
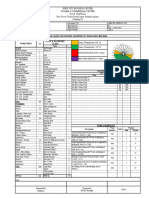
J2149-Machining Process Plan
J2149-Machining Process Plan
You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Mahabal Manpower PlanningDocument4 pagesMahabal Manpower PlanningNitin KambleNo ratings yet
- tECHNICAL REPORTDocument5 pagestECHNICAL REPORTAqil HadifNo ratings yet
- Inspection & Test Plan - Site ClearanceDocument1 pageInspection & Test Plan - Site ClearanceJohan BurgerNo ratings yet
- Technical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDDocument17 pagesTechnical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDhandakeshav7321No ratings yet
- DPR Itp CPCC 13.03.2024Document2 pagesDPR Itp CPCC 13.03.2024lahiru sudeeshaNo ratings yet
- CNC Machining: Workshop TechnologyDocument11 pagesCNC Machining: Workshop Technologymews03No ratings yet
- JC - Boq - Civil & Str. Work - Revised After 1st Meet Held On Dated-26.08.2022Document11 pagesJC - Boq - Civil & Str. Work - Revised After 1st Meet Held On Dated-26.08.2022Shanti KumarNo ratings yet
- FANUC Series 16 FANUC Series 16: i/18i-TB i/18i/21i-MBDocument31 pagesFANUC Series 16 FANUC Series 16: i/18i-TB i/18i/21i-MBmikeNo ratings yet
- Product Pump P428-BDocument3 pagesProduct Pump P428-BHaitham YoussefNo ratings yet
- CNC Tapping CenterDocument6 pagesCNC Tapping CenterJovelyn MillaresNo ratings yet
- Technical Data - Appendix B2: JCB162895 Imagro Construction SRL TPD-FPO-NAC-E-015-2016Document9 pagesTechnical Data - Appendix B2: JCB162895 Imagro Construction SRL TPD-FPO-NAC-E-015-2016Mena KamelNo ratings yet
- Jig Inspection Check SheetDocument2 pagesJig Inspection Check SheetAbhishek YadavNo ratings yet
- Shic A 0007Document3 pagesShic A 000701095902062ahmedNo ratings yet
- AFI 125 HCl-NaOH SystemDocument3 pagesAFI 125 HCl-NaOH Systempepenapao1217No ratings yet
- Tramo2 PDFDocument2 pagesTramo2 PDFAhmed MyfaceNo ratings yet
- Icl Condensate TrapDocument5 pagesIcl Condensate TrapAlberto CamposNo ratings yet
- FD Tial: Servicetechnical ReportDocument11 pagesFD Tial: Servicetechnical Reportnhatnguyen101No ratings yet
- Quotation With AnnexturesDocument11 pagesQuotation With Annexturessiddharth JoshiNo ratings yet
- 2024.4.24 BL-GM2016 BL-HMC100B Price list-BLIN MACHINERYDocument2 pages2024.4.24 BL-GM2016 BL-HMC100B Price list-BLIN MACHINERYah1.darwashaaNo ratings yet
- CoroPlusToolGuide Report 2021-05-31Document4 pagesCoroPlusToolGuide Report 2021-05-31Dorin MacaruNo ratings yet
- Ge Sill PFD PDFDocument1 pageGe Sill PFD PDFRavikumar BojjaNo ratings yet
- 08 SzivkovicDocument6 pages08 SzivkovicbuttercupniceNo ratings yet
- NX CAM Errors Machine DataDocument7 pagesNX CAM Errors Machine DataRamNo ratings yet
- Emily-1 Project Fuel Terminal and Jetty Compaction Inspection ReportDocument9 pagesEmily-1 Project Fuel Terminal and Jetty Compaction Inspection Reportmuhammad sauqiNo ratings yet
- NX CAM Post Processing Errors Machine Data File Ge PDFDocument7 pagesNX CAM Post Processing Errors Machine Data File Ge PDFSHARAD CHANDRANo ratings yet
- Product Flyer English 06Document2 pagesProduct Flyer English 06Syafizad AswadNo ratings yet
- Sadas SDocument123 pagesSadas SspencermapuaNo ratings yet
- Emily-1 Project Fuel Terminal and Jetty Compaction Inspection ReportDocument9 pagesEmily-1 Project Fuel Terminal and Jetty Compaction Inspection Reportmuhammad sauqiNo ratings yet
