
Building On The Cheap
Building On The Cheap
You might also like
- Complete Step by Step AK BuildingDocument70 pagesComplete Step by Step AK BuildingAdam Hemsley90% (39)
- Proteus FramebuildingDocument114 pagesProteus Framebuilding1726giangNo ratings yet
- Wheellock PlansDocument59 pagesWheellock PlansPuturrú De Fuá100% (2)
- Building The SGN-22 (Single-Shot Rifle Build)Document25 pagesBuilding The SGN-22 (Single-Shot Rifle Build)blowmeasshole191167% (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Earthing in Industrial and Pharmaceutical PlantsDocument28 pagesEarthing in Industrial and Pharmaceutical PlantsBrayden Chetty100% (1)
- WECC ModelsDocument10 pagesWECC ModelsAlexNo ratings yet
- Hand Planes and Uses of EachDocument17 pagesHand Planes and Uses of Eachsunyjim100% (1)
- Understanding Bench PlanesDocument8 pagesUnderstanding Bench PlanesYsabelle TagarumaNo ratings yet
- Youngsters T Bucket Frame Plans V1 0Document24 pagesYoungsters T Bucket Frame Plans V1 0weirdbennyNo ratings yet
- Home 302 Stroker InfoDocument10 pagesHome 302 Stroker InfoGypsyRNo ratings yet
- Free Chapter How To Build T-BucketDocument27 pagesFree Chapter How To Build T-Bucketmhammer_1867% (3)
- Hollows and RoundsDocument3 pagesHollows and RoundsKaren RathbunNo ratings yet
- Build Your Own Inexpensive Wind Tunnel: Feature ArticleDocument11 pagesBuild Your Own Inexpensive Wind Tunnel: Feature ArticleavalosheNo ratings yet
- Observations of Some Douglas Cylinder Heads: by Doug KephartDocument6 pagesObservations of Some Douglas Cylinder Heads: by Doug KepharttosalemalNo ratings yet
- Wind MillDocument14 pagesWind MillArbër PacaraNo ratings yet
- Youngster Free T Bucket Chassis PlansDocument29 pagesYoungster Free T Bucket Chassis Plansconfused597100% (1)
- Cycle Car With Moto WheelDocument83 pagesCycle Car With Moto Wheelsapientwon7712100% (1)
- Continental C-85/C-90/O-200 Engine Intercylinder BafflesDocument9 pagesContinental C-85/C-90/O-200 Engine Intercylinder BafflesokdonnNo ratings yet
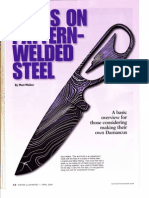
- As Published Knives IllustrDocument6 pagesAs Published Knives IllustrPista BalogNo ratings yet
- How To Build A Homemade Aircraft For Under 1000 Re PDFDocument12 pagesHow To Build A Homemade Aircraft For Under 1000 Re PDFMinh HùngNo ratings yet
- Go-Kart ProjetoDocument11 pagesGo-Kart Projetojulius1No ratings yet
- Slowboat Build NotesDocument12 pagesSlowboat Build NotesJan KoberNo ratings yet
- Wingsoul Easiest To Build Wing SailDocument18 pagesWingsoul Easiest To Build Wing Saillulucf11No ratings yet
- Lathe Alignment: by Tubal CainDocument7 pagesLathe Alignment: by Tubal CainmarkschooleyNo ratings yet
- BHManual Wing1 28rev0Document28 pagesBHManual Wing1 28rev0viorelu99100% (1)
- Ice From Chap 8Document56 pagesIce From Chap 8userNo ratings yet
- Rigging Scale Model BiplanesDocument10 pagesRigging Scale Model BiplanesI-Tom Bob Brunello100% (3)
- Graflex ReplicaDocument37 pagesGraflex ReplicaNick CusumanoNo ratings yet
- Auto Restoration Rotisserie PlansDocument26 pagesAuto Restoration Rotisserie PlansbeegoodNo ratings yet
- Soldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopFrom EverandSoldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Small Archedsteel Shed MoveableTransportable PossiDocument31 pagesSmall Archedsteel Shed MoveableTransportable PossiHudson PicoreliNo ratings yet
- Beginning Scale: Part 20 - Gun DetailingDocument2 pagesBeginning Scale: Part 20 - Gun DetailingjorgeNo ratings yet
