Download as pdf or txt
You might also like
- Technical Manual (Part A) Tatuus-Msv 023: Release 1.03 (27/02/2023)Document80 pagesTechnical Manual (Part A) Tatuus-Msv 023: Release 1.03 (27/02/2023)Nelson Piquet Souto Maior100% (1)
- The Vertical Dimension in Prosthesis and Orthognathodontics PDFDocument380 pagesThe Vertical Dimension in Prosthesis and Orthognathodontics PDFPatri Meisaros100% (1)
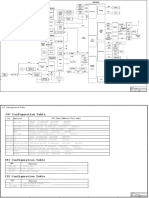
- Esquema Elétrico 2 Moto G6 Plus XT1926-8Document46 pagesEsquema Elétrico 2 Moto G6 Plus XT1926-8Rivail ÁvilaNo ratings yet
- Alcoa Aluminium Alloy 6262Document2 pagesAlcoa Aluminium Alloy 6262Paul OnionsNo ratings yet
- Bray Valve Series 40-41 DimensionsDocument2 pagesBray Valve Series 40-41 DimensionsChandravadanNo ratings yet
- Subsea Productiom Layout PDFDocument7 pagesSubsea Productiom Layout PDFmalakNo ratings yet
- 579-Hy-Lite Jet A1-130196Document1 page579-Hy-Lite Jet A1-130196Indra AditamaNo ratings yet
- Code - Aster Application in The Oil&gas FieldDocument17 pagesCode - Aster Application in The Oil&gas FieldSergio PluchinskyNo ratings yet
- Fronius Auto Argon-Arc WeldingDocument26 pagesFronius Auto Argon-Arc WeldingarcenergyNo ratings yet
- The Cadbury Code of Best Practices Had 19 RecommendationsDocument2 pagesThe Cadbury Code of Best Practices Had 19 RecommendationsAnam Shoaib82% (11)
- ElastisiteDocument2 pagesElastisiteEray KoçNo ratings yet
- ISO 6520 Clasificacion de Juntas Soldadas PDFDocument16 pagesISO 6520 Clasificacion de Juntas Soldadas PDFflacoNo ratings yet
- Concept Check Answers Ch6Document5 pagesConcept Check Answers Ch6Ruben Abreu100% (1)
- Assignment Fifth SemDocument13 pagesAssignment Fifth SemismaelNo ratings yet
- Casting Flux PDFDocument6 pagesCasting Flux PDFBiju KNo ratings yet
- Yamaha YSTM40 M45 SPK SMDocument6 pagesYamaha YSTM40 M45 SPK SMBoata EtaNo ratings yet
- Caustic GougingDocument57 pagesCaustic GougingSumitskbNo ratings yet
- 516 Vs 515Document2 pages516 Vs 515Madan YadavNo ratings yet
- Lab 10 Coefficient of Restitution-SU2017-1Document3 pagesLab 10 Coefficient of Restitution-SU2017-1rayNo ratings yet
- Grupo:: Seeger RenoDocument4 pagesGrupo:: Seeger RenoandrelorandiNo ratings yet
- Material Comparison F316L Vs F321Document1 pageMaterial Comparison F316L Vs F321Vivi OktaviantiNo ratings yet
- Guia Reparar CarrierDocument8 pagesGuia Reparar CarrierAnonymous tipWjHGVGNo ratings yet
- 1206 - Bando V Belt Tension Gauge Instructions 2017 10 09 PDFDocument2 pages1206 - Bando V Belt Tension Gauge Instructions 2017 10 09 PDFrabmusukeNo ratings yet
- Intro To Stereo Logy Grain SizeDocument64 pagesIntro To Stereo Logy Grain SizeRaistlin1No ratings yet
- ARC Welding PowARC Welding Power Sources - Pdfer SourcesDocument42 pagesARC Welding PowARC Welding Power Sources - Pdfer SourcesDanielNo ratings yet
- Manufacturing Process 4 PDFDocument2 pagesManufacturing Process 4 PDFVijayalaxmi MudhigondaNo ratings yet
- Mechanism of Spark Plasma SinteringDocument13 pagesMechanism of Spark Plasma Sinteringlakshmikreddy33% (3)
- Presentation: Coefficient of Friction On Threaded Fasteners in The Automotive IndustryDocument20 pagesPresentation: Coefficient of Friction On Threaded Fasteners in The Automotive IndustryAvinashRaiNo ratings yet
- Supply Flange ANSI B16.5 Slip On Flange, SORF Flange, Class 150LBS To 1500LBS - Jinan Hyupshin Flanges Co., LTDDocument3 pagesSupply Flange ANSI B16.5 Slip On Flange, SORF Flange, Class 150LBS To 1500LBS - Jinan Hyupshin Flanges Co., LTDSandipNo ratings yet
- Ingles Tecnico Basico ResolvidoDocument95 pagesIngles Tecnico Basico ResolvidoRoger Felipe100% (1)
- Application Note Hardness Testing EnglishDocument12 pagesApplication Note Hardness Testing EnglishAnubhav LakhmaniNo ratings yet
- Dielectric and Curie TemperatureDocument11 pagesDielectric and Curie TemperatureDebarati BhandaryNo ratings yet
