Download as pdf or txt
You might also like
- FPC ManualDocument15 pagesFPC ManualDavid SeeNo ratings yet
- DIN en 1090 EnglishDocument2 pagesDIN en 1090 EnglishLiliana GeorgianaNo ratings yet
- ESACOMP Quick Start GuideDocument11 pagesESACOMP Quick Start GuideCristina del Castillo67% (3)
- MCGM USOR Bridge 2013Document81 pagesMCGM USOR Bridge 2013Abhijeet VardheNo ratings yet
- IdaDocument8 pagesIdarNo ratings yet
- Rubber Lining ProcedureDocument39 pagesRubber Lining ProcedureHoras Canman SianiparNo ratings yet
- Conformity Assessment For The Execution of Steel & Aluminium StructuresDocument14 pagesConformity Assessment For The Execution of Steel & Aluminium StructuresJevgenijsKolupajevsNo ratings yet
- Ce BS en 1090 Steelwork & AluminiumDocument9 pagesCe BS en 1090 Steelwork & AluminiumALOKE GANGULYNo ratings yet
- 3 Jim MansfieldDocument22 pages3 Jim MansfieldjoebriffaNo ratings yet
- The Importance of The Responsible Welding Coordinator in Structural Metalworks According To The Requirements of en 1090Document19 pagesThe Importance of The Responsible Welding Coordinator in Structural Metalworks According To The Requirements of en 1090chrysomall_georgNo ratings yet
- Steel Construction: CE MarkingDocument20 pagesSteel Construction: CE MarkingMarshall BravestarNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- 2020-02-27 Cert - Original - SVS-EN1090-4 - Forming AG - ENDocument2 pages2020-02-27 Cert - Original - SVS-EN1090-4 - Forming AG - ENEduardo TeixeiraNo ratings yet
- 1 Sean BalfeDocument25 pages1 Sean BalfeShrikant BudholiaNo ratings yet
- EntibadosDocument14 pagesEntibadosBrayan AyalaNo ratings yet
- PFI ES 41 1995 Standard For MaterialDocument4 pagesPFI ES 41 1995 Standard For Materialahmad effendiNo ratings yet
- Steel and Aluminium Fabricators: BS EN 1090 CE Marking For StructuralDocument4 pagesSteel and Aluminium Fabricators: BS EN 1090 CE Marking For StructuralCristian CastroNo ratings yet
- Welding Requirements For The CE MarkDocument2 pagesWelding Requirements For The CE MarkAekJayNo ratings yet
- ZPS 1040407-111600-Tubular Tower, EN1993, CE Marking-Product Specific SpecDocument11 pagesZPS 1040407-111600-Tubular Tower, EN1993, CE Marking-Product Specific SpecHoangNo ratings yet
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- PS577000-28769 (General Technical Specific of Steel Construction)Document26 pagesPS577000-28769 (General Technical Specific of Steel Construction)HoangNo ratings yet
- Sec Viii D2 Art F-2Document14 pagesSec Viii D2 Art F-2Manus79No ratings yet
- 4 Gerry McCarthy PDFDocument42 pages4 Gerry McCarthy PDFbharani dharanNo ratings yet
- Gases Industriales Mezclas SoldarDocument42 pagesGases Industriales Mezclas SoldarRodolfoMarínNo ratings yet
- CE Marking of StructuralDocument31 pagesCE Marking of StructuralRavi ValiyaNo ratings yet
- EN 1090 & CE Marking of Structural Metalwork: Tüv Uk LTDDocument2 pagesEN 1090 & CE Marking of Structural Metalwork: Tüv Uk LTDRMNo ratings yet
- Bs130 CSPG Guidelines 24062021 PDFDocument38 pagesBs130 CSPG Guidelines 24062021 PDFRamesh GuptaNo ratings yet
- SN39 102009 Inspection DocumentsDocument2 pagesSN39 102009 Inspection Documentsharri.sauvalaNo ratings yet
- Weld ProcedureDocument5 pagesWeld Procedurelee.ramsell1No ratings yet
- 1 CE Marking in A Brexit WorldDocument65 pages1 CE Marking in A Brexit WorldScott TrainorNo ratings yet
- Induction Bends - COPIDocument12 pagesInduction Bends - COPIAdvis100% (1)
- 1 SS MT 007Document34 pages1 SS MT 007SURAJ PRSADNo ratings yet
- AISC - 2022 - Qualidade e InspeçãoDocument13 pagesAISC - 2022 - Qualidade e InspeçãoBruno ornellasNo ratings yet
- CE Marking GuideDocument26 pagesCE Marking GuideAnonymous qjoKrp0oNo ratings yet
- BS en 1090 Certification ProcessDocument5 pagesBS en 1090 Certification ProcessALOKE GANGULYNo ratings yet
- Standard Welding Procedures: by Walter J. SperkoDocument4 pagesStandard Welding Procedures: by Walter J. SperkoK ArunsiddharthNo ratings yet
- Ecfn Aus Ci 0100 Spe 01007 (C PDF)Document9 pagesEcfn Aus Ci 0100 Spe 01007 (C PDF)Janeth MeraNo ratings yet
- PSP1Document171 pagesPSP1Klich77No ratings yet