- 011177073Document7 pages011177073Adrian Cocis100% (1)
- A Method of Making Reamers PDFDocument10 pagesA Method of Making Reamers PDFsjdarkman193050% (2)
- Frame TrailerDocument33 pagesFrame Trailermarcpouliot100% (1)
- Trailer Frame Building TutorialDocument33 pagesTrailer Frame Building TutorialEduardo LopesNo ratings yet
- Kitplane Composite 2Document4 pagesKitplane Composite 2proxymo1No ratings yet
- Work, An Illustrated Magazine...Document16 pagesWork, An Illustrated Magazine...Ricardo Luis Martin Sant'AnnaNo ratings yet
- 1-16 Damiler 120-hp MotorDocument5 pages1-16 Damiler 120-hp MotorkiwikitbasherNo ratings yet
- Body Lift Roller PlansDocument50 pagesBody Lift Roller PlansEllyn MohdNo ratings yet
- Proteus FramebuildingDocument114 pagesProteus FramebuildingMark JohanssonNo ratings yet
- Things To MakeDocument135 pagesThings To Makealin.achim85No ratings yet
- Quadricycle Manual PDFDocument118 pagesQuadricycle Manual PDFserban_elNo ratings yet
- The Recumbent Bicycle and Human Powered Vehicle Information Center11Document1 pageThe Recumbent Bicycle and Human Powered Vehicle Information Center11Marcel PiersonNo ratings yet
- Stirling EngineDocument7 pagesStirling Enginewardendavid5591No ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Making Yard DetailsDocument6 pagesMaking Yard DetailsEdwin CastañedaNo ratings yet
- Build Your Own 3d Printing Filament Factory Filame PDFDocument25 pagesBuild Your Own 3d Printing Filament Factory Filame PDFCesar AzcargortaNo ratings yet
- Plastikov v3.0 Build TutorialDocument29 pagesPlastikov v3.0 Build TutorialMatheus stone100% (1)
- Info Eduard 2012 07ENDocument38 pagesInfo Eduard 2012 07ENjaklaudiusz100% (6)
- The Marmo Method Modelbuilding Guide #16: Building A 1/35th Scale Catepillar Sixty TractorFrom EverandThe Marmo Method Modelbuilding Guide #16: Building A 1/35th Scale Catepillar Sixty TractorNo ratings yet
- Building and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersFrom EverandBuilding and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersNo ratings yet
- The Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoFrom EverandThe Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoNo ratings yet
- The Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteFrom EverandThe Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteNo ratings yet
- Practical Blacksmithing Vol. IV: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsFrom EverandPractical Blacksmithing Vol. IV: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsRating: 5 out of 5 stars5/5 (1)
- Rotorcraft Automatic Flight ControlDocument11 pagesRotorcraft Automatic Flight Controljacob ellyNo ratings yet
- Gyroscopic InstrumentsDocument16 pagesGyroscopic Instrumentsjacob ellyNo ratings yet
- Control SystemsDocument10 pagesControl Systemsjacob ellyNo ratings yet
- Flight InstrumentsDocument25 pagesFlight Instrumentsjacob ellyNo ratings yet
- NETWORKS Topic 2.2Document14 pagesNETWORKS Topic 2.2jacob ellyNo ratings yet
- NETWORKS Topic 1Document4 pagesNETWORKS Topic 1jacob ellyNo ratings yet
- 07 Auto Pilot - 3 Fundamentals - 2Document29 pages07 Auto Pilot - 3 Fundamentals - 2jacob ellyNo ratings yet
- DCM NotesDocument102 pagesDCM Notesjacob ellyNo ratings yet
- Matrix of Changes To Civil Aviation Personnel Licensing Regulations 2021..Document50 pagesMatrix of Changes To Civil Aviation Personnel Licensing Regulations 2021..jacob ellyNo ratings yet
- Clearance Sale 102022Document4 pagesClearance Sale 102022jacob ellyNo ratings yet
