Download as pdf or txt
You might also like
- Math1041 Study Notes For UNSWDocument16 pagesMath1041 Study Notes For UNSWOliverNo ratings yet
- Royal 1450MT Turnkey Solution Short Stroke Aluminium Extrusion Plant 20210717Document26 pagesRoyal 1450MT Turnkey Solution Short Stroke Aluminium Extrusion Plant 20210717Farhan Abdul MalikNo ratings yet
- GE Engineering Thermoplastics Design GuideDocument35 pagesGE Engineering Thermoplastics Design Guideac.diogo487No ratings yet
- Best DRG Practices Presentation - 1Document44 pagesBest DRG Practices Presentation - 1Sri NavinNo ratings yet
- Design For XDocument7 pagesDesign For XAdil MansuriNo ratings yet
- Heat ResistantDocument52 pagesHeat Resistantkompany_dNo ratings yet
- Advanced Coatings PDFDocument282 pagesAdvanced Coatings PDFrasnowmah2012No ratings yet
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- Position Checking GaugesDocument12 pagesPosition Checking GaugesMoham'medAlthafAs'lamNo ratings yet
- 03 - Drafting Manual - Decimal Inch Sheet Size and FormatDocument51 pages03 - Drafting Manual - Decimal Inch Sheet Size and FormatKakoDaNo ratings yet
- Mountainboard Design Project Student 2010 LR ENG PDFDocument541 pagesMountainboard Design Project Student 2010 LR ENG PDFjvs11021102No ratings yet
- EDMDocument60 pagesEDMHarsha Chaitanya Goud100% (1)
- New Metallic Materials-Al-Li AlloysDocument23 pagesNew Metallic Materials-Al-Li AlloyszorazhrNo ratings yet
- Sapa Group - Shape Magazine 2004 # 1 - Aluminium / AluminumDocument24 pagesSapa Group - Shape Magazine 2004 # 1 - Aluminium / Aluminumsapagroup100% (1)
- Handbook of Thin-FilmDocument12 pagesHandbook of Thin-Filmdhook_mmmNo ratings yet
- Swiss Tool Catalog - EN - Small PDFDocument338 pagesSwiss Tool Catalog - EN - Small PDFPalade LucianNo ratings yet
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- Solidcast IranDocument239 pagesSolidcast IranMario Farfan Cantoya NetoNo ratings yet
- Timken Practical Data For MetallurgistsDocument154 pagesTimken Practical Data For Metallurgistsbobbutts2142No ratings yet
- Intro To Engg MaterialsDocument21 pagesIntro To Engg MaterialsChandra SekharNo ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- China's Bayi Steel Pickling Line and Tandem Cold MillDocument12 pagesChina's Bayi Steel Pickling Line and Tandem Cold MillJJNo ratings yet
- Aluminum Extrusion Process OverviewDocument4 pagesAluminum Extrusion Process Overviewken_desNo ratings yet
- Design Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)Document13 pagesDesign Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)IJRASETPublicationsNo ratings yet
- Solidification ShrinkageDocument4 pagesSolidification ShrinkagesubavlNo ratings yet
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- Chapter 5-Sheet MetalworkingDocument82 pagesChapter 5-Sheet MetalworkingSeab PisethNo ratings yet
- Vidre 01Document16 pagesVidre 01Toni GCNo ratings yet
- SPI Tooling SpecificationsDocument3 pagesSPI Tooling SpecificationsJanaka MangalaNo ratings yet
- DFM CH 3Document44 pagesDFM CH 3Trâp A NâtïøñNo ratings yet
- Smart Ir Temperature SensorDocument13 pagesSmart Ir Temperature SensorSukamal BhagbatiNo ratings yet
- Document Required For Enhancement of Enlistment-IndigenousDocument1 pageDocument Required For Enhancement of Enlistment-Indigenousbiswasdipankar05No ratings yet
- MFG Tooling - 14 Welding FixtureDocument98 pagesMFG Tooling - 14 Welding FixtureRamji RaoNo ratings yet
- JIS-Z2371-2000 - Methods For Salt Spray Test and EvaluationDocument35 pagesJIS-Z2371-2000 - Methods For Salt Spray Test and EvaluationCarlos, O BatistaNo ratings yet
- Aluminium and Aluminium AlloysDocument3 pagesAluminium and Aluminium AlloysCherie DiazNo ratings yet
- Aluminum Aluminum Aluminum Aluminum Aluminum: D C C MDocument2 pagesAluminum Aluminum Aluminum Aluminum Aluminum: D C C MSachith Praminda RupasingheNo ratings yet
- Analysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsDocument12 pagesAnalysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsPraveen ChathurangaNo ratings yet
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- Metal PlasticityDocument13 pagesMetal Plasticityansta17No ratings yet
- 81 Designing Aluminium-Bronze CastingsDocument17 pages81 Designing Aluminium-Bronze Castingspoom2007100% (1)
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- DR KAISER Grinding WheelsDocument20 pagesDR KAISER Grinding Wheelsnestor333No ratings yet
- Fatigue Design NotesDocument46 pagesFatigue Design NotestehepiconeNo ratings yet
- Session 11 Physical Vapour DepositionDocument26 pagesSession 11 Physical Vapour DepositionMurali DontuNo ratings yet
- Layup ToolingDocument47 pagesLayup ToolingGrittyBurnsNo ratings yet
- CAE Analysis in CATIA PDFDocument6 pagesCAE Analysis in CATIA PDFharinaathanNo ratings yet
- Conformal Cooling 140217011257 Phpapp01 PDFDocument50 pagesConformal Cooling 140217011257 Phpapp01 PDFcute7707No ratings yet
- Metal CuttingDocument33 pagesMetal CuttingUjjwal Katiyar100% (1)
- PM Review Autumn 2014 SPDocument92 pagesPM Review Autumn 2014 SPDesi SambeNo ratings yet
- Mold DesignDocument326 pagesMold DesignYoNo ratings yet
- Tool and Manufacturing Engineers Handbook: Design For ManufacturabilityDocument10 pagesTool and Manufacturing Engineers Handbook: Design For ManufacturabilitySwarupendra BhattacharyyaNo ratings yet
- Colour Anodizing of Aluminum Alloys Outdated)Document3 pagesColour Anodizing of Aluminum Alloys Outdated)tootalldeanNo ratings yet
- Fastener Design ManualDocument10 pagesFastener Design ManualJohn PaulsyNo ratings yet
- Design Engineer Basics FudamentalsDocument34 pagesDesign Engineer Basics FudamentalssandeepNo ratings yet
- Aluminum Die Casting Draft Angles GuideDocument1 pageAluminum Die Casting Draft Angles GuidekotharideepNo ratings yet
- Thermoplastics and ThermosetsDocument21 pagesThermoplastics and ThermosetsNasmin BasheerNo ratings yet
- Vol5no2 11 PDFDocument12 pagesVol5no2 11 PDFDumitru EnacheNo ratings yet
- PLC NotesDocument66 pagesPLC NotesrenuNo ratings yet
- Coordination of Operations by Relation Extraction For Manufacturing Cell ControllersDocument16 pagesCoordination of Operations by Relation Extraction For Manufacturing Cell ControllersJose Leonardo Simancas GarciaNo ratings yet
- PLC Scada Training ReportDocument31 pagesPLC Scada Training ReportÄkshãy SaçhånNo ratings yet
- Balluf - Datasheet - MP730102 - enDocument5 pagesBalluf - Datasheet - MP730102 - enOARIASCONo ratings yet
- Geiger - Geiger - Broschure - EnglischDocument8 pagesGeiger - Geiger - Broschure - EnglischOARIASCONo ratings yet
- Filtro RFM ON 185 V D 10 E 1.x (Hydac)Document2 pagesFiltro RFM ON 185 V D 10 E 1.x (Hydac)OARIASCONo ratings yet
- Balluf - Iman - Datasheet - BAM013L - 186949 - enDocument1 pageBalluf - Iman - Datasheet - BAM013L - 186949 - enOARIASCONo ratings yet
- Rexroth Indralogic The Latest Generation of Open PLC SolutionsDocument8 pagesRexroth Indralogic The Latest Generation of Open PLC SolutionsOARIASCONo ratings yet
- A Guide To Energy Efficiency ComplianceDocument16 pagesA Guide To Energy Efficiency ComplianceOARIASCONo ratings yet
- 3d Systems Fluid Flow Ebook Usen 2022 04 15 ADocument16 pages3d Systems Fluid Flow Ebook Usen 2022 04 15 AOARIASCONo ratings yet
- Fabricator202109 DLDocument98 pagesFabricator202109 DLOARIASCO0% (1)
- QZ, Q1 and Q3: Installation GuideDocument2 pagesQZ, Q1 and Q3: Installation GuideOARIASCONo ratings yet
- Additive Manufacturing Special Report 1018Document33 pagesAdditive Manufacturing Special Report 1018OARIASCO100% (1)
- E5940 Ws16y01Document2 pagesE5940 Ws16y01OARIASCONo ratings yet
- Western StarDocument26 pagesWestern StarOARIASCO50% (2)
- Ra 22058 PDFDocument12 pagesRa 22058 PDFOARIASCONo ratings yet
- Bosch Rexroth S 6 S 10 S 20 S 30 Inline Check ValveDocument4 pagesBosch Rexroth S 6 S 10 S 20 S 30 Inline Check ValveOARIASCONo ratings yet