- (WMS) Piping Installation Around Eqipment Procedure (AFC) REV.F#Document20 pages(WMS) Piping Installation Around Eqipment Procedure (AFC) REV.F#Norman MoralesNo ratings yet
- CE Marking GuideDocument26 pagesCE Marking Guideshaggeruk100% (1)
- Annex D Excerpt From The Rules For Welding: I - Part 3 GL 2003 Page D-1Document8 pagesAnnex D Excerpt From The Rules For Welding: I - Part 3 GL 2003 Page D-1J T Mendonça SantosNo ratings yet
- Bop RFQ Cog FlareDocument51 pagesBop RFQ Cog Flarekoushik42000100% (1)
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- COPI - Welding Spec For Flowlines To API 1104-1999Document12 pagesCOPI - Welding Spec For Flowlines To API 1104-1999AdvisNo ratings yet
- 14 - HS Bolts - Practice Note - MAT1010 PDFDocument5 pages14 - HS Bolts - Practice Note - MAT1010 PDFvodugu123No ratings yet
- This Way To CE Marking: StandardsDocument2 pagesThis Way To CE Marking: StandardsMarcoNo ratings yet
- Railway Applications Track Aluminothermic Welding of Rails Qualification of Aluminothermic Welders Approval of Contractors and Acceptance of WeldsDocument8 pagesRailway Applications Track Aluminothermic Welding of Rails Qualification of Aluminothermic Welders Approval of Contractors and Acceptance of WeldssdfvdsfNo ratings yet
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument20 pagesCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalLi LiuNo ratings yet
- Guidance Note Weld Procedure Tests No. 4.02: ScopeDocument5 pagesGuidance Note Weld Procedure Tests No. 4.02: ScopeSamadhan MoreNo ratings yet
- Precast Concrete Systems PDFDocument275 pagesPrecast Concrete Systems PDFAlex RodriguesNo ratings yet
- Lighting Column Technical Forum: Arking of Ighting Olumns ToDocument19 pagesLighting Column Technical Forum: Arking of Ighting Olumns ToCE CERTIFICATENo ratings yet
- Rules For Classification and Construction VI Additional Rules and GuidelinesDocument20 pagesRules For Classification and Construction VI Additional Rules and Guidelinesrahulchitrakoot123No ratings yet
- DOP Sikagard-136 Engl - Juli 2013Document3 pagesDOP Sikagard-136 Engl - Juli 2013yordanNo ratings yet
- Welding InspectionDocument16 pagesWelding Inspectionraguraman4u100% (3)
- Ped Certification ProcedureDocument7 pagesPed Certification Procedureabhinandan100% (1)
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 pagesT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNo ratings yet
- Questionnaire - en 1090-1 - Fill in All Parts: C I F FDocument3 pagesQuestionnaire - en 1090-1 - Fill in All Parts: C I F FHong Phong LeNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)From EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Rating: 4 out of 5 stars4/5 (2)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Sereco Grit RemovalDocument6 pagesSereco Grit RemovalAhmedRamadanNo ratings yet
- Goulds-Pumps Fundamentals PDFDocument140 pagesGoulds-Pumps Fundamentals PDFAgustinus Made Theo Dwijaya100% (2)
- Project Timeline1Document2 pagesProject Timeline1AhmedRamadanNo ratings yet
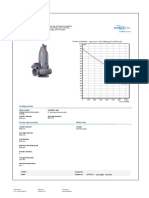
- Technical Specification: ConfigurationDocument7 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- HF 74 R6 P20 Treated Effluent Pump 105 KWDocument8 pagesHF 74 R6 P20 Treated Effluent Pump 105 KWAhmedRamadanNo ratings yet
- Technical Specification: ConfigurationDocument7 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- DISMANTLING JOINTS - 4 40in AWWA VJ - BRO - 0821Document2 pagesDISMANTLING JOINTS - 4 40in AWWA VJ - BRO - 0821AhmedRamadanNo ratings yet
- Dismantling-Joints DN40-DN300 VJ DS Eng 0721Document4 pagesDismantling-Joints DN40-DN300 VJ DS Eng 0721AhmedRamadanNo ratings yet
- Technical Specification: ConfigurationDocument5 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- Usecad 4.0 User Manual: Vag-Armaturen GMBHDocument10 pagesUsecad 4.0 User Manual: Vag-Armaturen GMBHAhmedRamadanNo ratings yet
- Dismantling-Joints VJ Bro 0821 Eng+v1Document25 pagesDismantling-Joints VJ Bro 0821 Eng+v1AhmedRamadanNo ratings yet
- 1316 EKN Hotwater Edition3Document11 pages1316 EKN Hotwater Edition3AhmedRamadanNo ratings yet