- New To Carbon Fibre Fabrication V4.pdf Version 1Document4 pagesNew To Carbon Fibre Fabrication V4.pdf Version 1jacob ellyNo ratings yet
- System PerformanceDocument18 pagesSystem Performancejacob ellyNo ratings yet
- Airframes (Purity)Document130 pagesAirframes (Purity)jacob ellyNo ratings yet
- Misc4 DeliverablesCombinedF2008Document24 pagesMisc4 DeliverablesCombinedF2008jacob ellyNo ratings yet
- Propeller MaintainanceDocument9 pagesPropeller Maintainancejacob ellyNo ratings yet
- 11auto Pilot - 7 Rotorcraft SystemsDocument68 pages11auto Pilot - 7 Rotorcraft Systemsjacob ellyNo ratings yet
- Design and Numerical Modeling of A Pressurized Airframe Bulkhead Joint-2015Document29 pagesDesign and Numerical Modeling of A Pressurized Airframe Bulkhead Joint-2015jacob ellyNo ratings yet
- DCNDocument118 pagesDCNjacob ellyNo ratings yet
- 09 Auto Pilot - 5 Roll Channel SystemsDocument45 pages09 Auto Pilot - 5 Roll Channel Systemsjacob ellyNo ratings yet
- Qdoc - Tips - Modern Guided Aircraft BombsDocument14 pagesQdoc - Tips - Modern Guided Aircraft Bombsjacob ellyNo ratings yet
- w78 2014 Paper 160Document8 pagesw78 2014 Paper 160jacob ellyNo ratings yet
- Signal Flow GraphsDocument13 pagesSignal Flow Graphsjacob ellyNo ratings yet
- SA 1979 Landing GearDocument10 pagesSA 1979 Landing Gearjacob ellyNo ratings yet
- Transistor CalculationsDocument14 pagesTransistor Calculationsjacob ellyNo ratings yet
- Shearing Forces and Bending MomentsDocument12 pagesShearing Forces and Bending Momentsjacob ellyNo ratings yet
- Zhang 2020 IOP Conf. Ser. Mater. Sci. Eng. 926 012027Document9 pagesZhang 2020 IOP Conf. Ser. Mater. Sci. Eng. 926 012027jacob ellyNo ratings yet
- Gear TrainsDocument24 pagesGear Trainsjacob ellyNo ratings yet
- Wing Mass CalculationDocument3 pagesWing Mass Calculationjacob ellyNo ratings yet
- Equipped For Night FlyingDocument6 pagesEquipped For Night Flyingjacob ellyNo ratings yet
- Electronics Amplifier FormulasDocument8 pagesElectronics Amplifier Formulasjacob ellyNo ratings yet
- 5 Axis Arm Robot TrainerDocument399 pages5 Axis Arm Robot TrainerTINDER USERNo ratings yet
- Check SheetDocument6 pagesCheck SheetSyarif HidayatNo ratings yet
- Compressor MSWV 80 Max Two Stages 175 PsigDocument2 pagesCompressor MSWV 80 Max Two Stages 175 PsigebebvetbNo ratings yet
- FSD GAA30782GAB Feature and Set Up Description - 2015-05-28Document196 pagesFSD GAA30782GAB Feature and Set Up Description - 2015-05-28Nebyu GetachewNo ratings yet
- S.No Item Description Alternate Part QTY UOM Total Price RS Delivery Date Requested Part No. Unit Price RSDocument1 pageS.No Item Description Alternate Part QTY UOM Total Price RS Delivery Date Requested Part No. Unit Price RSThirshika EnterprisesNo ratings yet
- Advance Power Electronics and Control - Unit 3 - Week 2Document4 pagesAdvance Power Electronics and Control - Unit 3 - Week 2raghu_chandra_3No ratings yet
- 2106 10Y RF Smoke Product Sheet - REV3Document4 pages2106 10Y RF Smoke Product Sheet - REV3aashiq2006No ratings yet
- Machine Inspection Manual (Work Flow)Document6 pagesMachine Inspection Manual (Work Flow)Erfan.TNo ratings yet
- Sri Jayachamarajendra College of EngineeringDocument13 pagesSri Jayachamarajendra College of EngineeringFernando Desengkie SangmaNo ratings yet
- N13201 - DR B R Ambedkar NIT Jalandhar - Supra Sae India 2014 - Design Spec SheetDocument4 pagesN13201 - DR B R Ambedkar NIT Jalandhar - Supra Sae India 2014 - Design Spec Sheetsatbirsingh123No ratings yet
- Generator Manual 1Document392 pagesGenerator Manual 1Gopal Radhakrishnan100% (5)
- Beumer Belt Bucket Elevator enDocument8 pagesBeumer Belt Bucket Elevator enLev Maravi MandujanoNo ratings yet
- Point Wiring RatesDocument9 pagesPoint Wiring RatesDnyaneshwar KanadeNo ratings yet
- LT Hanyoung Nux Timer Series User ManualDocument7 pagesLT Hanyoung Nux Timer Series User ManualDanang MTANo ratings yet
- AX24259 - Manually Programming The AE-2 ESCDocument1 pageAX24259 - Manually Programming The AE-2 ESCNirwan Purwa LahardiNo ratings yet
- Borneras ChintDocument2 pagesBorneras ChintGina Moron MoronNo ratings yet
- Electrical Design and DraftingDocument3 pagesElectrical Design and DraftingMURALINo ratings yet
- Ups 30kva ManualDocument44 pagesUps 30kva ManualLods NgassaNo ratings yet
- As-Is Air Compressors Management (V1)Document1 pageAs-Is Air Compressors Management (V1)Muhammad Faizan SiddiquiNo ratings yet
- Analog Devices - MT-016Document6 pagesAnalog Devices - MT-016ModyKing99No ratings yet
- Carefusion Connectors Adapters TeesDocument17 pagesCarefusion Connectors Adapters Teesrubenr25No ratings yet
- Ilide - Info Physics Investigatory Project Class 12 Cbse PRDocument20 pagesIlide - Info Physics Investigatory Project Class 12 Cbse PRSumeet JanaNo ratings yet
- Mechanical Measurement and Control - Question BankDocument3 pagesMechanical Measurement and Control - Question BankPrithvi ManwaniNo ratings yet
- Completion Certificate GoudagudaDocument2 pagesCompletion Certificate GoudagudasatyabannayakNo ratings yet
- Ansi MV Ovcb Sdv7 Enclosure Im enDocument56 pagesAnsi MV Ovcb Sdv7 Enclosure Im enrhap_0925060No ratings yet
- Sensor Ub1000 Pepperl FuchsDocument4 pagesSensor Ub1000 Pepperl FuchsKrisna Kiira MorinoNo ratings yet
- The Importance of Measuring InductanceDocument8 pagesThe Importance of Measuring InductanceMohamed MiraNo ratings yet
- Air Dried Tissue Machine Drive System EnglishDocument11 pagesAir Dried Tissue Machine Drive System EnglishWilson FigueiraNo ratings yet




















































































































Download as pdf or txt
You might also like
- Complete Step by Step AK BuildingDocument70 pagesComplete Step by Step AK BuildingAdam Hemsley90% (39)
- Proteus FramebuildingDocument114 pagesProteus Framebuilding1726giangNo ratings yet
- Wheellock PlansDocument59 pagesWheellock PlansPuturrú De Fuá100% (2)
- Building The SGN-22 (Single-Shot Rifle Build)Document25 pagesBuilding The SGN-22 (Single-Shot Rifle Build)blowmeasshole191167% (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Earthing in Industrial and Pharmaceutical PlantsDocument28 pagesEarthing in Industrial and Pharmaceutical PlantsBrayden Chetty100% (1)
- WECC ModelsDocument10 pagesWECC ModelsAlexNo ratings yet
- Hand Planes and Uses of EachDocument17 pagesHand Planes and Uses of Eachsunyjim100% (1)
- Understanding Bench PlanesDocument8 pagesUnderstanding Bench PlanesYsabelle TagarumaNo ratings yet
- Youngsters T Bucket Frame Plans V1 0Document24 pagesYoungsters T Bucket Frame Plans V1 0weirdbennyNo ratings yet
- Home 302 Stroker InfoDocument10 pagesHome 302 Stroker InfoGypsyRNo ratings yet
- Free Chapter How To Build T-BucketDocument27 pagesFree Chapter How To Build T-Bucketmhammer_1867% (3)
- Hollows and RoundsDocument3 pagesHollows and RoundsKaren RathbunNo ratings yet
- Build Your Own Inexpensive Wind Tunnel: Feature ArticleDocument11 pagesBuild Your Own Inexpensive Wind Tunnel: Feature ArticleavalosheNo ratings yet
