Download as docx, pdf, or txt
You might also like
- Business Plan Example Ammo ManufacturerDocument78 pagesBusiness Plan Example Ammo ManufacturerChris Leidlein60% (5)
- New Larousse Encyclopedia of MythologyDocument479 pagesNew Larousse Encyclopedia of MythologyCat Net99% (73)
- Group 8Document24 pagesGroup 8Derek Tate0% (1)
- Metal PackagingDocument34 pagesMetal PackagingAmyHuiNo ratings yet
- White and Blue Paper SteelDocument1 pageWhite and Blue Paper SteelCristian BujorNo ratings yet
- Heat Treating The Kitchen SinkDocument1 pageHeat Treating The Kitchen Sinkmp87_ingNo ratings yet
- Tayobong MSE 123 Final Output Instructions Due June 7Document2 pagesTayobong MSE 123 Final Output Instructions Due June 7Utak Ma3No ratings yet
- Agglomerating ProcessesDocument32 pagesAgglomerating Processesbuenaventura.jojieNo ratings yet
- Entrepreneurial Skill Development: A Case Study of The Design and Construction of Charcoal Baking OvenDocument4 pagesEntrepreneurial Skill Development: A Case Study of The Design and Construction of Charcoal Baking OvenInnovative Research PublicationsNo ratings yet
- A Simplified Guide To Heat Treating Tool SteelsDocument3 pagesA Simplified Guide To Heat Treating Tool SteelsАнна КокоеваNo ratings yet
- Induction CookingDocument9 pagesInduction Cookingtechzones100% (1)
- Bi/Multiply-Metal: Click To Edit Master Subtitle Style How Relevant Is To IndiaDocument59 pagesBi/Multiply-Metal: Click To Edit Master Subtitle Style How Relevant Is To Indiakr_ananthNo ratings yet
- The Best Solution For Glass Ceramic Cooktop Panels: Frequently Asked QuestionsDocument20 pagesThe Best Solution For Glass Ceramic Cooktop Panels: Frequently Asked QuestionsSuci Mandasari 1611110571No ratings yet
- Ceramic EngineeringDocument8 pagesCeramic EngineeringahumairNo ratings yet
- A Guide To The Language of SteelDocument7 pagesA Guide To The Language of SteelIwona AnkaNo ratings yet
- Present Trend On Refractory Uses For Reheating Furnaces: G. D. SinghDocument6 pagesPresent Trend On Refractory Uses For Reheating Furnaces: G. D. SinghmmkattaNo ratings yet
- Processes, Uses, Properties, MethodsDocument93 pagesProcesses, Uses, Properties, MethodsMicho CalimaNo ratings yet
- Material Science and Engineering Heat TRDocument18 pagesMaterial Science and Engineering Heat TRSamit NagNo ratings yet
- Meet Your Metal v4Document17 pagesMeet Your Metal v4João ArthurNo ratings yet
- Furnace MaintenanceDocument3 pagesFurnace MaintenanceTravis WoodNo ratings yet
- Container - Steel Packaging - Tinplate Production Process - SMDI - Steel Market Development InstituteDocument2 pagesContainer - Steel Packaging - Tinplate Production Process - SMDI - Steel Market Development InstituteProf C.S.PurushothamanNo ratings yet
- Deepesh Heat TreatmentDocument26 pagesDeepesh Heat TreatmentVaidNo ratings yet
- Secondary Steel Making and Steel CastingDocument16 pagesSecondary Steel Making and Steel Castingritoce8668No ratings yet
- Chemistry Group 5 (Glass and Ceramics)Document18 pagesChemistry Group 5 (Glass and Ceramics)Muhammad FaizanNo ratings yet
- Casting MergedDocument218 pagesCasting Mergedsrujan baluNo ratings yet
- Melting and Casting: Dr.S.N.AlamDocument218 pagesMelting and Casting: Dr.S.N.Alamsrujan baluNo ratings yet
- Ceramic: From Wikipedia, The Free EncyclopediaDocument6 pagesCeramic: From Wikipedia, The Free EncyclopediabekkuNo ratings yet
- Stainless Steel 2008Document25 pagesStainless Steel 2008hawktripNo ratings yet
- Beverage ContainersDocument14 pagesBeverage Containersadilneu0% (1)
- Characteristics of St.37 Steel Materials With Temperature and Time On Heat Treatment Test Using FurnaceDocument5 pagesCharacteristics of St.37 Steel Materials With Temperature and Time On Heat Treatment Test Using FurnaceInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Food Packaging Technology Unit 2 Part CDocument20 pagesFood Packaging Technology Unit 2 Part CAkash DuttaNo ratings yet
- Alsheet: Hot-Dip Aluminum-Coated Steel SheetsDocument12 pagesAlsheet: Hot-Dip Aluminum-Coated Steel SheetshadiNo ratings yet
- All About CanningDocument12 pagesAll About CanningGayathri Fernando100% (1)
- Manufacturing of Glass 1Document21 pagesManufacturing of Glass 1MonishNo ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Cost Reduction in Heat Treatment With Protective CoatingsDocument7 pagesCost Reduction in Heat Treatment With Protective CoatingsAnand KesarkarNo ratings yet
- Lecturas PNF Mecánica.Document4 pagesLecturas PNF Mecánica.thedios100No ratings yet
- Report Heat Treatment Eng Lab 3Document7 pagesReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- Lesson - 11 Metal ContainersDocument21 pagesLesson - 11 Metal ContainersRishquez DCVNo ratings yet
- Assignment Metal FormingDocument10 pagesAssignment Metal FormingpuneetNo ratings yet
- Can I Use Galvanized Sheet Metal For Kitchen TabletopDocument2 pagesCan I Use Galvanized Sheet Metal For Kitchen TabletopmarketingNo ratings yet
- Steel Terms and DefinitionsDocument42 pagesSteel Terms and DefinitionsIwona AnkaNo ratings yet
- Project On Boiler, Metallurgy, Materials & Heat TreatmentDocument34 pagesProject On Boiler, Metallurgy, Materials & Heat Treatmentmohitamitabh20100% (3)
- Hardening Is Usually Done To: Heat Treatment of AlloysDocument8 pagesHardening Is Usually Done To: Heat Treatment of AlloysMadhavanIceNo ratings yet
- EMM2312 - Surface HardeningDocument19 pagesEMM2312 - Surface Hardeningjohnnjoro100No ratings yet
- Please Read: A Personal Appeal From Wikipedia Programmer Brandon HarrisDocument7 pagesPlease Read: A Personal Appeal From Wikipedia Programmer Brandon HarriskrishsinoriNo ratings yet
- Metal ContainersDocument50 pagesMetal Containerssalmanamjad995No ratings yet
- Keywords: Fuel Efficient, High Temperature, Simple Machine, Low Cost, Rocket Stove, EtcDocument1 pageKeywords: Fuel Efficient, High Temperature, Simple Machine, Low Cost, Rocket Stove, EtcWilliam J ThompsonNo ratings yet
- Light Weight Non-Metals To Replace Steel: A Term Paper OnDocument15 pagesLight Weight Non-Metals To Replace Steel: A Term Paper OnJatinderjot SinghNo ratings yet
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara SaeedNo ratings yet
- Nickel Alloys For Sulfuric Acid ProductionDocument5 pagesNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysNo ratings yet
- Rice Cooker Lid (Forging Process)Document12 pagesRice Cooker Lid (Forging Process)AzfarFaizNo ratings yet
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- BCMDocument9 pagesBCMSahar ZehraNo ratings yet
- Advantages and Disadvantages of Stainless Steel CookwareDocument15 pagesAdvantages and Disadvantages of Stainless Steel CookwareFaIz FauziNo ratings yet
- 304L WeldingDocument6 pages304L Weldingeedbdmdud100% (1)
- Foundry CruciblesDocument8 pagesFoundry Cruciblesagusdn21100% (2)
- Report On Jindal Steel WorksDocument13 pagesReport On Jindal Steel WorksAmit DubeyNo ratings yet
- Materials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CDocument25 pagesMaterials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CNidhi MehtaNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- LG-02 Machine Design - Direct StressDocument6 pagesLG-02 Machine Design - Direct Stresskedir yimerNo ratings yet
- LG-01 Machine Design - IntroDocument15 pagesLG-01 Machine Design - Introkedir yimerNo ratings yet
- Modern Door and Window PreparationDocument55 pagesModern Door and Window Preparationkedir yimerNo ratings yet
- Ethiopian Technical University: Technology Research Methodology (MAT-510)Document5 pagesEthiopian Technical University: Technology Research Methodology (MAT-510)kedir yimerNo ratings yet
- Government Polytechnic, Panchkula: Branch: Mechanical Engineering Subject: Machine Design Semester: 5ThDocument42 pagesGovernment Polytechnic, Panchkula: Branch: Mechanical Engineering Subject: Machine Design Semester: 5Thkedir yimerNo ratings yet
- Med Chem IV Sem Pre RuhsDocument1 pageMed Chem IV Sem Pre Ruhsabhay sharmaNo ratings yet
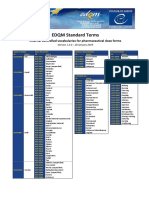
- Standard Terms Internal Vocabularies For Pharmaceutical Dose FormsDocument7 pagesStandard Terms Internal Vocabularies For Pharmaceutical Dose FormsJose De La Cruz De La ONo ratings yet
- Knowledge L3/E Comprehension L4/D Application L5/C Analysis L6/B Synthesis L7/A Evaluation L8/ADocument2 pagesKnowledge L3/E Comprehension L4/D Application L5/C Analysis L6/B Synthesis L7/A Evaluation L8/AWaltWritmanNo ratings yet
- Etrodeifio (dgd#sd6: Sodrod"Document29 pagesEtrodeifio (dgd#sd6: Sodrod"darkcopycat69No ratings yet
- Dufaycolor Book: Dufay-Chromex LimitedDocument60 pagesDufaycolor Book: Dufay-Chromex LimitedSergey PopovNo ratings yet
- Afghan Girl: in Search of TheDocument2 pagesAfghan Girl: in Search of TheSon PhamNo ratings yet
- SxzsaDocument15 pagesSxzsabadmash1988No ratings yet
- Corrosion Prevention and ControlDocument19 pagesCorrosion Prevention and ControlJosa FatyNo ratings yet
- India Political MapDocument1 pageIndia Political MapMediaWatch News100% (2)
- The Self As A Social Construct: The Self in The Western and Oriental Thought IndividualismDocument5 pagesThe Self As A Social Construct: The Self in The Western and Oriental Thought IndividualismStef FieNo ratings yet
- NutriSmart - Food Products Recommendation SystemDocument3 pagesNutriSmart - Food Products Recommendation SystemAnonymous izrFWiQNo ratings yet
- Inorganic Chemistry 1 - Alkali Metals RevisioDocument7 pagesInorganic Chemistry 1 - Alkali Metals RevisioAshleyn Mary SandersNo ratings yet
- Pengembangan Prosedur Dan Penataan Dinas JagaDocument11 pagesPengembangan Prosedur Dan Penataan Dinas JaganoviNo ratings yet
- Carter Procession Closure MapDocument1 pageCarter Procession Closure Mapcookiespiffey21No ratings yet
- Accelerated MotionDocument205 pagesAccelerated MotionphysicspalanichamyNo ratings yet
- ScribdDocument66 pagesScribdyeyeu5No ratings yet
- SENEPOL1Document36 pagesSENEPOL1JuanNo ratings yet
- Cape Sewing - Industrial Sewing TechnologyDocument33 pagesCape Sewing - Industrial Sewing TechnologyMonika GadgilNo ratings yet
- Pow Const of Drainage Canal - StationDocument16 pagesPow Const of Drainage Canal - StationDA 3No ratings yet
- Adamson M. An Archaeological Analysis of Gender Roles in Ancient Nonliterate Cultures in Eurasia - Diss. 2005Document228 pagesAdamson M. An Archaeological Analysis of Gender Roles in Ancient Nonliterate Cultures in Eurasia - Diss. 2005serge57100% (1)
- LCM105 LCM115 PDFDocument3 pagesLCM105 LCM115 PDFCABean1No ratings yet
- Antiragging Committee - Jan-20Document1 pageAntiragging Committee - Jan-20TRH RECRUITMENTNo ratings yet
- Summer Training Project ReportDocument94 pagesSummer Training Project Reportumeshpastor100% (1)
- Syllabi Econ 1CDocument2 pagesSyllabi Econ 1Challel jhon butacNo ratings yet
- Welcome To Good Shepherd Chapel: Thirty-Third Sunday in Ordinary TimeDocument4 pagesWelcome To Good Shepherd Chapel: Thirty-Third Sunday in Ordinary Timesaintmichaelpar7090No ratings yet
- Statements of Financial Position As at 31 December 2009 and 2010Document3 pagesStatements of Financial Position As at 31 December 2009 and 2010mohitgaba19No ratings yet
- 06380492Document18 pages06380492Imam Adhita ViryaNo ratings yet
- PeriodontitisDocument14 pagesPeriodontitisDanni MontielNo ratings yet