Download as pdf
~~ a (AWS A5.02/A5.02M:2007
An American National Standard
Specification for
Filler Metal
Standard Sizes,
Packaging, and
Physical Attributes
ani}
(AWS A5.02/A5.02M:2007
‘An American National Standard
Approved by the
American National Standards Institute
November 6, 2006
Specification for Filler Metal
Standard Sizes, Packaging,
and Physical Attributes
Ist Edition
Prepared by the
‘American Welding Society (AWS) AS Committee on Filler Metals and Allied Materials
Under the Direction of the
AWS Technical Activities Committee
“Approved by the
“AWS Board of Directors
Abstract
‘This specification prescribes the requirements for standard sizes and packages of all types of welding filler metals,
allowing these physical attributes to be incorporated by reference into the individual specification. The annex lists the
‘manner by which the filler metal specification may refer to appropriate requirements in this specification.
‘This specification makes use of both U.S. Customary Units and the International System of Units (SI). Since these are
‘ot equivalent, each system must be used independently of the other.
& American Welding Society
Y
Snare eee eter att
Soren tty me tet sn 8 RSC moar tar
‘AWS AS.02/A5.02M:2007
International Standard Book Number: 0-87171-059-5
‘American Welding Society
S50N.W. LeJeune Road, Miami, FL 33126
© 2007 by American Welding Society
‘All rights reserved
Printed in the United States of America
Photocopy Rights, No portion ofthis standard may be reproduced, stored in a retrieval system, of transmitted in any
form, including mechanical, photocopying, recording, or otherwise, without the prior written permission of the copyright
owner.
‘Authorization to photocopy items for internal, personal, or educational classroom use only or the intemal, personal, oF
‘educational classroom use only of specific clients is granted by the American Welding Society provided thatthe appropriate
fee is paid to the Copyright Clearance Center, 222 Rosewood Drive, Danvers, MA 01923, tel: (978) 750-8400; Intemet:
-.
Snare eee eter att
Soren tty me tet sn 8 Rec omer
‘AWS AS.02/A5.02M:2007
‘Statement on the Use of American Welding Society Standards
All standards (codes, specifications, recommended practices, methods, classifications, and guides) of the American
‘Welding Society (AWS) are voluntary consensus standards that have been developed in accordance withthe rules of the
‘American National Standards Institute (ANS). When AWS American National Standards are either incorporated in, oF
‘made part of, documents that are included in federal or state laws and regulations, or the regulations of other govern-
‘mental bodies, their provisions carry the full legal authority of the statute. In such cases, any changes in those AWS
standards must be approved by the governmental body having statutory jurisdiction before they can become a patt of
those laws and regulations. In all cases, these standards carry the full legal authority of the contract or other document
that invokes the AWS standards, Where this contractual relationship exists, changes in or deviations from requirements
‘of an AWS standard must be by agreement between the contracting partis.
AWS American National Standards are developed through a consensus standards development process that brings
together volunteers represcating varied viewpoints and interests to achieve consensus. While AWS administers the process
and establishes rules to promote faimess in the development of consensus, it does not independently test, evaluate, or
‘verify the accuracy of any information or the soundness of any judgments contained in its standards.
AWS disclaims lability for any injury to persons of to property, o other damages of any nature whatsoever, whether
special, indirect, consequential oc compensatory, directly or indirectly resulting from the publication, use of, or reliance
‘on this standard. AWS also makes no guaranty or warranty as to the accuracy or completeness of any information
published herein.
In issuing and making this standard available, AWS is neither undertaking to render professional or other services for ot
‘on behalf of any person or entity, nor is AWS undertaking to perform any duty owed by any person or entity to someone
cls, Anyone using these documents should rely on his or her own independent judgment or, as appropriate, seek the
advice ofa competent professional in determining the exercise of reasonable care in any given circumstances.
‘This standard may be superseded by the issuance of new editions. Users should ensure that they have the latest edition.
Publication of this standard does not authorize infringement of any patent or trade name. Users of this standard accept
any and all liabilities for infringement of any patent or trade name items. AWS disclaims liability forthe infringement of
‘any patent or product trade name resulting from the use of this standard.
Finally, AWS does not monitor, police, or enforce compliance with this standard, nor does it have the power to do so.