- Bomba Série GDocument26 pagesBomba Série Gthiago_juliao1984No ratings yet
- KVR16N11/2: Memory Module Specifi CationsDocument2 pagesKVR16N11/2: Memory Module Specifi CationsFerdi DoNo ratings yet
- Stainless Steel ElectropumpsDocument2 pagesStainless Steel ElectropumpsOARIASCONo ratings yet
- 10-06 SolidWorks API DemystifiedDocument37 pages10-06 SolidWorks API DemystifiedOARIASCONo ratings yet
- Pro NgaDocument2 pagesPro NgaOARIASCONo ratings yet
- 02 LRDocument11 pages02 LRDebashish DekaNo ratings yet
- Mechanics Midterm Exam 2023 - Answer KeyDocument4 pagesMechanics Midterm Exam 2023 - Answer KeySovann_LongNo ratings yet
- ASTM E 1316 Terminology PDFDocument38 pagesASTM E 1316 Terminology PDFaliextomaNo ratings yet
- Microbiology PosterDocument1 pageMicrobiology PosterAgnieszkaNo ratings yet
- Usabilidad de Un Simulador para La Enseñanza de La Programación de SistemasDocument18 pagesUsabilidad de Un Simulador para La Enseñanza de La Programación de SistemasRAFAEL ANTONIO BORDA JIMENEZNo ratings yet
- M3L3 Solving First Degree InequalitiesDocument3 pagesM3L3 Solving First Degree Inequalitiesdorris09No ratings yet
- UNIT 2 TheoryDocument18 pagesUNIT 2 TheoryBijay RayamajhiNo ratings yet
- Mathematics 4 Quarter 4 Week 6: NAME: - GR & SEC: - CompetencyDocument9 pagesMathematics 4 Quarter 4 Week 6: NAME: - GR & SEC: - CompetencyRea Mae CorreNo ratings yet
- Diy Recycled Jewelry TutorialsDocument19 pagesDiy Recycled Jewelry Tutorialstarcisia100% (2)
- Measurements Mid TermDocument2 pagesMeasurements Mid TermabdallaNo ratings yet
- Ieee Recommended Practice and Requirements For Harmonic ControlDocument29 pagesIeee Recommended Practice and Requirements For Harmonic Controlpaoloesquivel100% (1)
- Data Sheet NEXUS 7000Document4 pagesData Sheet NEXUS 7000Gibbe1000No ratings yet
- Lab Report GROUP3Document70 pagesLab Report GROUP3Maheshree GohilNo ratings yet
- Parts Catalog PDFDocument71 pagesParts Catalog PDFJesus PerezNo ratings yet
- Speed and Position Sensors HandoutDocument16 pagesSpeed and Position Sensors HandoutJose Ramón Orenes ClementeNo ratings yet
- Automata & Compiler Design HandoutDocument59 pagesAutomata & Compiler Design Handoutarshad KhanNo ratings yet
- Chapter 3: Single Degree of Freedom Systems - Forced Vibratory SystemsDocument43 pagesChapter 3: Single Degree of Freedom Systems - Forced Vibratory Systemsjawad khalidNo ratings yet
- Power Mosfets and Igbt For PDP: MeritsDocument2 pagesPower Mosfets and Igbt For PDP: MeritsNestor TorresNo ratings yet
- Developing Keyboarding SkillDocument9 pagesDeveloping Keyboarding SkillKrish TineNo ratings yet
- History of Buckling of ColumnDocument10 pagesHistory of Buckling of ColumnSorin Viorel CrainicNo ratings yet
- Read-Only Memory - WikipediaDocument17 pagesRead-Only Memory - WikipediaMuhammad usamaNo ratings yet
- Maxdvr & DR Cards: SeriesDocument114 pagesMaxdvr & DR Cards: SeriesJose Alejandro Hernandez BrachoNo ratings yet
- Chemistry Unit 2.10 OxfordDocument5 pagesChemistry Unit 2.10 OxfordMichelle LeeNo ratings yet
- A Novel FTIR-ATR Spectroscopy Based Technique For The EstimationDocument6 pagesA Novel FTIR-ATR Spectroscopy Based Technique For The EstimationsorinavramescuNo ratings yet
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDocument24 pagesUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelGaming Core.No ratings yet
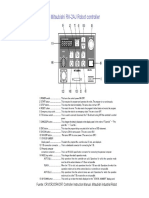
- Mitsubishi RV-2AJ Robot ControllerDocument33 pagesMitsubishi RV-2AJ Robot ControllerStoneNo ratings yet
- Alternator Part I Eac ReviewDocument15 pagesAlternator Part I Eac ReviewKevin MaramagNo ratings yet
- Array Waveguide Gratings (AWG)Document15 pagesArray Waveguide Gratings (AWG)Mukunda Saiteja AnnamNo ratings yet
- Bridge Barriers in Relation To The Crash Testing Standards: Wasim QADIRDocument8 pagesBridge Barriers in Relation To The Crash Testing Standards: Wasim QADIR정주호No ratings yet