- General Formate of EstimationDocument16 pagesGeneral Formate of Estimationsaiful islamNo ratings yet
- Shic A 0005Document2 pagesShic A 000501095902062ahmedNo ratings yet
- Kick Off Meeting InternalDocument26 pagesKick Off Meeting Internaldeden ibnuNo ratings yet
- 1707317897899-BOQ Tulimani Road Improvement .Pdf1Document4 pages1707317897899-BOQ Tulimani Road Improvement .Pdf1marabsagenciesltdNo ratings yet
- Cm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)Document3 pagesCm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)ali morisyNo ratings yet
- 05 Hardware IdentificationDocument17 pages05 Hardware IdentificationRaul quispe quispeNo ratings yet
- 77R00Document2 pages77R00SanjayNo ratings yet
- 9 The Use of Dynamic Analysis in Optimising Machining OperationsDocument34 pages9 The Use of Dynamic Analysis in Optimising Machining Operationsaenyma100% (1)
- DPR Itp CPCC 14.03.2024Document2 pagesDPR Itp CPCC 14.03.2024lahiru sudeeshaNo ratings yet
- Vertical Machining Center: CNC (Computer Numerical Control)Document23 pagesVertical Machining Center: CNC (Computer Numerical Control)Rohith BayyaNo ratings yet
- Faldic BDocument24 pagesFaldic BgsNo ratings yet
- L - 1 - 2 - Emerging Trends in Artificial Intelligence and Data ScienceDocument106 pagesL - 1 - 2 - Emerging Trends in Artificial Intelligence and Data ScienceScion Of VirikvasNo ratings yet
- IE-JMS-001 - 18 Survey BCOT FireWater Line Rev.1Document4 pagesIE-JMS-001 - 18 Survey BCOT FireWater Line Rev.1i24026096No ratings yet
- Bill of QuantitiesDocument55 pagesBill of QuantitiesAnonymous 7NWXRyuNo ratings yet
- Transmission Tunnel: Transmission Pipeline-İletim HattiDocument2 pagesTransmission Tunnel: Transmission Pipeline-İletim Hattisilence_10007No ratings yet
- Complete Operating and Programming 802Dsl en A TM Sw1 4Document447 pagesComplete Operating and Programming 802Dsl en A TM Sw1 4Freddy Mamani AtayupanquiNo ratings yet
- MF-QA-001 PDIR ReportDocument2 pagesMF-QA-001 PDIR ReportBHUSHAN BAGULNo ratings yet
- Beam 1Document16 pagesBeam 1Nurul SyafiqahNo ratings yet
- IFC Closure Approval ReportDocument12 pagesIFC Closure Approval ReportAjayNo ratings yet
- Based On Aws d1.5Document48 pagesBased On Aws d1.5Altaf HussainNo ratings yet
- Punzonadora Boschert CU Flex para CobreDocument2 pagesPunzonadora Boschert CU Flex para CobreBoschert MéxicoNo ratings yet
- Confiden Ial: Servicetechnical ReportDocument5 pagesConfiden Ial: Servicetechnical Reportnhatnguyen101No ratings yet
- Meter: Meter: Meter: Meter: Meter: MeterDocument93 pagesMeter: Meter: Meter: Meter: Meter: MeterCh BilalNo ratings yet
- Inspection Test Plan For Grouting-230 MWac Garadagh Solar PV Plant (Area 60)Document1 pageInspection Test Plan For Grouting-230 MWac Garadagh Solar PV Plant (Area 60)Adil HasanovNo ratings yet
- Royal Commission For Jubail and Yanbu 021-C19: Document No: Rev. I C - 0 3 3 0 - F - 1 0 2Document12 pagesRoyal Commission For Jubail and Yanbu 021-C19: Document No: Rev. I C - 0 3 3 0 - F - 1 0 2arshad iqbalNo ratings yet
- Die Assessment Check Sheet-Plate Type - For Physical AssessmentDocument2 pagesDie Assessment Check Sheet-Plate Type - For Physical AssessmentshinuNo ratings yet
- CNC MachiningDocument14 pagesCNC MachiningAl Fredo100% (13)
- Work Allocation For Welder: Welder Name: ID No.: WAW No.Document1 pageWork Allocation For Welder: Welder Name: ID No.: WAW No.harikrishnanNo ratings yet
- Kennametal Stellite - Cored Weld Wire DatasheetDocument2 pagesKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNo ratings yet
- Aiw 101 1-1Document5 pagesAiw 101 1-1harikrishnanNo ratings yet
- Weld Control Check ListDocument1 pageWeld Control Check ListharikrishnanNo ratings yet
- Base Metal and WeldingDocument3 pagesBase Metal and WeldingharikrishnanNo ratings yet
- 195 EL8 3.15mm Feb 20Document1 page195 EL8 3.15mm Feb 20harikrishnanNo ratings yet
- RMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSDocument1 pageRMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSharikrishnanNo ratings yet
- TWI Enrolment Form: Twi India Csa No 6000691Document4 pagesTWI Enrolment Form: Twi India Csa No 6000691harikrishnanNo ratings yet
- Certificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inDocument1 pageCertificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inharikrishnanNo ratings yet
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument3 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemharikrishnanNo ratings yet
- Certificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inDocument1 pageCertificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inharikrishnanNo ratings yet
- fm82 1Document1 pagefm82 1harikrishnanNo ratings yet
- NAVEDTRA 14250A Steelworker Basic Part 3Document409 pagesNAVEDTRA 14250A Steelworker Basic Part 3harikrishnanNo ratings yet
- LNL Iklcqd /: Employee Share Employer Share Employee Share Employer ShareDocument2 pagesLNL Iklcqd /: Employee Share Employer Share Employee Share Employer ShareharikrishnanNo ratings yet
- M C D 8 - D W: 1. GlassDocument7 pagesM C D 8 - D W: 1. GlassEm PeeNo ratings yet
- 18th Century Workbench Plans-Part 1 PDFDocument5 pages18th Century Workbench Plans-Part 1 PDFsergio50% (2)
- Cabled Flora MittsDocument8 pagesCabled Flora MittsRoganNo ratings yet
- Major Defects Found in Woven FabricDocument15 pagesMajor Defects Found in Woven FabricTuan Nguyen MinhNo ratings yet
- Metal Cutting TechnologyDocument22 pagesMetal Cutting Technologydema_diasNo ratings yet
- Aql StandardDocument13 pagesAql StandardVaradhan Stylewiz-incNo ratings yet
- Brasive Industries: Wood Coating & Paint ProductsDocument2 pagesBrasive Industries: Wood Coating & Paint ProductsPrince KumarNo ratings yet
- Fabric Pricing:: Order Analysis SheetDocument2 pagesFabric Pricing:: Order Analysis SheetMirza Zahidul AlamNo ratings yet
- Edward Jumper: Willow & Lark 2017 Designed UsingDocument9 pagesEdward Jumper: Willow & Lark 2017 Designed UsingMiraNo ratings yet
- Heat TreatmentDocument16 pagesHeat TreatmentHukam ChandNo ratings yet
- EmbroideryDocument3 pagesEmbroideryBhaswati PandaNo ratings yet
- Nut and BoltsDocument10 pagesNut and BoltsSam33% (3)
- B1 2001Document41 pagesB1 2001praghavannairNo ratings yet
- DJJ10033 DJJ1043 Workshop TechnologyDocument4 pagesDJJ10033 DJJ1043 Workshop Technologykumar21189No ratings yet
- Activity # 8Document2 pagesActivity # 8Mariella Alyzza InciongNo ratings yet
- Jis G4051Document7 pagesJis G4051tnchsgNo ratings yet
- Errata To ASME B47.1-2007 Gage BlanksDocument2 pagesErrata To ASME B47.1-2007 Gage BlanksMark D VillanuevaNo ratings yet
- Hoooked Zpagetti BasketDocument2 pagesHoooked Zpagetti BasketTatu AradiNo ratings yet
- Grabber Screws 5280Document0 pagesGrabber Screws 5280murdicksNo ratings yet
- Llavero CupcakeDocument14 pagesLlavero CupcakeDaniela Ribba100% (2)
- Brighto Ready Mix Price ListDocument2 pagesBrighto Ready Mix Price ListGallery ExploringNo ratings yet
- Z4-Giraffe Sparrow DreamerDocument13 pagesZ4-Giraffe Sparrow Dreamerplayingwithyarn.coNo ratings yet
- Technology and Livelihood in EDUCATION IN Carpentry and MasonryDocument105 pagesTechnology and Livelihood in EDUCATION IN Carpentry and MasonryLignerrac Anipal UtadNo ratings yet
- Rain Drops Sweater UsDocument8 pagesRain Drops Sweater UsEliza CodreaNo ratings yet
- AngelBabyPattern in A Star CradleDocument18 pagesAngelBabyPattern in A Star CradlevuillermozvalerieNo ratings yet
- Technology of Machine Tools: Thread-Cutting Tools and ProceduresDocument21 pagesTechnology of Machine Tools: Thread-Cutting Tools and ProceduresAnibal DazaNo ratings yet
- Yoshi Amigurumi Stitching PatternDocument9 pagesYoshi Amigurumi Stitching PatternMiro100% (3)
- Fancy Yarn - An Overview - ScienceDirect TopicsDocument12 pagesFancy Yarn - An Overview - ScienceDirect TopicskabuNo ratings yet
- Classification of The Metal Cutting ProcessDocument3 pagesClassification of The Metal Cutting ProcessfatmafarahNo ratings yet
- Eastern Visayas State University: Republic of The Philippines Province of LeyteDocument2 pagesEastern Visayas State University: Republic of The Philippines Province of LeyteRouel Francis Salas DadullaNo ratings yet



































































































Download as pdf or txt
You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Mahabal Manpower PlanningDocument4 pagesMahabal Manpower PlanningNitin KambleNo ratings yet
- tECHNICAL REPORTDocument5 pagestECHNICAL REPORTAqil HadifNo ratings yet
- Inspection & Test Plan - Site ClearanceDocument1 pageInspection & Test Plan - Site ClearanceJohan BurgerNo ratings yet
- Technical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDDocument17 pagesTechnical Review:: Program: Mahindra Oil Pump Part No.: M0106066 Description: VALVE Supplier: Bhagwan Precision (P) LTDhandakeshav7321No ratings yet
- DPR Itp CPCC 13.03.2024Document2 pagesDPR Itp CPCC 13.03.2024lahiru sudeeshaNo ratings yet
- CNC Machining: Workshop TechnologyDocument11 pagesCNC Machining: Workshop Technologymews03No ratings yet
- JC - Boq - Civil & Str. Work - Revised After 1st Meet Held On Dated-26.08.2022Document11 pagesJC - Boq - Civil & Str. Work - Revised After 1st Meet Held On Dated-26.08.2022Shanti KumarNo ratings yet
- FANUC Series 16 FANUC Series 16: i/18i-TB i/18i/21i-MBDocument31 pagesFANUC Series 16 FANUC Series 16: i/18i-TB i/18i/21i-MBmikeNo ratings yet
- Product Pump P428-BDocument3 pagesProduct Pump P428-BHaitham YoussefNo ratings yet
- CNC Tapping CenterDocument6 pagesCNC Tapping CenterJovelyn MillaresNo ratings yet
- Technical Data - Appendix B2: JCB162895 Imagro Construction SRL TPD-FPO-NAC-E-015-2016Document9 pagesTechnical Data - Appendix B2: JCB162895 Imagro Construction SRL TPD-FPO-NAC-E-015-2016Mena KamelNo ratings yet
- Jig Inspection Check SheetDocument2 pagesJig Inspection Check SheetAbhishek YadavNo ratings yet
- Shic A 0007Document3 pagesShic A 000701095902062ahmedNo ratings yet
- AFI 125 HCl-NaOH SystemDocument3 pagesAFI 125 HCl-NaOH Systempepenapao1217No ratings yet
- Tramo2 PDFDocument2 pagesTramo2 PDFAhmed MyfaceNo ratings yet
- Icl Condensate TrapDocument5 pagesIcl Condensate TrapAlberto CamposNo ratings yet
- FD Tial: Servicetechnical ReportDocument11 pagesFD Tial: Servicetechnical Reportnhatnguyen101No ratings yet
- Quotation With AnnexturesDocument11 pagesQuotation With Annexturessiddharth JoshiNo ratings yet
- 2024.4.24 BL-GM2016 BL-HMC100B Price list-BLIN MACHINERYDocument2 pages2024.4.24 BL-GM2016 BL-HMC100B Price list-BLIN MACHINERYah1.darwashaaNo ratings yet
- CoroPlusToolGuide Report 2021-05-31Document4 pagesCoroPlusToolGuide Report 2021-05-31Dorin MacaruNo ratings yet
- Ge Sill PFD PDFDocument1 pageGe Sill PFD PDFRavikumar BojjaNo ratings yet
- 08 SzivkovicDocument6 pages08 SzivkovicbuttercupniceNo ratings yet
- NX CAM Errors Machine DataDocument7 pagesNX CAM Errors Machine DataRamNo ratings yet
- Emily-1 Project Fuel Terminal and Jetty Compaction Inspection ReportDocument9 pagesEmily-1 Project Fuel Terminal and Jetty Compaction Inspection Reportmuhammad sauqiNo ratings yet
- NX CAM Post Processing Errors Machine Data File Ge PDFDocument7 pagesNX CAM Post Processing Errors Machine Data File Ge PDFSHARAD CHANDRANo ratings yet
- Product Flyer English 06Document2 pagesProduct Flyer English 06Syafizad AswadNo ratings yet
- Sadas SDocument123 pagesSadas SspencermapuaNo ratings yet
- Emily-1 Project Fuel Terminal and Jetty Compaction Inspection ReportDocument9 pagesEmily-1 Project Fuel Terminal and Jetty Compaction Inspection Reportmuhammad sauqiNo ratings yet
- General Formate of EstimationDocument16 pagesGeneral Formate of Estimationsaiful islamNo ratings yet
- Shic A 0005Document2 pagesShic A 000501095902062ahmedNo ratings yet
- Kick Off Meeting InternalDocument26 pagesKick Off Meeting Internaldeden ibnuNo ratings yet
- 1707317897899-BOQ Tulimani Road Improvement .Pdf1Document4 pages1707317897899-BOQ Tulimani Road Improvement .Pdf1marabsagenciesltdNo ratings yet
- Cm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)Document3 pagesCm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)ali morisyNo ratings yet
- 05 Hardware IdentificationDocument17 pages05 Hardware IdentificationRaul quispe quispeNo ratings yet
- 77R00Document2 pages77R00SanjayNo ratings yet
- 9 The Use of Dynamic Analysis in Optimising Machining OperationsDocument34 pages9 The Use of Dynamic Analysis in Optimising Machining Operationsaenyma100% (1)
- DPR Itp CPCC 14.03.2024Document2 pagesDPR Itp CPCC 14.03.2024lahiru sudeeshaNo ratings yet
- Vertical Machining Center: CNC (Computer Numerical Control)Document23 pagesVertical Machining Center: CNC (Computer Numerical Control)Rohith BayyaNo ratings yet
- Faldic BDocument24 pagesFaldic BgsNo ratings yet
- L - 1 - 2 - Emerging Trends in Artificial Intelligence and Data ScienceDocument106 pagesL - 1 - 2 - Emerging Trends in Artificial Intelligence and Data ScienceScion Of VirikvasNo ratings yet
- IE-JMS-001 - 18 Survey BCOT FireWater Line Rev.1Document4 pagesIE-JMS-001 - 18 Survey BCOT FireWater Line Rev.1i24026096No ratings yet
- Bill of QuantitiesDocument55 pagesBill of QuantitiesAnonymous 7NWXRyuNo ratings yet
- Transmission Tunnel: Transmission Pipeline-İletim HattiDocument2 pagesTransmission Tunnel: Transmission Pipeline-İletim Hattisilence_10007No ratings yet
- Complete Operating and Programming 802Dsl en A TM Sw1 4Document447 pagesComplete Operating and Programming 802Dsl en A TM Sw1 4Freddy Mamani AtayupanquiNo ratings yet
- MF-QA-001 PDIR ReportDocument2 pagesMF-QA-001 PDIR ReportBHUSHAN BAGULNo ratings yet
- Beam 1Document16 pagesBeam 1Nurul SyafiqahNo ratings yet
- IFC Closure Approval ReportDocument12 pagesIFC Closure Approval ReportAjayNo ratings yet
- Based On Aws d1.5Document48 pagesBased On Aws d1.5Altaf HussainNo ratings yet
- Punzonadora Boschert CU Flex para CobreDocument2 pagesPunzonadora Boschert CU Flex para CobreBoschert MéxicoNo ratings yet
- Confiden Ial: Servicetechnical ReportDocument5 pagesConfiden Ial: Servicetechnical Reportnhatnguyen101No ratings yet
- Meter: Meter: Meter: Meter: Meter: MeterDocument93 pagesMeter: Meter: Meter: Meter: Meter: MeterCh BilalNo ratings yet
- Inspection Test Plan For Grouting-230 MWac Garadagh Solar PV Plant (Area 60)Document1 pageInspection Test Plan For Grouting-230 MWac Garadagh Solar PV Plant (Area 60)Adil HasanovNo ratings yet
- Royal Commission For Jubail and Yanbu 021-C19: Document No: Rev. I C - 0 3 3 0 - F - 1 0 2Document12 pagesRoyal Commission For Jubail and Yanbu 021-C19: Document No: Rev. I C - 0 3 3 0 - F - 1 0 2arshad iqbalNo ratings yet
- Die Assessment Check Sheet-Plate Type - For Physical AssessmentDocument2 pagesDie Assessment Check Sheet-Plate Type - For Physical AssessmentshinuNo ratings yet
- CNC MachiningDocument14 pagesCNC MachiningAl Fredo100% (13)
- Work Allocation For Welder: Welder Name: ID No.: WAW No.Document1 pageWork Allocation For Welder: Welder Name: ID No.: WAW No.harikrishnanNo ratings yet
- Kennametal Stellite - Cored Weld Wire DatasheetDocument2 pagesKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNo ratings yet
- Aiw 101 1-1Document5 pagesAiw 101 1-1harikrishnanNo ratings yet
- Weld Control Check ListDocument1 pageWeld Control Check ListharikrishnanNo ratings yet
- Base Metal and WeldingDocument3 pagesBase Metal and WeldingharikrishnanNo ratings yet
- 195 EL8 3.15mm Feb 20Document1 page195 EL8 3.15mm Feb 20harikrishnanNo ratings yet
- RMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSDocument1 pageRMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSharikrishnanNo ratings yet
- TWI Enrolment Form: Twi India Csa No 6000691Document4 pagesTWI Enrolment Form: Twi India Csa No 6000691harikrishnanNo ratings yet
- Certificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inDocument1 pageCertificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inharikrishnanNo ratings yet
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument3 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemharikrishnanNo ratings yet
- Certificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inDocument1 pageCertificate of Conformance: Qa@nouveaux - in WWW - Nouveaux.inharikrishnanNo ratings yet
- fm82 1Document1 pagefm82 1harikrishnanNo ratings yet
- NAVEDTRA 14250A Steelworker Basic Part 3Document409 pagesNAVEDTRA 14250A Steelworker Basic Part 3harikrishnanNo ratings yet
