Download as pdf or txt
You might also like
- Assembly Line BalancingDocument16 pagesAssembly Line Balancingvishaldhamija05No ratings yet
- Group TechnologyDocument59 pagesGroup TechnologySRI RAMNo ratings yet
- Unit V GT and FMSDocument71 pagesUnit V GT and FMSSushanthNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IVivekDinker100% (1)
- Group Technology & Cellular Manufacturing: Industrial Engineering Ft-UnsDocument40 pagesGroup Technology & Cellular Manufacturing: Industrial Engineering Ft-UnsinaNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IelkhawadNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IAnonymous NGBgXVq1xNo ratings yet
- (CAM) Group Technology: Computer Aided ManufacturingDocument118 pages(CAM) Group Technology: Computer Aided ManufacturingPratik PrajapatiNo ratings yet
- Unit-Iii: Group TechnologyDocument23 pagesUnit-Iii: Group TechnologyRavi SekharNo ratings yet
- Group TechnologyDocument15 pagesGroup TechnologySandeep KumarNo ratings yet
- GTDocument19 pagesGTraj mNo ratings yet
- Unit V Cellular Manufacturing and Flexible Manufacturing System (FMS)Document32 pagesUnit V Cellular Manufacturing and Flexible Manufacturing System (FMS)manuNo ratings yet
- Unit I 1.5 Group Technology, Part Classi, CodingDocument36 pagesUnit I 1.5 Group Technology, Part Classi, Codingprof_panneer0% (1)
- 88anurag 140430022558 Phpapp02 PDFDocument25 pages88anurag 140430022558 Phpapp02 PDFAtul ShandilyaNo ratings yet
- FMS - Unit 3Document86 pagesFMS - Unit 3utkarshtyagi2307No ratings yet
- MM UNIT 3a 2021Document129 pagesMM UNIT 3a 2021Mr. S. Paul JoshuaNo ratings yet
- Group Technology UnitDocument20 pagesGroup Technology UnitsumanNo ratings yet
- Grouping Part Families: U N I T I V Group Technology and FMSDocument48 pagesGrouping Part Families: U N I T I V Group Technology and FMSHemasundar Reddy JolluNo ratings yet
- Unit 4Document48 pagesUnit 4Hemasundar Reddy JolluNo ratings yet
- Cellular Manufacturing and Group TechnologyDocument13 pagesCellular Manufacturing and Group TechnologyNishit ParmarNo ratings yet
- MM Unit 2Document208 pagesMM Unit 2Mr. S. Paul JoshuaNo ratings yet
- Unit - 2 Group Technology AND Flexible Manufacturing SystemsDocument72 pagesUnit - 2 Group Technology AND Flexible Manufacturing SystemsVarunNo ratings yet
- Practical No.7: TheoryDocument12 pagesPractical No.7: TheoryMuhammad JahanzaibNo ratings yet
- Group Technology and Cellular ManufacturingDocument26 pagesGroup Technology and Cellular ManufacturingKürşat GültekinNo ratings yet
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDocument11 pagesNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanNo ratings yet
- Group TechnologyDocument26 pagesGroup TechnologyMohitNo ratings yet
- FMS Group 1Document39 pagesFMS Group 119M059 - PRANEET KANNA BNo ratings yet
- Modul 8 Group TechnologyDocument48 pagesModul 8 Group TechnologyRenoMa'rufYuniarNo ratings yet
- Case Study & Applications of Group TechnologyDocument29 pagesCase Study & Applications of Group Technologybt19109019 Aditya VermaNo ratings yet
- Group TechnologyDocument30 pagesGroup TechnologyPadmavathi Putra Lokesh100% (1)
- Unit III AcimDocument25 pagesUnit III AcimPadmavathi Putra LokeshNo ratings yet
- Cad Lecture 2Document27 pagesCad Lecture 2Abhi KarnNo ratings yet
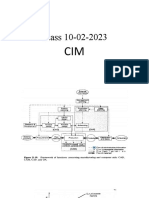
- Class 10-02-2023Document60 pagesClass 10-02-2023umesh javvadiNo ratings yet
- 5 TH Chapter (GROUP TECHNOLOGY AND CAPP) Study MaterialDocument12 pages5 TH Chapter (GROUP TECHNOLOGY AND CAPP) Study MaterialSeema PintoNo ratings yet
- Group Technology by Laukik P Raut PDFDocument36 pagesGroup Technology by Laukik P Raut PDFRutanshu LawhaleNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-Isiva_karthidpm100% (1)
- Integration by Group Technology: Cad-Cam Unit IiiDocument47 pagesIntegration by Group Technology: Cad-Cam Unit IiikoalaboiNo ratings yet
- Group TechnologyDocument72 pagesGroup TechnologyNauman Khan100% (1)
- AMS - Hollier MehodsDocument78 pagesAMS - Hollier MehodsKapil MittalNo ratings yet
- DME-814 Computer Integrated ManufacturingDocument76 pagesDME-814 Computer Integrated ManufacturingFarooq ShahNo ratings yet
- Group TechnologyDocument18 pagesGroup TechnologyEldho unni vargheseNo ratings yet
- Group TechnologyDocument57 pagesGroup TechnologynarsaiahNo ratings yet
- Lect 2. Types of Production Systems, Group Technology and Cellular Manufacturing SystemDocument79 pagesLect 2. Types of Production Systems, Group Technology and Cellular Manufacturing Systemraja harisNo ratings yet
- Lecture 9-10 - Group Technology and Cellular ManufacturingDocument48 pagesLecture 9-10 - Group Technology and Cellular ManufacturingRakibul HaqueNo ratings yet
- AdsaDocument72 pagesAdsafexara9242No ratings yet
- Group Technology and Cellular Manufacturing2Document83 pagesGroup Technology and Cellular Manufacturing2harim_meNo ratings yet
- Unit 1 Introduction CAD Lecture 7th FEBDocument45 pagesUnit 1 Introduction CAD Lecture 7th FEBdeepakmitrNo ratings yet
- Cellular Manufacturing & Group TechnologyDocument25 pagesCellular Manufacturing & Group TechnologySapari VelNo ratings yet
- Group TechnologyDocument5 pagesGroup TechnologyDivyeshNo ratings yet
- Unit 1 Introduction CAD Lecture 8th FEBDocument29 pagesUnit 1 Introduction CAD Lecture 8th FEBdeepakmitrNo ratings yet
- Unit 3Document81 pagesUnit 3Chellamuthu MechNo ratings yet
- Comuter Aided Manufacturing Unit - IDocument28 pagesComuter Aided Manufacturing Unit - IMuthuvel MNo ratings yet
- 4Document16 pages4Kotadia ShivamNo ratings yet
- Group Technology BasicsDocument24 pagesGroup Technology BasicsChamoda liyanageNo ratings yet
- Group TechnologyDocument25 pagesGroup TechnologyVnyNo ratings yet
- What Will Be Covered?Document24 pagesWhat Will Be Covered?Ayush SharmaNo ratings yet
- Cellular Manufacturing SystemsDocument16 pagesCellular Manufacturing Systemsolyad ahmedinNo ratings yet
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsFrom EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsRating: 4.5 out of 5 stars4.5/5 (2)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Economics IntroDocument8 pagesEconomics Introashoku24007No ratings yet
- Vakalat BackDocument1 pageVakalat Backashoku24007No ratings yet
- Types of Elasticity of DemandDocument6 pagesTypes of Elasticity of Demandashoku24007No ratings yet
- Aggregate Planning Presentation 776636Document25 pagesAggregate Planning Presentation 776636ashoku24007No ratings yet
- Input Devices 128820639Document28 pagesInput Devices 128820639ashoku24007No ratings yet
- Vakalat FrontDocument1 pageVakalat Frontashoku24007No ratings yet
- Abc Analysis ProjectDocument66 pagesAbc Analysis ProjectJayshreeben DobariyaNo ratings yet
- Vakalat BackDocument1 pageVakalat Backashoku24007No ratings yet
- New Doc 08-28-2022 19.29Document1 pageNew Doc 08-28-2022 19.29ashoku24007No ratings yet
- 5721024Document31 pages5721024ashoku24007No ratings yet
- MATLAB Code For Drawing SF, BM, Slope and Deflection DiagramsDocument6 pagesMATLAB Code For Drawing SF, BM, Slope and Deflection Diagramsashoku24007No ratings yet
- The Agricultural RevolutionDocument16 pagesThe Agricultural Revolutionashoku24007No ratings yet
- Early Peoples Through The Agricultural RevolutionDocument14 pagesEarly Peoples Through The Agricultural Revolutionashoku24007No ratings yet
- Mahatma Gandhi: - by Avaneeh MannavaDocument7 pagesMahatma Gandhi: - by Avaneeh Mannavaashoku24007No ratings yet