- Wastewater2 Spec Book 2015 - 201504201118263001Document20 pagesWastewater2 Spec Book 2015 - 201504201118263001AhmedRamadanNo ratings yet
- En1092-Flange PN10 16Document4 pagesEn1092-Flange PN10 16AhmedRamadanNo ratings yet
- 2240 1312 EKN Steelwelded Edition3 en 0607Document7 pages2240 1312 EKN Steelwelded Edition3 en 0607AhmedRamadanNo ratings yet
- Vag Ekn Butterfly Valve: Double Eccentric Bearing and Soft SealingDocument4 pagesVag Ekn Butterfly Valve: Double Eccentric Bearing and Soft SealingAhmedRamadanNo ratings yet
- VAG Pressure Management: Solutions For Water Loss ReductionDocument4 pagesVAG Pressure Management: Solutions For Water Loss ReductionAhmedRamadanNo ratings yet
- 1315 EKN Hotwater Steelwelded Edition3 enDocument7 pages1315 EKN Hotwater Steelwelded Edition3 enAhmedRamadanNo ratings yet
- 2235 1314 EKN Hardrubber Edition3 en 0607Document7 pages2235 1314 EKN Hardrubber Edition3 en 0607AhmedRamadanNo ratings yet
- Water: PN 16 DN 100Document2 pagesWater: PN 16 DN 100AhmedRamadanNo ratings yet
- Polyethylene Valves Made by VAG: Innovative Products For The Valve MarketDocument4 pagesPolyethylene Valves Made by VAG: Innovative Products For The Valve MarketAhmedRamadanNo ratings yet
- Metrc Contract For Cannabis Tracking in OklahomaDocument124 pagesMetrc Contract For Cannabis Tracking in OklahomaG.W. SchulzNo ratings yet
- General ProvisionsDocument6 pagesGeneral Provisionstristan guarinoNo ratings yet
- B167 1207649-1Document9 pagesB167 1207649-1allanromarioNo ratings yet
- Bidding Document For Purchase of Electro Medical Equipments For Pessi Hospitals of Zone-01 YEAR 2019 - 2020Document156 pagesBidding Document For Purchase of Electro Medical Equipments For Pessi Hospitals of Zone-01 YEAR 2019 - 2020Vu AvidNo ratings yet
- Interactive Multimedia DesignDocument83 pagesInteractive Multimedia Designmuradhamid0% (1)
- A Tech Pack IsDocument10 pagesA Tech Pack IsLalaa MKNo ratings yet
- E543-06 Dgyx6217Document11 pagesE543-06 Dgyx6217benderman1No ratings yet
- Training Manual For Elements of Interface Definition and ControlDocument60 pagesTraining Manual For Elements of Interface Definition and ControlRizqi Prayogo PangestuNo ratings yet
- Learning Guide L1 Terminate and Connect WSDocument30 pagesLearning Guide L1 Terminate and Connect WSGizaw TadesseNo ratings yet
- Seamless Copper Pipe, Standard SizesDocument7 pagesSeamless Copper Pipe, Standard SizesRizwanNo ratings yet
- RP3 Specification V4.2Document149 pagesRP3 Specification V4.2tvlalithaNo ratings yet
- Career Episode 1Document20 pagesCareer Episode 1Victor OuruNo ratings yet
- B24-Fabircaition and Erection of PipingDocument12 pagesB24-Fabircaition and Erection of PipingRajNo ratings yet
- Pega PDN QuestionDocument56 pagesPega PDN Questionsurya0% (1)
- Declaration of LC Firmware Validation: Product Name Product Number Revision NumberDocument2 pagesDeclaration of LC Firmware Validation: Product Name Product Number Revision NumberJonathanCubillosSerratoNo ratings yet
- Project Inspection and Test Plan (Clamp)Document12 pagesProject Inspection and Test Plan (Clamp)Mohd KhaidirNo ratings yet
- Construction and Site Supervision and ManagementDocument2 pagesConstruction and Site Supervision and ManagementIzo Serem100% (2)
- Part 3Document48 pagesPart 3engrrahman3135No ratings yet
- BQLibraryRev Nov29017Document288 pagesBQLibraryRev Nov29017sanglimNo ratings yet
- Application of Engineering DrawingDocument8 pagesApplication of Engineering DrawingDanielNo ratings yet
- Requirements Analysis: CIS 375 Bruce R. Maxim UM-DearbornDocument46 pagesRequirements Analysis: CIS 375 Bruce R. Maxim UM-DearbornlotusncamNo ratings yet
- Combination Output Interface: User'S and Installation ManualDocument24 pagesCombination Output Interface: User'S and Installation ManualtecnicoeemNo ratings yet
- Materials System SpecificationDocument6 pagesMaterials System SpecificationEagle SpiritNo ratings yet
- Manual Do ProdutoDocument313 pagesManual Do Produtoflavio kranNo ratings yet
- A 395 - A 395M - 99 QTM5NS9BMZK1TQDocument8 pagesA 395 - A 395M - 99 QTM5NS9BMZK1TQserkandmNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument2 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet