNo ratings yet
- Cases NATRES Batch1Document113 pagesCases NATRES Batch1Leo Mark LongcopNo ratings yet
- A&H Carrefour LayoutDocument1 pageA&H Carrefour LayoutAshraf EhabNo ratings yet
- Dictionary of Mission Theology, History, Perspectives Müller, KarlDocument552 pagesDictionary of Mission Theology, History, Perspectives Müller, KarlRev. Johana VangchhiaNo ratings yet
- IGST CH Status As On 01.01.2018Document443 pagesIGST CH Status As On 01.01.2018SK Business groupNo ratings yet