- SMACNA CAD StandardDocument6 pagesSMACNA CAD StandardDenan SaherNo ratings yet
- Surface Vehicle Recommended Practice: Implementation of Lean Operation User ManualDocument13 pagesSurface Vehicle Recommended Practice: Implementation of Lean Operation User Manualchuntao fengNo ratings yet
- Tópico 05: - Aperfeiçoamento Da Pronúncia - Ganho de Vocabulário e Expressões - Velocidade Da Fala CompreensãoDocument22 pagesTópico 05: - Aperfeiçoamento Da Pronúncia - Ganho de Vocabulário e Expressões - Velocidade Da Fala CompreensãoKati RodriguesNo ratings yet
- Gabarito - Simuladão NEAFDocument3 pagesGabarito - Simuladão NEAFEduardo PaschoalNo ratings yet
- CONTECVET CorossionDocument139 pagesCONTECVET CorossionJoseph BookerNo ratings yet
- Zirconium Technical Handbook 2015 TOC PDFDocument4 pagesZirconium Technical Handbook 2015 TOC PDFLatitude DellNo ratings yet
- Is 6912 2005Document12 pagesIs 6912 2005haridas pillaiNo ratings yet
- Shell Omala Oils: Premium Lead-Fee EP Gear OilDocument3 pagesShell Omala Oils: Premium Lead-Fee EP Gear Oilsamar209100% (1)
- Kyle 105 - 117 - 135 - 140Document1 pageKyle 105 - 117 - 135 - 140Gerson SouzaNo ratings yet
- Astm A 668 - 98 PDFDocument7 pagesAstm A 668 - 98 PDFRyan LasacaNo ratings yet
- Exercícios Resolvidos - Cap. 05 (Pares) - Interações Intermoleculares - Princípios de Química - AtkinsDocument21 pagesExercícios Resolvidos - Cap. 05 (Pares) - Interações Intermoleculares - Princípios de Química - AtkinsCamila Bortolatto RodriguesNo ratings yet
- National Fire Code of Canada (PDFDrive)Document56 pagesNational Fire Code of Canada (PDFDrive)Shabin Shabi100% (1)
- EVO Forza: Memory Product SpecificationsDocument5 pagesEVO Forza: Memory Product Specificationss_goulartNo ratings yet
- SolidWorks Simulation Student Guide-EnGDocument44 pagesSolidWorks Simulation Student Guide-EnGSam LowNo ratings yet
- ISO - ISO - TC 147 - Water QualityDocument2 pagesISO - ISO - TC 147 - Water QualityYean-San LongNo ratings yet
- 600 Questões Sobre Inspeção de Soldagem Incluíndo Gabarito e Caderno de DesenhosDocument9 pages600 Questões Sobre Inspeção de Soldagem Incluíndo Gabarito e Caderno de DesenhoslimawagnerNo ratings yet
- Materials For Ultra Supercritical Fossil Power Plants by R. ViswanathanDocument66 pagesMaterials For Ultra Supercritical Fossil Power Plants by R. ViswanathanHASAN IZHAR KHANNo ratings yet
- XLR K2MDocument4 pagesXLR K2Manthonypardo100% (1)
- Standart Handbook For Mechanical Engineering Workshop Processes, Practi Ces and Materials, Fourth EditionDocument3 pagesStandart Handbook For Mechanical Engineering Workshop Processes, Practi Ces and Materials, Fourth EditionYulianti MalikNo ratings yet
- Electrochemical Noise IntroDocument23 pagesElectrochemical Noise IntroDanie-ElsNo ratings yet
- Eddy Current Losses TurowskiDocument6 pagesEddy Current Losses TurowskiHafsa IkramNo ratings yet
- Data Sheet REMALOX (ENG)Document1 pageData Sheet REMALOX (ENG)anggada satriaNo ratings yet
- En ISO 5817-2007-Nivoa Na KvalitetDocument32 pagesEn ISO 5817-2007-Nivoa Na KvalitetMarija IvanovskaNo ratings yet
- Coatings For High Temperature Environments Anti Corrosion and Anti-2024Document433 pagesCoatings For High Temperature Environments Anti Corrosion and Anti-2024Bunner FastNo ratings yet
- Iec 60335-2-36-2017Document40 pagesIec 60335-2-36-2017Jishnu MmNo ratings yet
- A2 Key 2020 Sample Tests Reading and Writing - Answer KeyDocument2 pagesA2 Key 2020 Sample Tests Reading and Writing - Answer KeyUzzieel StalinNo ratings yet
- Alloy: C95800: Typical UsesDocument2 pagesAlloy: C95800: Typical UsesJarbas MoraesNo ratings yet
- Graphite Iron Iso-16112-Jv-450Document12 pagesGraphite Iron Iso-16112-Jv-450Sulagna RoyNo ratings yet
- Iso 16432 2006Document11 pagesIso 16432 2006Amar PasalicNo ratings yet