- Think About It !: Condensation and EvaporationDocument2 pagesThink About It !: Condensation and Evaporationashoku24007No ratings yet
- Pptim 170504095620 PDFDocument31 pagesPptim 170504095620 PDFashoku24007No ratings yet
- Foam Modelling Workshop - Beginners Guide To Tools and MaterialsDocument11 pagesFoam Modelling Workshop - Beginners Guide To Tools and MaterialsDimos100% (1)
- Welding Module 1-6Document42 pagesWelding Module 1-6Init Bulan Bituin100% (1)
- AmericanlatherDocument285 pagesAmericanlatherMauricio Miguel SanchezNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- SBD en Technical Data SheetDocument8 pagesSBD en Technical Data SheetJonathanFallasNo ratings yet
- Din HandbooksDocument9 pagesDin HandbooksTalha DikenNo ratings yet
- Formulating Adhesives and Sealants CompressDocument328 pagesFormulating Adhesives and Sealants CompressMichael KanNo ratings yet
- 194G1A0316 ReDocument3 pages194G1A0316 ReChandu ReddyNo ratings yet
- NcStudio Programming Manual 6th EditionDocument83 pagesNcStudio Programming Manual 6th EditionMIN KHANTNo ratings yet
- Incinerator Presentation KMCDocument64 pagesIncinerator Presentation KMCmussyabNo ratings yet
- Electrode Position in FCAWDocument1 pageElectrode Position in FCAWkapsarcNo ratings yet
- Instituto Alemão de Normalização-Din 10149-2Document15 pagesInstituto Alemão de Normalização-Din 10149-2Helder VieiraNo ratings yet
- Request For Quotation Local Purchase Section: RFQ NumberDocument2 pagesRequest For Quotation Local Purchase Section: RFQ Numberimant197812gmail.comNo ratings yet
- EAD 350454-00-1104 Penetration SealsDocument52 pagesEAD 350454-00-1104 Penetration SealsLuke PeachNo ratings yet
- MODEL EXAM OE 3DP Set 2Document2 pagesMODEL EXAM OE 3DP Set 2karanNo ratings yet
- 1.5KW BCM3015FTDocument16 pages1.5KW BCM3015FTmh27xfkkmhNo ratings yet
- Stollberg Research Field Emitter DevicesDocument40 pagesStollberg Research Field Emitter DevicesSejtan TempeNo ratings yet
- Samala Phani Kumar - Am AssignmentDocument7 pagesSamala Phani Kumar - Am AssignmentSASI PHANI KUMARNo ratings yet
- Copy of Store Issue Details 2023 Elct and MechDocument156 pagesCopy of Store Issue Details 2023 Elct and MechvishnuNo ratings yet
- Anixter Wire&Cable Catalog 2010 Sec16 Tech InfoDocument82 pagesAnixter Wire&Cable Catalog 2010 Sec16 Tech InfoSachin SehgalNo ratings yet
- High-Carbon Steel Sheets For Power Train Parts - Formable High-Carbon Steel Sheets Suitable For One-Piece FormingDocument6 pagesHigh-Carbon Steel Sheets For Power Train Parts - Formable High-Carbon Steel Sheets Suitable For One-Piece Formingenrico susantoNo ratings yet
- RCC Notes Module 1Document11 pagesRCC Notes Module 1swaroop8133No ratings yet
- Die Dynamic Buyoff Check Sheet For Air Cushion DiesDocument3 pagesDie Dynamic Buyoff Check Sheet For Air Cushion DiesTarang ShandilyaNo ratings yet
- JISB8226-1 - 2011 Rupture Disk Safety Device - Part 1 General (English Translation)Document30 pagesJISB8226-1 - 2011 Rupture Disk Safety Device - Part 1 General (English Translation)LNo ratings yet
- Electroless PlatingDocument3 pagesElectroless PlatingAllan DaSilvaNo ratings yet
- Case Study 1 BTK3813E Sem 2 - 2223Document3 pagesCase Study 1 BTK3813E Sem 2 - 2223nabil FarhaanNo ratings yet
- Balanlay-Narrative ReportDocument4 pagesBalanlay-Narrative ReportJhade Danes BalanlayNo ratings yet
- 20603E01, Guidelines For Material Selection in O&G Processing Facilities - Jan 2011 PDFDocument63 pages20603E01, Guidelines For Material Selection in O&G Processing Facilities - Jan 2011 PDFanghel_florin82No ratings yet
- ASTM A325 - Portland BoltDocument3 pagesASTM A325 - Portland BoltHector BalderaNo ratings yet