
Al - Cu Lap Welding
Al - Cu Lap Welding
You might also like
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- Development of Non-Oriented and Grain-Oriented Silicon SteelDocument6 pagesDevelopment of Non-Oriented and Grain-Oriented Silicon Steelد. علا محمد حداويNo ratings yet
- IEA06 - 22 PaperDocument4 pagesIEA06 - 22 Paperjunkuse506No ratings yet
- Archwires ORTHO / Orthodontic Courses by Indian Dental AcademyDocument105 pagesArchwires ORTHO / Orthodontic Courses by Indian Dental Academyindian dental academyNo ratings yet
- Welding PresentationDocument33 pagesWelding PresentationHosam Ahmed100% (1)
- A Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction SurfacingDocument30 pagesA Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction Surfacingkumar ujjwalNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Weldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperDocument2 pagesWeldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperIJAERS JOURNAL100% (1)
- 5.design and Analysis of Fatique Lfe of ImpellerDocument50 pages5.design and Analysis of Fatique Lfe of ImpellerSivakumar AsokanNo ratings yet
- Durable Actuator Solutions: Centrifugal Casting Electropolishing ProcessDocument2 pagesDurable Actuator Solutions: Centrifugal Casting Electropolishing ProcessJignesh TamkeNo ratings yet
- Joining Depleted Uranium To High-Strength Aluminum Using An Explosively Clad Niobium InterlayerDocument7 pagesJoining Depleted Uranium To High-Strength Aluminum Using An Explosively Clad Niobium InterlayertayefehNo ratings yet
- FA PPT - 1Document18 pagesFA PPT - 1babsjjkklNo ratings yet
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Document5 pagesCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNo ratings yet
- University of Engineering and Technology Lahore: Mirza Haider Ali BaigDocument5 pagesUniversity of Engineering and Technology Lahore: Mirza Haider Ali BaigMirza TouheedNo ratings yet
- The Anodization of Aluminum For Nanotechnology AppDocument8 pagesThe Anodization of Aluminum For Nanotechnology Appeyllzr17No ratings yet
- Freescale Copper Wire - Analysis, Results and ImplementationDocument6 pagesFreescale Copper Wire - Analysis, Results and Implementationshofira zuhrahNo ratings yet
- Chapter7 - Metalandalloy ScienceDocument19 pagesChapter7 - Metalandalloy Scienceshakirr aimannNo ratings yet
- 5a AffDocument17 pages5a AffHARSHVARDHAN SINGH RATHORENo ratings yet
- Cryogenic Diamond Turning Stainless SteelDocument5 pagesCryogenic Diamond Turning Stainless SteelAynamawNo ratings yet
- Ch-07 SteelsDocument20 pagesCh-07 SteelsKHUSHI JAIN100% (1)
- Preliminary Investigation of Friction Stir Welding AluminumDocument9 pagesPreliminary Investigation of Friction Stir Welding AluminumReda TammamNo ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- DV07PUB1 E Study GuideDocument5 pagesDV07PUB1 E Study Guideasjdkfjskaldjf;klasdfNo ratings yet
- 1 MatEverydayLives RecDocument49 pages1 MatEverydayLives RecYose StyngerNo ratings yet
- Aerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsDocument7 pagesAerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsWaqas MuneerNo ratings yet
- Effectsof Metallic ImpuritiesDocument7 pagesEffectsof Metallic ImpuritiesJoel JacoboNo ratings yet
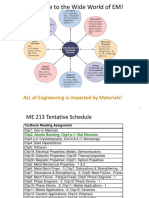
- Welcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!Document47 pagesWelcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!shohaimNo ratings yet
- Optimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Document17 pagesOptimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Kirubhakaran KathiresanNo ratings yet
- Joint Zone Evolution in Infrared Bonded SteelsDocument7 pagesJoint Zone Evolution in Infrared Bonded SteelsMarjan SubanNo ratings yet
- Wind Supply Chain Fact Sheet FinalDocument3 pagesWind Supply Chain Fact Sheet Finaldyah ika susilawatiNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- RM01 - 17 18 Case Study Welding of Aluminium AlloyDocument12 pagesRM01 - 17 18 Case Study Welding of Aluminium AlloyAnonymous cgcKzFtXNo ratings yet
- Investigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyDocument9 pagesInvestigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyspiritveluNo ratings yet
- Antifriction AlloysDocument5 pagesAntifriction AlloysMădălina ConstantinescuNo ratings yet
- Cutting Tool Materials - Properties and List of MaterialsDocument3 pagesCutting Tool Materials - Properties and List of MaterialsarulsivagiriNo ratings yet
- Lab Session: 1: MetallographyDocument4 pagesLab Session: 1: MetallographyaliNo ratings yet
- Armco Pure Iron PDFDocument12 pagesArmco Pure Iron PDFsmith willNo ratings yet
- Arco SumergidoDocument16 pagesArco SumergidoottopardoNo ratings yet
- Calcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelDocument7 pagesCalcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelVasu RajaNo ratings yet
- Recovered File 12Document150 pagesRecovered File 12Shashank SaiNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- Ferrous &non-Ferrous MaterialsDocument16 pagesFerrous &non-Ferrous MaterialsBharat BorateNo ratings yet
- ASM Subject Guide - Aluminum PDFDocument5 pagesASM Subject Guide - Aluminum PDFzeeshaniqbalNo ratings yet
- Lec 02Document19 pagesLec 02أمير حامد100% (1)
- White Paper Aluvac Knife Edge Stability Web enDocument5 pagesWhite Paper Aluvac Knife Edge Stability Web enRodolfo M. PortoNo ratings yet
- Carbocast 1 - eDocument1 pageCarbocast 1 - eali torabiNo ratings yet
- Short Notes 1Document146 pagesShort Notes 1P2109 Praphul HampapuramNo ratings yet
- Aluminum DrossDocument16 pagesAluminum DrossJamir JoNo ratings yet
- MaTek #9 Metal-AlloyDocument32 pagesMaTek #9 Metal-AlloyJefri SinuratNo ratings yet
- MetallizationvDocument54 pagesMetallizationvleekaifyNo ratings yet
- 17A17BDocument10 pages17A17BburaqbarakahsbNo ratings yet
- Submerged Arc Welding (Saw) : Group - 5Document19 pagesSubmerged Arc Welding (Saw) : Group - 5Mark AlderiteNo ratings yet
- 1-S2.0-S1044580315000157-Main Microstructure Characterization of Heat Affected Zone After Welding inDocument8 pages1-S2.0-S1044580315000157-Main Microstructure Characterization of Heat Affected Zone After Welding inRamesh EthirajanNo ratings yet
- Ieee F0rmateDocument27 pagesIeee F0rmateAnbu ApNo ratings yet
- Basic Maintenance Aspects PDFDocument194 pagesBasic Maintenance Aspects PDFHumaid ShaikhNo ratings yet
- Professor Joe Greene Csu, ChicoDocument41 pagesProfessor Joe Greene Csu, ChicoKamalakanta SahooNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- PDS HEMPADUR 15553 en-GBDocument2 pagesPDS HEMPADUR 15553 en-GBachusanachuNo ratings yet
- Ins and Outs of Pipeline Coatings Used To Protect Oil PipelinesDocument7 pagesIns and Outs of Pipeline Coatings Used To Protect Oil PipelinesBigBaby JulianNo ratings yet
- Item CD Description Drawing Available Sprocket TypeDocument20 pagesItem CD Description Drawing Available Sprocket TypeImran TambatNo ratings yet
- Pop Up TemplateDocument3 pagesPop Up TemplatePragnakrishna Nallapaneni0% (1)
- Revision History: Inspection and Test PlanDocument4 pagesRevision History: Inspection and Test PlanHmilkNo ratings yet
- ASTM A234-2011aDocument8 pagesASTM A234-2011aSam WeberNo ratings yet
- ASTM A 108 Grade 1020Document1 pageASTM A 108 Grade 1020juan ormacheaNo ratings yet
- Registry Re Request For NTTC (May 16-26,2017)Document22 pagesRegistry Re Request For NTTC (May 16-26,2017)manzNo ratings yet
- Wood 217 March 2013 PDFDocument84 pagesWood 217 March 2013 PDFAn Bn100% (1)
- Quality of Organic Wood Varnish From Teak Extract and ShellacDocument19 pagesQuality of Organic Wood Varnish From Teak Extract and ShellacAlfiana MeylaNo ratings yet
- GandLach Impact Crusher Cage MillDocument4 pagesGandLach Impact Crusher Cage MillAl-Kawthari As-Sunni100% (1)
- Review Problems1-Fall 2010Document2 pagesReview Problems1-Fall 2010Mahmoud HanafyNo ratings yet
- HSB - Hydro-Slurry BlastingDocument7 pagesHSB - Hydro-Slurry BlastingbalangceNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- Introduction To Metal Casting ProcessDocument8 pagesIntroduction To Metal Casting ProcessRiya PanwarNo ratings yet
- Me8073 Ucmp MCQ PDFDocument139 pagesMe8073 Ucmp MCQ PDFtamilNo ratings yet
- Sheet Metal DesignDocument71 pagesSheet Metal DesignParag JaiswalNo ratings yet
- PCT Lathe 130929045829 Phpapp01Document27 pagesPCT Lathe 130929045829 Phpapp01Vivek Kumar SinghNo ratings yet
- E 381 - 98 - Rtm4ms05oa - PDFDocument5 pagesE 381 - 98 - Rtm4ms05oa - PDFAxel GozalezNo ratings yet
- STP ShaliFloor SL 3CESDocument3 pagesSTP ShaliFloor SL 3CESRana MahatoNo ratings yet
- Paint DefectsDocument4 pagesPaint Defectssonu024No ratings yet
- Industriall Training Report HMT PinjoreDocument49 pagesIndustriall Training Report HMT PinjoreJaskiratSingh100% (1)
- Canara SpringsDocument25 pagesCanara SpringsAshfaq MasoodNo ratings yet
- SP-93-1 Paint and Coatings PDFDocument12 pagesSP-93-1 Paint and Coatings PDFMahmoud Al HomranNo ratings yet
- Machining Principles & Machine ToolsDocument16 pagesMachining Principles & Machine Toolssantosh sivarNo ratings yet
- Steel Suppliers in Doha - Qatar Business and Directory Listings PDFDocument3 pagesSteel Suppliers in Doha - Qatar Business and Directory Listings PDFuzairmetallurgistNo ratings yet
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDocument26 pagesMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNo ratings yet
- Galvanic Corrosion: Printable VersionDocument49 pagesGalvanic Corrosion: Printable Versionhariom6353No ratings yet
- Paint Application: (Surface Treatment Procedure)Document44 pagesPaint Application: (Surface Treatment Procedure)Abbas AliNo ratings yet























































































Download as pdf or txt
You might also like
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- Development of Non-Oriented and Grain-Oriented Silicon SteelDocument6 pagesDevelopment of Non-Oriented and Grain-Oriented Silicon Steelد. علا محمد حداويNo ratings yet
- IEA06 - 22 PaperDocument4 pagesIEA06 - 22 Paperjunkuse506No ratings yet
- Archwires ORTHO / Orthodontic Courses by Indian Dental AcademyDocument105 pagesArchwires ORTHO / Orthodontic Courses by Indian Dental Academyindian dental academyNo ratings yet
- Welding PresentationDocument33 pagesWelding PresentationHosam Ahmed100% (1)
- A Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction SurfacingDocument30 pagesA Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction Surfacingkumar ujjwalNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Weldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperDocument2 pagesWeldability of Friction Stir Welding Using Aluminium Alloy With Pure CopperIJAERS JOURNAL100% (1)
- 5.design and Analysis of Fatique Lfe of ImpellerDocument50 pages5.design and Analysis of Fatique Lfe of ImpellerSivakumar AsokanNo ratings yet
- Durable Actuator Solutions: Centrifugal Casting Electropolishing ProcessDocument2 pagesDurable Actuator Solutions: Centrifugal Casting Electropolishing ProcessJignesh TamkeNo ratings yet
- Joining Depleted Uranium To High-Strength Aluminum Using An Explosively Clad Niobium InterlayerDocument7 pagesJoining Depleted Uranium To High-Strength Aluminum Using An Explosively Clad Niobium InterlayertayefehNo ratings yet
- FA PPT - 1Document18 pagesFA PPT - 1babsjjkklNo ratings yet
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Document5 pagesCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNo ratings yet
- University of Engineering and Technology Lahore: Mirza Haider Ali BaigDocument5 pagesUniversity of Engineering and Technology Lahore: Mirza Haider Ali BaigMirza TouheedNo ratings yet
- The Anodization of Aluminum For Nanotechnology AppDocument8 pagesThe Anodization of Aluminum For Nanotechnology Appeyllzr17No ratings yet
- Freescale Copper Wire - Analysis, Results and ImplementationDocument6 pagesFreescale Copper Wire - Analysis, Results and Implementationshofira zuhrahNo ratings yet
- Chapter7 - Metalandalloy ScienceDocument19 pagesChapter7 - Metalandalloy Scienceshakirr aimannNo ratings yet
- 5a AffDocument17 pages5a AffHARSHVARDHAN SINGH RATHORENo ratings yet
- Cryogenic Diamond Turning Stainless SteelDocument5 pagesCryogenic Diamond Turning Stainless SteelAynamawNo ratings yet
- Ch-07 SteelsDocument20 pagesCh-07 SteelsKHUSHI JAIN100% (1)
- Preliminary Investigation of Friction Stir Welding AluminumDocument9 pagesPreliminary Investigation of Friction Stir Welding AluminumReda TammamNo ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- DV07PUB1 E Study GuideDocument5 pagesDV07PUB1 E Study Guideasjdkfjskaldjf;klasdfNo ratings yet
- 1 MatEverydayLives RecDocument49 pages1 MatEverydayLives RecYose StyngerNo ratings yet
- Aerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsDocument7 pagesAerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsWaqas MuneerNo ratings yet
- Effectsof Metallic ImpuritiesDocument7 pagesEffectsof Metallic ImpuritiesJoel JacoboNo ratings yet
- Welcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!Document47 pagesWelcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!shohaimNo ratings yet
- Optimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Document17 pagesOptimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Kirubhakaran KathiresanNo ratings yet
- Joint Zone Evolution in Infrared Bonded SteelsDocument7 pagesJoint Zone Evolution in Infrared Bonded SteelsMarjan SubanNo ratings yet
- Wind Supply Chain Fact Sheet FinalDocument3 pagesWind Supply Chain Fact Sheet Finaldyah ika susilawatiNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- RM01 - 17 18 Case Study Welding of Aluminium AlloyDocument12 pagesRM01 - 17 18 Case Study Welding of Aluminium AlloyAnonymous cgcKzFtXNo ratings yet
- Investigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyDocument9 pagesInvestigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyspiritveluNo ratings yet
- Antifriction AlloysDocument5 pagesAntifriction AlloysMădălina ConstantinescuNo ratings yet
- Cutting Tool Materials - Properties and List of MaterialsDocument3 pagesCutting Tool Materials - Properties and List of MaterialsarulsivagiriNo ratings yet
- Lab Session: 1: MetallographyDocument4 pagesLab Session: 1: MetallographyaliNo ratings yet
- Armco Pure Iron PDFDocument12 pagesArmco Pure Iron PDFsmith willNo ratings yet
- Arco SumergidoDocument16 pagesArco SumergidoottopardoNo ratings yet
- Calcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelDocument7 pagesCalcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelVasu RajaNo ratings yet
- Recovered File 12Document150 pagesRecovered File 12Shashank SaiNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- Ferrous &non-Ferrous MaterialsDocument16 pagesFerrous &non-Ferrous MaterialsBharat BorateNo ratings yet
- ASM Subject Guide - Aluminum PDFDocument5 pagesASM Subject Guide - Aluminum PDFzeeshaniqbalNo ratings yet
- Lec 02Document19 pagesLec 02أمير حامد100% (1)
- White Paper Aluvac Knife Edge Stability Web enDocument5 pagesWhite Paper Aluvac Knife Edge Stability Web enRodolfo M. PortoNo ratings yet
- Carbocast 1 - eDocument1 pageCarbocast 1 - eali torabiNo ratings yet
- Short Notes 1Document146 pagesShort Notes 1P2109 Praphul HampapuramNo ratings yet
- Aluminum DrossDocument16 pagesAluminum DrossJamir JoNo ratings yet
- MaTek #9 Metal-AlloyDocument32 pagesMaTek #9 Metal-AlloyJefri SinuratNo ratings yet
- MetallizationvDocument54 pagesMetallizationvleekaifyNo ratings yet
- 17A17BDocument10 pages17A17BburaqbarakahsbNo ratings yet
- Submerged Arc Welding (Saw) : Group - 5Document19 pagesSubmerged Arc Welding (Saw) : Group - 5Mark AlderiteNo ratings yet
- 1-S2.0-S1044580315000157-Main Microstructure Characterization of Heat Affected Zone After Welding inDocument8 pages1-S2.0-S1044580315000157-Main Microstructure Characterization of Heat Affected Zone After Welding inRamesh EthirajanNo ratings yet
- Ieee F0rmateDocument27 pagesIeee F0rmateAnbu ApNo ratings yet
- Basic Maintenance Aspects PDFDocument194 pagesBasic Maintenance Aspects PDFHumaid ShaikhNo ratings yet
- Professor Joe Greene Csu, ChicoDocument41 pagesProfessor Joe Greene Csu, ChicoKamalakanta SahooNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- PDS HEMPADUR 15553 en-GBDocument2 pagesPDS HEMPADUR 15553 en-GBachusanachuNo ratings yet
- Ins and Outs of Pipeline Coatings Used To Protect Oil PipelinesDocument7 pagesIns and Outs of Pipeline Coatings Used To Protect Oil PipelinesBigBaby JulianNo ratings yet
- Item CD Description Drawing Available Sprocket TypeDocument20 pagesItem CD Description Drawing Available Sprocket TypeImran TambatNo ratings yet
- Pop Up TemplateDocument3 pagesPop Up TemplatePragnakrishna Nallapaneni0% (1)
- Revision History: Inspection and Test PlanDocument4 pagesRevision History: Inspection and Test PlanHmilkNo ratings yet
- ASTM A234-2011aDocument8 pagesASTM A234-2011aSam WeberNo ratings yet
- ASTM A 108 Grade 1020Document1 pageASTM A 108 Grade 1020juan ormacheaNo ratings yet
- Registry Re Request For NTTC (May 16-26,2017)Document22 pagesRegistry Re Request For NTTC (May 16-26,2017)manzNo ratings yet
- Wood 217 March 2013 PDFDocument84 pagesWood 217 March 2013 PDFAn Bn100% (1)
- Quality of Organic Wood Varnish From Teak Extract and ShellacDocument19 pagesQuality of Organic Wood Varnish From Teak Extract and ShellacAlfiana MeylaNo ratings yet
- GandLach Impact Crusher Cage MillDocument4 pagesGandLach Impact Crusher Cage MillAl-Kawthari As-Sunni100% (1)
- Review Problems1-Fall 2010Document2 pagesReview Problems1-Fall 2010Mahmoud HanafyNo ratings yet
- HSB - Hydro-Slurry BlastingDocument7 pagesHSB - Hydro-Slurry BlastingbalangceNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- Introduction To Metal Casting ProcessDocument8 pagesIntroduction To Metal Casting ProcessRiya PanwarNo ratings yet
- Me8073 Ucmp MCQ PDFDocument139 pagesMe8073 Ucmp MCQ PDFtamilNo ratings yet
- Sheet Metal DesignDocument71 pagesSheet Metal DesignParag JaiswalNo ratings yet
- PCT Lathe 130929045829 Phpapp01Document27 pagesPCT Lathe 130929045829 Phpapp01Vivek Kumar SinghNo ratings yet
- E 381 - 98 - Rtm4ms05oa - PDFDocument5 pagesE 381 - 98 - Rtm4ms05oa - PDFAxel GozalezNo ratings yet
- STP ShaliFloor SL 3CESDocument3 pagesSTP ShaliFloor SL 3CESRana MahatoNo ratings yet
- Paint DefectsDocument4 pagesPaint Defectssonu024No ratings yet
- Industriall Training Report HMT PinjoreDocument49 pagesIndustriall Training Report HMT PinjoreJaskiratSingh100% (1)
- Canara SpringsDocument25 pagesCanara SpringsAshfaq MasoodNo ratings yet
- SP-93-1 Paint and Coatings PDFDocument12 pagesSP-93-1 Paint and Coatings PDFMahmoud Al HomranNo ratings yet
- Machining Principles & Machine ToolsDocument16 pagesMachining Principles & Machine Toolssantosh sivarNo ratings yet
- Steel Suppliers in Doha - Qatar Business and Directory Listings PDFDocument3 pagesSteel Suppliers in Doha - Qatar Business and Directory Listings PDFuzairmetallurgistNo ratings yet
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDocument26 pagesMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNo ratings yet
- Galvanic Corrosion: Printable VersionDocument49 pagesGalvanic Corrosion: Printable Versionhariom6353No ratings yet
- Paint Application: (Surface Treatment Procedure)Document44 pagesPaint Application: (Surface Treatment Procedure)Abbas AliNo ratings yet