On occasion, text, tables, or figures are printed incorrectly, constituting errata. Such errata, when discovered, are posted.
‘on the AWS web page (www.avs.org).
‘Official interpretations of any of the technical requirements of this standard may only be obtained by sending a request,
in writing, tothe Managing Director, Technical Services Division, American Welding Society, 550N.W. LeJeune Road,
Mitmi, FL 33126 (see Annex B). With regard to technical inquiries made conceming AWS standards, oral opinions
‘on AWS standards may be rendered. However, such opinions represent only the personal opinions of the particular
individuals giving them. These individuals do not speak on behalf of AWS, not do these oral opinions constitute official
‘or unofficial opinions or interpretations of AWS. In addition, oral opinions are informal and should not be used as &
substitute for an official interpretation.
‘This standard is subject to revision at any time by the AWS AS Committee on Filler Metals and Allied Materials. It must
be reviewed every five years, and if not revised, it must be either reaffirmed or withdrawn. Comments (recommends-
tions, additions, or deletions) and any pertinent data that may be of use in improving this standard are required
and should be addressed to AWS Headquarters. Such comments will receive careful consideration by the AWS AS
‘Conumittee on Filler Metals and Allied Materials and the author ofthe comments will be informed of the Committee's
response to the comments. Guests are invited to attend all meetings of the AWS AS Committee on Filler Metals and
‘Allied Materials to express their comments verbally. Procedures for appeal of an adverse decision conceming all such
‘comments are provided in the Rules of Operation of the Technical Activities Committee. A copy of these Rules can be
‘obtained from the American Welding Society, 550 'N.W. LeTeune Road, Miami, FL 33126.
Snare eee eter att
Soren tty me tet sn 8 Rec omer
‘AWS AS.02/A5.02M:2007
‘This page is intentionally blank.
‘AWS AS.02/A5.02M:2007
Personnel
AWS AS Committee on Filler Metals and Allied Materials
D.A. Fink, Chair
1.8. Lee, Ist Vice Chair
HD. Web, 2nd Vice Chair
R. Gupta, Secretary
"RL Bateman
J.-M. Blackbur
RS. Brown
1.C. Bundy
RJ. Christoffel
D.D. Crockett
"RA Daemen
J.I.DeLoach, Jt
D. A. DelSignare
T.DeVito
H.W. Bbert
D.M. Fedor
J.G. Feldstein
S.B Ferree
G.L. Franke
R.D. Fuchs
CE Faerstenan
JA. Henning
R. Heason
"IP. Ht
"8. Imaoka
M.Q Johnson
S.D. Kiser
P.J. Konkol
D. 3. Kotecki
L.G.Kvidahl
‘A.Y.Lan
‘A.S. Lanrenson
W. A. Mattila
R. Menon
M.T. Merlo
D.R Miller
B. Mosier
A.K Mulherjec
CL.Null
MP. Parekh
RL. Peaslee
"M.A. Quintana
S.D. Reynolds, I.
P.K.Salvesen
K Sampath
“Advior
Snare eee
Soren tty me tet sn 8
The Lincoln Electric Corrpany
Ba
‘Arcos Industries LLC
‘American Welding Society
Electromenufacturas, A
Naval Surface Warfere Center
Consultant
Hobart Brothers Company
Consultant
The Lincoln Electric Cormpany
Consultant
Naval Surface Warfare Center
‘Consutant
SAB Welding and Cutting Products
Consultant
‘The Lincoln Electric Corrpany
Foster Wheeler North America
ESAB Welding and Cutting Products
Naval Surface Warfare Center
Bohler Thyssen Welding USA, Incorporated
Lucas-Milhaupt, Incorporated
Daltak
J.W. Harris, Incorporated
Consultant
Kobe Steal Lirited
Los Alamos National Laboratory
‘Special Metals
Concurrent Technologies Corporation
The Lincoln Electric Cormpany
Northeop Grurnman Ship Systems
‘Canadian Welding Bureau
‘Consultant
DaimterChryser Corporation
‘Stoody Company
Edison Welding Insitute
‘ABS Americas
Polyret Corporation
‘Sterns Power Generation, Incorporated
Consultant
Consultant
Wall Colmonoy Corporation
TheLincoln Electric Company
Constant
Det Norske Veritas (DNV)
Consultant
‘AWS AS.02/A5.02M:2007
AWS AS Committee on Filler Metals and Allied Materials (Continued)
W. S, Severance
"E.R Stevens
‘M.I. Sullivan
"ES. Surian
RC. Sutherlin
RA. Swain
RD. Thomas, Ir.
K.P. Thomberry
LT. Vernam
*.J. Winsor
SAB Welding and Cutting Products
‘Stevens Welding Consulting
NASSCOD National Stee and Shipbuilding
[National University of Lomas de zamrara
‘ATI Wah Chang
Euroweld, Limited
RD. Thomas and Company
Care Medical, Inc.
‘AlcoTec Wire Corporation
Consultant
AWS AST Subcommittee on Filler Metal Procurement Guidelines
R.A. Swain, Chair
R. Gupta, Secretary
D.A. Fink
1S.Lee
M.T. Merlo
P.K. Salvesen
K Sampath
R.D. Thomas, tr.
*V. van der Mee
*C.L.Nall
Advisor
Snare eee
Soren tty me tet sn 8
Euroweld, Limited
‘American Welding Society
‘The Lincoln Electric Company
cBaI
Edison Welding Institute
Det Norske Veritas (DNV)
Consultant
RD. Thomas and Company
Lincoln Electric Europe by
Consultant
‘AWS AS.02/A5.02M:2007
Foreword
‘This foreword is not part of AWS A5.02/A5.02M:2007, Specification for Filler Metal Standard Sizes,
Packaging, and Physical Attributes, but is included for informational purposes only.
‘This specification incorporates the provisions which historically have appeared in previous filler metal specifications. It
takes into account the requirements of ISO 544, Welding consumables (} Technical delivery conditions for welding filer
materials Ci Type of product, dimensions, tolerances and merkings.
‘This document makes use of both U.S. Customary Units and the International System of Units (SI). The measurements
are not exact equivalents; therefore cach system mnt be used independently ofthe other, without combining values in
‘any way. In selecting rational metric units, AWS A1.1, Metric Practice Gulde for the Welding Industry, and ISO 544,
Wedding consumables © Technical delivery conditions for welding filler materials Ci Type of product, dimensions,
tolerances and markings, are used where suitable, Tables and figures make use of both U.S. Customary and SI Unit,
which, with the application of the specified tolerances, provides for interchangesbilty of products in both the U.S.
‘Customary and SI Units
‘This document i the first edition of AS.02/AS.02M:2007.
‘Comments and suggestions for the improvement of this standard are welcome. They should be sent to the Secretary,
AWS AS Committee on Filler Metals and Allied Materials, American Welding Society, 550 N.W. LeJeune Road,
‘Miami, FL 33126.
Sect iewreneran ae Lanett utente
Crore ering tt tet oe 8 Neteron mtr TeaneT
‘AWS AS.02/A5.02M:2007
‘This page is intentionally blank.
Snare eee eter att
Soren tty me tet sn 8 Rec omer
‘AWS AS.02/A5.02M:2007
Table of Contents
Page No.
Personnel. 7
Foreword. ii
List of Tables. x
Uist of Figures... x
1. Scope, 1
2. Normative Refereness... 1
3. : a
3.1 Standard Sizes and Lengths 1
3.2 Cote Wite and Covering. 1
3.3. Exposed Core. . sd
3.4 Blectrode Identification sd
35 Packaging 2
3.6 Marking of Packages 3
4, Bare Solid and Tubular Electrodes and Rods. 3
4.1 Standutd Sizes and Shapes 3
4.2 Finish and Uniformity sod
43° Packaging 3
44° Winding Requirements 6
45 Filler Metal Identification sab
4.6 Marking of Packages 8
‘Anex'A Gfemtie) Cato AWS Spcfition fr Fler Met Smid Sin, Packaging
and Physical Attributes...
‘Annex B (Informative) —Guidelines for the Preperation of Technical Inquiies
AWS Filler Metal Specifications by Material and Welding Process
‘AWS Filler Metal Specifications and Related Documents 17
Brosnan
Snare eee eter att
Soren tty me tet sn 8 Rec omer
‘AWS AS.02/A5.02M:2007
List of Tables
Table Page No.