- Iso 10062-2006Document20 pagesIso 10062-2006iabbas636No ratings yet
- Iso 15609-2Document12 pagesIso 15609-2محمد العيسوىNo ratings yet
- Triple Play: Building the converged network for IP, VoIP and IPTVFrom EverandTriple Play: Building the converged network for IP, VoIP and IPTVNo ratings yet
- System Software and Microprocessor LabmanualDocument130 pagesSystem Software and Microprocessor LabmanualananthuclashNo ratings yet
- Solution Chapter 4Document11 pagesSolution Chapter 4accounts 3 lifeNo ratings yet
- Mixers FinalDocument44 pagesMixers FinalDharmender KumarNo ratings yet
- Defining Maintenance Performance Indicators For Asset Management Based On ISO 55000 and Balanced Scorecard: A Hydropower Plant Case StudyDocument9 pagesDefining Maintenance Performance Indicators For Asset Management Based On ISO 55000 and Balanced Scorecard: A Hydropower Plant Case StudysabryNo ratings yet
- Part 2 Twentieth Century Naval Dockyards Devonport and Portsmouth Characterisation ReportDocument52 pagesPart 2 Twentieth Century Naval Dockyards Devonport and Portsmouth Characterisation ReportToby ChessonNo ratings yet
- International Cash ManagementDocument20 pagesInternational Cash Managementmary aligmayoNo ratings yet
- Agent Application Form - NIADocument3 pagesAgent Application Form - NIASiva KumarrNo ratings yet
- Srikanth ImJDocument2 pagesSrikanth ImJTEJA unixNo ratings yet
- English Unit 9 - Ni Putu Angelika RistyaDocument3 pagesEnglish Unit 9 - Ni Putu Angelika RistyaAngel LikaNo ratings yet
- Biology, Ecology, and Management of The Pea Weevil, Bruchus Pisorum (Coleoptera: Chrysomelidae)Document12 pagesBiology, Ecology, and Management of The Pea Weevil, Bruchus Pisorum (Coleoptera: Chrysomelidae)Alexandra-Ana-Maria VulpeNo ratings yet
- Jurnal - Asmawati - E321192152 .Document11 pagesJurnal - Asmawati - E321192152 .Nurul fuadiNo ratings yet
- Nutanix: NCP-MCI-5.15 ExamDocument7 pagesNutanix: NCP-MCI-5.15 ExamAlvin BosqueNo ratings yet
- Indesit BTW L60300 EE - N Washing MachineDocument4 pagesIndesit BTW L60300 EE - N Washing MachineitpeterjaNo ratings yet
- (Download PDF) Nicos Wish An MM Age Play Age Gap Romance The Littles of Cape Daddy Book 4 Zack Wish Lana Kyle Full Chapter PDFDocument69 pages(Download PDF) Nicos Wish An MM Age Play Age Gap Romance The Littles of Cape Daddy Book 4 Zack Wish Lana Kyle Full Chapter PDFshnankumpu48100% (10)
- Impact of Artificial Intellgence in Education SectorDocument9 pagesImpact of Artificial Intellgence in Education Sectorsravi271No ratings yet
- Fire Alarm System TypesDocument8 pagesFire Alarm System TypesSusan Macaraeg50% (4)
- Salt Market StructureDocument8 pagesSalt Market StructureASBMailNo ratings yet
- 305-1-Seepage Analysis Through Zoned Anisotropic Soil by Computer, Geoffrey TomlinDocument11 pages305-1-Seepage Analysis Through Zoned Anisotropic Soil by Computer, Geoffrey Tomlinد.م. محمد الطاهرNo ratings yet
- Job Analysis AssignmentDocument9 pagesJob Analysis AssignmentHazem AminNo ratings yet
- ACMV and Acoustic Comfort in BuildingsDocument13 pagesACMV and Acoustic Comfort in BuildingsTuan Suhaimi SallehNo ratings yet
- List of Companies With Contact Details For Global VillageDocument5 pagesList of Companies With Contact Details For Global VillagemadhutkNo ratings yet
- B.sc. (Geology) SyllabusDocument7 pagesB.sc. (Geology) SyllabusRADHIKANo ratings yet
- Ngá Nghä©a Unit 4Document5 pagesNgá Nghä©a Unit 4Nguyen The TranNo ratings yet
- I. Presence of Wellness Condition 1.spirital Well-Being:: First Level AssessmentDocument3 pagesI. Presence of Wellness Condition 1.spirital Well-Being:: First Level AssessmentLyndelle Louise Limen MabaquiaoNo ratings yet
- Software Defined Radio (SDR)Document11 pagesSoftware Defined Radio (SDR)Sanjay GiriNo ratings yet
- Biochem Lab NotesDocument26 pagesBiochem Lab NotesRicky Justin NgoNo ratings yet