- Observations of Some Douglas Cylinder Heads: by Doug KephartDocument6 pagesObservations of Some Douglas Cylinder Heads: by Doug KepharttosalemalNo ratings yet
- Wind MillDocument14 pagesWind MillArbër PacaraNo ratings yet
- Youngster Free T Bucket Chassis PlansDocument29 pagesYoungster Free T Bucket Chassis Plansconfused597100% (1)
- Cycle Car With Moto WheelDocument83 pagesCycle Car With Moto Wheelsapientwon7712100% (1)
- Continental C-85/C-90/O-200 Engine Intercylinder BafflesDocument9 pagesContinental C-85/C-90/O-200 Engine Intercylinder BafflesokdonnNo ratings yet
- As Published Knives IllustrDocument6 pagesAs Published Knives IllustrPista BalogNo ratings yet
- How To Build A Homemade Aircraft For Under 1000 Re PDFDocument12 pagesHow To Build A Homemade Aircraft For Under 1000 Re PDFMinh HùngNo ratings yet
- Go-Kart ProjetoDocument11 pagesGo-Kart Projetojulius1No ratings yet
- Slowboat Build NotesDocument12 pagesSlowboat Build NotesJan KoberNo ratings yet
- Wingsoul Easiest To Build Wing SailDocument18 pagesWingsoul Easiest To Build Wing Saillulucf11No ratings yet
- Lathe Alignment: by Tubal CainDocument7 pagesLathe Alignment: by Tubal CainmarkschooleyNo ratings yet
- BHManual Wing1 28rev0Document28 pagesBHManual Wing1 28rev0viorelu99100% (1)
- Ice From Chap 8Document56 pagesIce From Chap 8userNo ratings yet
- Rigging Scale Model BiplanesDocument10 pagesRigging Scale Model BiplanesI-Tom Bob Brunello100% (3)
- Graflex ReplicaDocument37 pagesGraflex ReplicaNick CusumanoNo ratings yet
- Auto Restoration Rotisserie PlansDocument26 pagesAuto Restoration Rotisserie PlansbeegoodNo ratings yet
- Soldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopFrom EverandSoldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Small Archedsteel Shed MoveableTransportable PossiDocument31 pagesSmall Archedsteel Shed MoveableTransportable PossiHudson PicoreliNo ratings yet
- Beginning Scale: Part 20 - Gun DetailingDocument2 pagesBeginning Scale: Part 20 - Gun DetailingjorgeNo ratings yet
- 011177073Document7 pages011177073Adrian Cocis100% (1)
- A Method of Making Reamers PDFDocument10 pagesA Method of Making Reamers PDFsjdarkman193050% (2)
- Frame TrailerDocument33 pagesFrame Trailermarcpouliot100% (1)
- Trailer Frame Building TutorialDocument33 pagesTrailer Frame Building TutorialEduardo LopesNo ratings yet
- Kitplane Composite 2Document4 pagesKitplane Composite 2proxymo1No ratings yet
- Work, An Illustrated Magazine...Document16 pagesWork, An Illustrated Magazine...Ricardo Luis Martin Sant'AnnaNo ratings yet
- 1-16 Damiler 120-hp MotorDocument5 pages1-16 Damiler 120-hp MotorkiwikitbasherNo ratings yet
- Body Lift Roller PlansDocument50 pagesBody Lift Roller PlansEllyn MohdNo ratings yet
- Proteus FramebuildingDocument114 pagesProteus FramebuildingMark JohanssonNo ratings yet
- Things To MakeDocument135 pagesThings To Makealin.achim85No ratings yet
- Quadricycle Manual PDFDocument118 pagesQuadricycle Manual PDFserban_elNo ratings yet
- The Recumbent Bicycle and Human Powered Vehicle Information Center11Document1 pageThe Recumbent Bicycle and Human Powered Vehicle Information Center11Marcel PiersonNo ratings yet
- Stirling EngineDocument7 pagesStirling Enginewardendavid5591No ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Making Yard DetailsDocument6 pagesMaking Yard DetailsEdwin CastañedaNo ratings yet
- Build Your Own 3d Printing Filament Factory Filame PDFDocument25 pagesBuild Your Own 3d Printing Filament Factory Filame PDFCesar AzcargortaNo ratings yet
- Plastikov v3.0 Build TutorialDocument29 pagesPlastikov v3.0 Build TutorialMatheus stone100% (1)
- Info Eduard 2012 07ENDocument38 pagesInfo Eduard 2012 07ENjaklaudiusz100% (6)
- The Marmo Method Modelbuilding Guide #16: Building A 1/35th Scale Catepillar Sixty TractorFrom EverandThe Marmo Method Modelbuilding Guide #16: Building A 1/35th Scale Catepillar Sixty TractorNo ratings yet
- Building and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersFrom EverandBuilding and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersNo ratings yet
- The Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoFrom EverandThe Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoNo ratings yet
- The Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteFrom EverandThe Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteNo ratings yet
- Practical Blacksmithing Vol. IV: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsFrom EverandPractical Blacksmithing Vol. IV: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsRating: 5 out of 5 stars5/5 (1)
- Rotorcraft Automatic Flight ControlDocument11 pagesRotorcraft Automatic Flight Controljacob ellyNo ratings yet
- Gyroscopic InstrumentsDocument16 pagesGyroscopic Instrumentsjacob ellyNo ratings yet
- Control SystemsDocument10 pagesControl Systemsjacob ellyNo ratings yet
- Flight InstrumentsDocument25 pagesFlight Instrumentsjacob ellyNo ratings yet
- NETWORKS Topic 2.2Document14 pagesNETWORKS Topic 2.2jacob ellyNo ratings yet
- NETWORKS Topic 1Document4 pagesNETWORKS Topic 1jacob ellyNo ratings yet
- 07 Auto Pilot - 3 Fundamentals - 2Document29 pages07 Auto Pilot - 3 Fundamentals - 2jacob ellyNo ratings yet
- DCM NotesDocument102 pagesDCM Notesjacob ellyNo ratings yet
- Matrix of Changes To Civil Aviation Personnel Licensing Regulations 2021..Document50 pagesMatrix of Changes To Civil Aviation Personnel Licensing Regulations 2021..jacob ellyNo ratings yet
- Clearance Sale 102022Document4 pagesClearance Sale 102022jacob ellyNo ratings yet
- New To Carbon Fibre Fabrication V4.pdf Version 1Document4 pagesNew To Carbon Fibre Fabrication V4.pdf Version 1jacob ellyNo ratings yet
- System PerformanceDocument18 pagesSystem Performancejacob ellyNo ratings yet
- Airframes (Purity)Document130 pagesAirframes (Purity)jacob ellyNo ratings yet
- Misc4 DeliverablesCombinedF2008Document24 pagesMisc4 DeliverablesCombinedF2008jacob ellyNo ratings yet
- Propeller MaintainanceDocument9 pagesPropeller Maintainancejacob ellyNo ratings yet
- 11auto Pilot - 7 Rotorcraft SystemsDocument68 pages11auto Pilot - 7 Rotorcraft Systemsjacob ellyNo ratings yet
- Design and Numerical Modeling of A Pressurized Airframe Bulkhead Joint-2015Document29 pagesDesign and Numerical Modeling of A Pressurized Airframe Bulkhead Joint-2015jacob ellyNo ratings yet
- DCNDocument118 pagesDCNjacob ellyNo ratings yet
- 09 Auto Pilot - 5 Roll Channel SystemsDocument45 pages09 Auto Pilot - 5 Roll Channel Systemsjacob ellyNo ratings yet
- Qdoc - Tips - Modern Guided Aircraft BombsDocument14 pagesQdoc - Tips - Modern Guided Aircraft Bombsjacob ellyNo ratings yet
- w78 2014 Paper 160Document8 pagesw78 2014 Paper 160jacob ellyNo ratings yet
- Signal Flow GraphsDocument13 pagesSignal Flow Graphsjacob ellyNo ratings yet
- SA 1979 Landing GearDocument10 pagesSA 1979 Landing Gearjacob ellyNo ratings yet
- Transistor CalculationsDocument14 pagesTransistor Calculationsjacob ellyNo ratings yet
- Shearing Forces and Bending MomentsDocument12 pagesShearing Forces and Bending Momentsjacob ellyNo ratings yet