1 Standard Sizes and Lengths of Covered Blectrodes 2
2. Standard Sizes and Tolerances of Solid and Tubular Bare W ies 4
3 Sundar Sizes of Stsip Blectodes... 5
4° Standard Packages. 5
List of Figures
Figure
1A Dimensions of 4 in, 8 i, 12 in, and 14 in [100 mam, 200 mano, 300 mam, and 350 mm] Standard Spool
1B Dimensions of 22 in, 24 in, and 30 in [560 mm, 610 mm, and 760 mm] Standards Spools (Reels).
1C Dimensions of 13-1/2 in [340 mm] Standard Spools (for Al and Mg Alloys Only) ..0.0.0
1D Dimensions of Basket Rims and Basket Spools
Snare eee eter att
Soren tty me tet sn 8 Rec omer
‘AWS AS.02/A5.02M:2007
Specification for Filler Metal Standard Sizes,
Packaging, and Physical Attributes
1, Scope
1 This specification prescribes requirements for stan-
dard sizes and packages of welding filler metals and their
physical attributes, such as product appearance and
‘identification.
1.2 This specification applies to covered electrodes with
both solid and tubular core wires; bare solid and tabular
‘wires on spools, cols, and drums, or in straight lengths;
and solid and sintered strip electrodes. It applies to all
fusion welding processes, except brazing, braze welding,
‘and thermal spraying, or granular metallic or mineral
products, such as submerged arc fluxes, or other such
‘Products tuted in fusion welding processes.
13 Safety and health issues and concems are beyond the
scope of this standard and are, therefore, not fully
addressed herein. Safety and bealth information is avail-
able from other sources, including, but not limited to,
‘ANSI 249.1, Safety in Welding, Cutting, and Allied
Processes, and applicable federal and state regulations.
1A This specification makes use of both U.S. Customary
Units and the Intemational System of Units (SD). The
‘measurements are not exact equivalents; therefore, each
system must be used independently of the other without
combining in any way. The specification with the desig-
nation AS.02 uses U.S. Customary Units. The specifi
ton A5.02M uses SI Units. The latter are shown within
‘brackets [] or in appropriate columns in tables and fig-
‘ures. Standard dimensions based on either system may
bbe used for sizing of filler metal or packaging.
2. Normative References
‘The following ANSI standard is referenced in the
‘onmative sections of this document.
TANSI 249.1 is published by the American Welding Society,
‘550 N.W. Leleune Road, Miami, FL 33126,
Snare eee
Soren tty me tet sn 8
1. ANSI Z49.1 Safety in Welding, Cutting, and Allied
Processes
‘The following ISO” standard is referenced in the manda-
tory sections of this document.
1. 180 544 Welding consumables 0 Technical deliv.
xy conditions for welding filler materials Type of
Product, dimensions tolerances end markings.
3. Covered Electrodes
3.1 Standard Sizes and Lengths. Standard sizes (diam-
ter of the core wire) and lengths of electrodes are shown
in Table 1.
34.1 The diameter of the core wire shall not vary
‘more than +0,002 in [+0.05 mm) from the diameter
specified. The length shall not vary more than +1/4 in
[10 mm] from that specified.
3.2 Core Wire and Covering. The core wire and cover-
ing shall be free of defects that would interfere with the
‘uniform deposition ofthe electrode. The core and cover-
ing shall be concentric to the extent that the maximum
core-phus-one-covering dimension shall not exceed the
‘minimum core-plus-one-covering dimension by more than:
1. 7% of the mean dimension in sizes of 3/32 in
[2.5 mum) and smaller,
2. 5% of the mean dimension in sizes larger than
3/32 in (2.5 mam} and smaller than 3/16 in [5 mm), and
3. 4% of the mean dimension in sizes 3/16 in {5 mm]
and larger.
Concentricity may be measured by any suitable means.