- LNL Iklcqd /: Employee Share Employer Share Employee Share Employer ShareDocument2 pagesLNL Iklcqd /: Employee Share Employer Share Employee Share Employer ShareharikrishnanNo ratings yet
- M C D 8 - D W: 1. GlassDocument7 pagesM C D 8 - D W: 1. GlassEm PeeNo ratings yet
- 18th Century Workbench Plans-Part 1 PDFDocument5 pages18th Century Workbench Plans-Part 1 PDFsergio50% (2)
- Cabled Flora MittsDocument8 pagesCabled Flora MittsRoganNo ratings yet
- Major Defects Found in Woven FabricDocument15 pagesMajor Defects Found in Woven FabricTuan Nguyen MinhNo ratings yet
- Metal Cutting TechnologyDocument22 pagesMetal Cutting Technologydema_diasNo ratings yet
- Aql StandardDocument13 pagesAql StandardVaradhan Stylewiz-incNo ratings yet
- Brasive Industries: Wood Coating & Paint ProductsDocument2 pagesBrasive Industries: Wood Coating & Paint ProductsPrince KumarNo ratings yet
- Fabric Pricing:: Order Analysis SheetDocument2 pagesFabric Pricing:: Order Analysis SheetMirza Zahidul AlamNo ratings yet
- Edward Jumper: Willow & Lark 2017 Designed UsingDocument9 pagesEdward Jumper: Willow & Lark 2017 Designed UsingMiraNo ratings yet
- Heat TreatmentDocument16 pagesHeat TreatmentHukam ChandNo ratings yet
- EmbroideryDocument3 pagesEmbroideryBhaswati PandaNo ratings yet
- Nut and BoltsDocument10 pagesNut and BoltsSam33% (3)
- B1 2001Document41 pagesB1 2001praghavannairNo ratings yet
- DJJ10033 DJJ1043 Workshop TechnologyDocument4 pagesDJJ10033 DJJ1043 Workshop Technologykumar21189No ratings yet
- Activity # 8Document2 pagesActivity # 8Mariella Alyzza InciongNo ratings yet
- Jis G4051Document7 pagesJis G4051tnchsgNo ratings yet
- Errata To ASME B47.1-2007 Gage BlanksDocument2 pagesErrata To ASME B47.1-2007 Gage BlanksMark D VillanuevaNo ratings yet
- Hoooked Zpagetti BasketDocument2 pagesHoooked Zpagetti BasketTatu AradiNo ratings yet
- Grabber Screws 5280Document0 pagesGrabber Screws 5280murdicksNo ratings yet
- Llavero CupcakeDocument14 pagesLlavero CupcakeDaniela Ribba100% (2)
- Brighto Ready Mix Price ListDocument2 pagesBrighto Ready Mix Price ListGallery ExploringNo ratings yet
- Z4-Giraffe Sparrow DreamerDocument13 pagesZ4-Giraffe Sparrow Dreamerplayingwithyarn.coNo ratings yet
- Technology and Livelihood in EDUCATION IN Carpentry and MasonryDocument105 pagesTechnology and Livelihood in EDUCATION IN Carpentry and MasonryLignerrac Anipal UtadNo ratings yet
- Rain Drops Sweater UsDocument8 pagesRain Drops Sweater UsEliza CodreaNo ratings yet
- AngelBabyPattern in A Star CradleDocument18 pagesAngelBabyPattern in A Star CradlevuillermozvalerieNo ratings yet
- Technology of Machine Tools: Thread-Cutting Tools and ProceduresDocument21 pagesTechnology of Machine Tools: Thread-Cutting Tools and ProceduresAnibal DazaNo ratings yet
- Yoshi Amigurumi Stitching PatternDocument9 pagesYoshi Amigurumi Stitching PatternMiro100% (3)
- Fancy Yarn - An Overview - ScienceDirect TopicsDocument12 pagesFancy Yarn - An Overview - ScienceDirect TopicskabuNo ratings yet
- Classification of The Metal Cutting ProcessDocument3 pagesClassification of The Metal Cutting ProcessfatmafarahNo ratings yet
- Eastern Visayas State University: Republic of The Philippines Province of LeyteDocument2 pagesEastern Visayas State University: Republic of The Philippines Province of LeyteRouel Francis Salas DadullaNo ratings yet