3150 standards are published by the Intemational Organization
for Standardization, 1, rue de Varembé, Case pottale 56, CH-
1211 Geneva 20, Switzeand.
‘AWS AS.02/A5.02M:2007
Table 1
Standard Sizes and Lengths
of Covered Electrodes
‘Standard Size Standard Length**
wie 16 9 230
sie 2.08 9.0r12 230 0r 300
36% ©2464 9,12,0r14 230, 300, 350
25 _ 300 or 350,
we 32 12,1418 300, 350, 450
58240. idoris 35000450
3n6 48 dor 8 350.0450
30 Mors 350.0r 450
Te S684 thor 18 350.0450
60 Mor 18 350.0r 450
we GA hor IB 450
sne 808 18 450
“Lengths other tan these aba be as ageed upon between parchsee
sad split.
‘inal ete, end-rpped electrode ne stand.
“These diameter eto andar ies forall laiiestions
“Theae mate sz arent shown in ISO 54,
3.3 Exposed Core
33.41 The grip end of each electrode shall be bare
(ree of covering) for a distance of not less than 1/2 in
[12 mm] nor more than 1-1/4 in [30 mm] for electrodes
‘532 in [4.0 mma] and smaller, and not less than 3/4 in
[20 mm] nor more than 1-1/2 in [40 mm] for electrodes
3/16 in [5 mm] and larger, to provide for electrical
contact with the electrode holder.
332 The are end of each electrode shall be suffi-
ciently conductive, and the covering sufficiently tapered,
to permit easy striking of the arc. The length of the con-
ductive portion (measured from the end of the core wire
to the location where the fall cross section of the cover-
ing is obtained) shall not exceed 1/8 in (3 mm] or the
diameter of the core wire, whichever is less. Blectrodes
with chipped coverings near the arc end, baring the core
‘wire no more than the lesser of 1/4 in [6 mma] or twice the
diameter of the core wire, meet the requirements of this
specification provided no chip uncovers more than 50%
of the circumference ofthe core.
34 Electrode Identification. All electrodes shall be
identified as follows:
3.4.1 Atleast one imprint of the electrode designation
(Classification plus any optional designators) shall be
applied to the electrode covering starting within 2-1/2 in
Snare eee
Soren tty me tet sn 8
[65 mm] ofthe grip end of the electrode. The prefix letter
B in the classification may be omitted from the imprint.
3.42 The numbers and letters of the imprint shall be
of bold block type ofa size large enough to be legible.
3.4.3 The ink used for imprinting shall provide suffi-
cient contrast with the electrode covering 40 tht, in not-
‘mal use, the numbers and letters are legible both before
and after welding,
3.44 When an electrode is classified as meeting the
requirements of AS.X and AS.XM, both electrode desig-
nations shall be applied.
3.455 If allowed by the specific AS specification, in
tiew of imprinting, electrodes may be identified by:
1. Attaching securely to the bare grip end of each
electrode a tag bearing the clasification number, or
2, Embossing the classification number on the bare
sip end of each electrode. In this case a slight flatening
of the grip end will be pemitted in the area of the
embossing.
3.5 Packaging
3.5.1 Electrodes shall be suitably packaged to protect
them from damage during shipment and storage under
‘normal conditions.
3.52 Standard package weights shall be as agreed
‘upon between purchaser and supplier.
3.5.3 Hermetically Sealed Containers. When speci-
fied for one or mare classifications, such as low hydro-
{gen types requiring protection against atmospheric
‘moisture absorption during shipment and storage, elec-
trodes shall be packaged in one of the following
manners.
3.53.1 Rigid Metal Package. The container may
be of either steel or aluminum. Bach steel container shall
have its sides lock-seamed and soldered or seam welded
and the top and bottom mechanically seamed containing
‘suitable organic sealant. Aluminum containers shall be
tubes formed in two sections, one flared slightly for a
friction fit and the closure seam shall be sealed with a
suitable pressure sensitive tape. Metal containers after
loading at ambient pressure and sealing shall be capable
of passing the leak test as follows:
Unit containers shall be immersed in water that is at a
temperature of at least 50°F [10°C] above that of the
packaged material (foom temperature). The container
ball be immersed so that the surface under observation
is 1 in (25 mm] below the water surface and the greatest
basic dimension ofthe container is parallel to the surface
of the water. A leaker is indicated by a steady stream of
‘ir bubbles emanating from the container. A container
‘ith a stream that lasts for 30 seconds or more does not
‘meet the requirements of this specification,
353.2 Vacuum Package. High density plastic
pouches leminated with a suitable foil vapor barrier shall
‘be heat sealed after filling and evacuating. The pouches
shall be overpacked with an outer container to protect it
from damage that will cause loss of vacuum. Packages
‘hich show the contents to be loose within the pouch do
not meet the requirements of this specification.
3833 Other Package Construction As agreed
‘upon between purchaser and supplier, altemate packag-
ing for protection of electrode coverings from absorption
‘of moisture in excess of that specified by the classifica-
tion shall be demonstrated by suitable tests, such as those
described above.
3.6 Marking of Packages
3.6.1 The following product information (as @ mini-
‘tuum) shall be legibly marked on the outside of each unit
package:
1. AWS specification and classification designations
along with applicable optional designators (year of issue
may be excluded)
2. Supplier's name and trade designation
3. Size and net weight
4, Lot, contro, or heat number
3.62 The appropriate precautionary information, as
‘siven in ANSI 249.1, latest edition, (a8 a minimum) or
its equivalent, shall be prominently displayed in legible
print on all packages of electrodes, including individual
‘unit packages enclosed within a larger package.
4. Bare Solid and Tubular Electrodes
and Rods
4.1 Standard Sizes and Shapes
4.2.1 Standard sizes of filler metal (except strip elec-
‘todes) and straight lengths of rods and their tolerances
are shown in Table 2.
4.2.2 Standard sizes for stip electrodes in coils are
shown in Table 3,
Typical examples of “warning labels” are shown in figures in
‘ANSI Z49.1 for some common or specific consumables used
‘with certain processes.
Snare eee
Soren tty me tet sn 8
‘AWS AS.02/A5.02M:2007
4.2 Finish and Uniformity
42.1 All filler metal shall have a smooth finish that is
free from slivers, depressions, scratches, scale, seams,
laps (exclusive of the longitudinal joint in flux cored or
‘metal cored filler metal), and foreign matter that would
adversely affect the welding characteristics or the prop-
erties of the weld metal
42.2 Bach contimous length of filler metal shall be
from a single heat or lot of material, and welds, wheo
present, shall have been made so as not to interfere with
the uniform, uninterrupted feeding of the filler metal on
stntomatic and semiautomatic equipment,
42.3 The core ingredients in flux cored and metal
cored filler metal shall be distributed with sufficient uni-
the properties ofthe weld metal or deposited weld overlay.
424 A suitable protective coating may be applied to
any filler metal except as specifically restricted by the
classification in the filler metal specification,
43 Packaging
43.1 Filler metals shall be suitably packaged to pro-
tect them from damage during shipment and storage
‘under normal conditions.
drums, Standard package dimensions for each form are
given in Table 4. Dimensions for standard spools are
given in Figures 1A through 1D. Package forms and
sizes other than these shall be as agreed upon between
purchaser and supplier.
433 The liners in coils with support shall be
designed and constructed to prevent distortion of the coil
uring normal handling and use, and shall be clean and
dry enough to maintain the cleanliness of the filler metal,
4.3.4 Spools shall be designed and constructed to pre-
‘eat distortion of the spool and the filler metal during
normal handling and use, and shall be clean and dry
enough to maintain the cleanliness ofthe filler metal.
4.3.5 As agreed upon between purchaser and supplier,
alternate packaging for protection of filler metals from
environmental or other conditions may be specified. This
packaging may include, but not be limited to, hermeti-
cally sealed packaging as specified in 3.5.3.
AWS AS.02/A8.02M:2007
Table 2
‘Standard Sizes and Tolerances of Solid and Tubular Bare Wires*
Solid Wite Tolerance
‘Tubulas Cored
‘Nominal Diameter GMAWIGTAW SAWEGWESW Wire Tolerance
0.4020 os
06 —
4001-003, -
0.025
0.030) ~
20.001
08
0.035, 09 =
19.
0.045 20002 | +0205
3164 12
0.052,
400-004
14
16 16 20.04
30.002
0.068,
oon 1s 0.002
+0.02-0.06
S164 20
ane 24,25 20.003
164 28
30 20.003 20.003
400-097
1 32.
+40021-007
382 40
ane 4st
50 20.06
132 see - 20.004 30004
60 ~ +40.021-008,
uM oat
ns 80
* Dimensions, tolerance, and package forma ote han thoveahown sal boas ageed pon between purchaser an suplie.
‘To tablish the nominal diameter forthe tolranct, the fractions all be converted to ter dena equivalents.
Base taight lengths shal be 36 in 40, 1/2 in (900 am +15, -0 mm}
4 These met sans weno shown in 180 544,
Snare eee
Soren tty me tet sn 8
AWS AS.02/A8.02M:2007
Table 3
‘Standard Sizes of Strip Electrodes
Width ‘Thickness
1g 30 0.020 05
236 oo 0.020 os
354 30 020 os
4n 120 0.020 os
Nowe:
1. Othe stats sal be as agreed upon between purchaser and pple.
2. Sup leewodes shall ot vry more han 20.008 in [20.2 mm in with and more han 20002 in [0.05 man] in hice
Table 4
‘Standard Packages*
with Inside Diameter Outside Diameter, Max
‘Type of Package in mnt in mnt in mum?
3 ma. ‘Sma. | 67428 | 17033 — =
2inme. | 9040215 | 12218 | 300415-0] 17 485
Coils with Support
45max. [100,405 | 221 | s04t5-5| 18 450
Smax | iosigs | 24 | 6004200] 32 300
(Cols without support ‘As agreed upon between purchaser and supplier
4 100
8 200
2 300
135 340
Spools ‘See Figures 1A, 1B, and 1C
4 350
2 360
4 610
30 760
1542 400
Drums Not applicable 20 ‘500
23 00
‘Stenight Lengthat Not applicable
‘Dimensions, tolerances, and package fom ote han thoveahown aal beat agreed upon between purchaser and supli.
® Shaded vals in he mre columaa aro a mpeciied in ISO 546 for cols both wth ad without suppet
* Standard lengths sl be 36, 0,12 in (900, +15,-0 mm,
Snare eee meant amet
Soren tty me tet sn 8 RSC moar tar
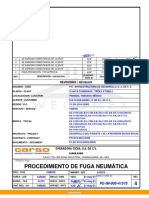
‘AWS AS.02/A5.02M:2007
DRIVING
HOLE
DIMENSIONS.
“41m [100 mm] Spools
{8 In [200 mm] Spooks
14 9 [960 mm] Spools
12 hn [300 mm] Spooks
180 544 Denomination 8100 ‘$200 8300 ‘8.950
n mm mm n am in mm
‘A Diameter, max (Note4) 4.0 108 80 208 2 305 1” 355
8 win 175 45 216 55 40 103 40 103,
Tolerance 2003 40,2 20.0303 0080, 0008 4,3
© Diameter oss 16520308 = 203203808
Tolerance, 4001,-0 +1,-0 40006,-0 425,-0 10.06,-0 +25,-0 +0.06,-0 425,-0
Distance Between Axes — - 17s MS 178 MASTS hs
Tolerance. = = wm ws 0 «6S on OS
E Diameter (Note 3) - - 044 10 0.44 10 oak. 10
Tolerance, = = 40,006 1,0 40,006 H,-0 40,008 +1,-0
‘Notes:
1. Outside dlamotor of bare, dimension F, shal be such ax to permit proper feeding of he lactrode.
2. Inside dlameter of the baral shall
Inside of the diameter of th
such that swollng of th barrel or miealgnment ofthe baal and flanges will not result nthe
arel being lees than the inside dlametr of the fanges.
‘3 Holes are provided on each flange, but they need nat be allned. No driving holes requlred for 4 In [100 mm] spools
4. Mette dimensions and tolerances conform to 180 544, excopt that”
‘lis telerance only, which is shown here as a maximum.
‘species 2 tolerances on the nominal ameter, rather than
Figure 1A—Dimensions of 4 in, 8 in, 12 in, and 14 in
[100 mm, 200 mm, 300 mm, and 350 mm] Spools
44 Winding Requirements
4441 Filler metal on spools and in coils (including
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pe-Im-001-41575 - 2 Procedimiento de Prueba HidrostaticaDocument10 pagesPe-Im-001-41575 - 2 Procedimiento de Prueba HidrostaticaMarco VeraNo ratings yet
- Ansi A137.1 1988Document19 pagesAnsi A137.1 1988Marco VeraNo ratings yet
- Ansi J STD 607-A 2002Document50 pagesAnsi J STD 607-A 2002Marco VeraNo ratings yet
- Iec 61754-31-2016Document38 pagesIec 61754-31-2016Marco VeraNo ratings yet
- 411 Et 04 - 0 2002Document9 pages411 Et 04 - 0 2002Marco VeraNo ratings yet
- Iec 61000-4-37-2016Document64 pagesIec 61000-4-37-2016Marco VeraNo ratings yet
- Pe-Im-003-41575 - 2 Procedimiento de Tratamiento TermicoDocument12 pagesPe-Im-003-41575 - 2 Procedimiento de Tratamiento TermicoMarco VeraNo ratings yet
- 411 Et 05 - 1 2003Document25 pages411 Et 05 - 1 2003Marco VeraNo ratings yet
- 412 Et 02 - 0 2002Document3 pages412 Et 02 - 0 2002Marco VeraNo ratings yet
- 411 Et 01 - 0 2002Document12 pages411 Et 01 - 0 2002Marco VeraNo ratings yet
- Pe-Im-002-41575 - 2 Procedimiento de Limpieza y PinturaDocument14 pagesPe-Im-002-41575 - 2 Procedimiento de Limpieza y PinturaMarco VeraNo ratings yet
- 411 Et 03 - 0 2002Document9 pages411 Et 03 - 0 2002Marco VeraNo ratings yet
- Iso 7005-1 2011 BSDocument22 pagesIso 7005-1 2011 BSMarco VeraNo ratings yet
- Est Pemex 0211-2 2017Document36 pagesEst Pemex 0211-2 2017Marco VeraNo ratings yet
- 411 Et 02 - 0 2002Document17 pages411 Et 02 - 0 2002Marco VeraNo ratings yet
- Pe-Im-004-41575 - 1 Procedimiento de Embalaje, Transportacion y AlmacenamientoDocument10 pagesPe-Im-004-41575 - 1 Procedimiento de Embalaje, Transportacion y AlmacenamientoMarco VeraNo ratings yet
- NRF-111-PEMEX-2012 DeletDocument29 pagesNRF-111-PEMEX-2012 DeletMarco Vera100% (1)
- Est-0204-02-Pemex - 2016Document4 pagesEst-0204-02-Pemex - 2016Marco VeraNo ratings yet
- Pe-Im-005-41575 - 4 Procedimiento de Fuga NeumaticaDocument5 pagesPe-Im-005-41575 - 4 Procedimiento de Fuga NeumaticaMarco VeraNo ratings yet
- Pro P 03 IntegracionDocument9 pagesPro P 03 IntegracionMarco VeraNo ratings yet
- PRO-P-14-INSTAL-TUBING Y CONECTORES OkDocument11 pagesPRO-P-14-INSTAL-TUBING Y CONECTORES OkMarco VeraNo ratings yet
- Ops-E-P03 Apriete de Esparragos en Conexiones BridadasDocument19 pagesOps-E-P03 Apriete de Esparragos en Conexiones BridadasMarco VeraNo ratings yet
- Oiml R 137-1 & - 2 2009Document55 pagesOiml R 137-1 & - 2 2009Marco VeraNo ratings yet
- Cif 01sep22 EsuDocument3 pagesCif 01sep22 EsuMarco VeraNo ratings yet
- Iso 10204 Tipos de Certificados de Inspeccion - OcrDocument14 pagesIso 10204 Tipos de Certificados de Inspeccion - OcrMarco VeraNo ratings yet
- ET-PEMEX-019-2019 Proteccion-Vs-Inc-En-Cuartos-Control - CompressDocument43 pagesET-PEMEX-019-2019 Proteccion-Vs-Inc-En-Cuartos-Control - CompressMarco VeraNo ratings yet
- Ansi A112.21.3m 1985Document16 pagesAnsi A112.21.3m 1985Marco VeraNo ratings yet
- Iso 10204 2015 en FR PDFDocument8 pagesIso 10204 2015 en FR PDFMarco VeraNo ratings yet
- Ansi A13.1 1996Document13 pagesAnsi A13.1 1996Marco VeraNo ratings yet
- Ansi Ic 15-2001-1 2001Document1 pageAnsi Ic 15-2001-1 2001Marco VeraNo ratings yet