- Zhang 2020 IOP Conf. Ser. Mater. Sci. Eng. 926 012027Document9 pagesZhang 2020 IOP Conf. Ser. Mater. Sci. Eng. 926 012027jacob ellyNo ratings yet
- Gear TrainsDocument24 pagesGear Trainsjacob ellyNo ratings yet
- Wing Mass CalculationDocument3 pagesWing Mass Calculationjacob ellyNo ratings yet
- Equipped For Night FlyingDocument6 pagesEquipped For Night Flyingjacob ellyNo ratings yet
- Electronics Amplifier FormulasDocument8 pagesElectronics Amplifier Formulasjacob ellyNo ratings yet
- 5 Axis Arm Robot TrainerDocument399 pages5 Axis Arm Robot TrainerTINDER USERNo ratings yet
- Check SheetDocument6 pagesCheck SheetSyarif HidayatNo ratings yet
- Compressor MSWV 80 Max Two Stages 175 PsigDocument2 pagesCompressor MSWV 80 Max Two Stages 175 PsigebebvetbNo ratings yet
- FSD GAA30782GAB Feature and Set Up Description - 2015-05-28Document196 pagesFSD GAA30782GAB Feature and Set Up Description - 2015-05-28Nebyu GetachewNo ratings yet
- S.No Item Description Alternate Part QTY UOM Total Price RS Delivery Date Requested Part No. Unit Price RSDocument1 pageS.No Item Description Alternate Part QTY UOM Total Price RS Delivery Date Requested Part No. Unit Price RSThirshika EnterprisesNo ratings yet
- Advance Power Electronics and Control - Unit 3 - Week 2Document4 pagesAdvance Power Electronics and Control - Unit 3 - Week 2raghu_chandra_3No ratings yet
- 2106 10Y RF Smoke Product Sheet - REV3Document4 pages2106 10Y RF Smoke Product Sheet - REV3aashiq2006No ratings yet
- Machine Inspection Manual (Work Flow)Document6 pagesMachine Inspection Manual (Work Flow)Erfan.TNo ratings yet
- Sri Jayachamarajendra College of EngineeringDocument13 pagesSri Jayachamarajendra College of EngineeringFernando Desengkie SangmaNo ratings yet
- N13201 - DR B R Ambedkar NIT Jalandhar - Supra Sae India 2014 - Design Spec SheetDocument4 pagesN13201 - DR B R Ambedkar NIT Jalandhar - Supra Sae India 2014 - Design Spec Sheetsatbirsingh123No ratings yet
- Generator Manual 1Document392 pagesGenerator Manual 1Gopal Radhakrishnan100% (5)
- Beumer Belt Bucket Elevator enDocument8 pagesBeumer Belt Bucket Elevator enLev Maravi MandujanoNo ratings yet
- Point Wiring RatesDocument9 pagesPoint Wiring RatesDnyaneshwar KanadeNo ratings yet
- LT Hanyoung Nux Timer Series User ManualDocument7 pagesLT Hanyoung Nux Timer Series User ManualDanang MTANo ratings yet
- AX24259 - Manually Programming The AE-2 ESCDocument1 pageAX24259 - Manually Programming The AE-2 ESCNirwan Purwa LahardiNo ratings yet
- Borneras ChintDocument2 pagesBorneras ChintGina Moron MoronNo ratings yet
- Electrical Design and DraftingDocument3 pagesElectrical Design and DraftingMURALINo ratings yet
- Ups 30kva ManualDocument44 pagesUps 30kva ManualLods NgassaNo ratings yet
- As-Is Air Compressors Management (V1)Document1 pageAs-Is Air Compressors Management (V1)Muhammad Faizan SiddiquiNo ratings yet
- Analog Devices - MT-016Document6 pagesAnalog Devices - MT-016ModyKing99No ratings yet
- Carefusion Connectors Adapters TeesDocument17 pagesCarefusion Connectors Adapters Teesrubenr25No ratings yet
- Ilide - Info Physics Investigatory Project Class 12 Cbse PRDocument20 pagesIlide - Info Physics Investigatory Project Class 12 Cbse PRSumeet JanaNo ratings yet
- Mechanical Measurement and Control - Question BankDocument3 pagesMechanical Measurement and Control - Question BankPrithvi ManwaniNo ratings yet
- Completion Certificate GoudagudaDocument2 pagesCompletion Certificate GoudagudasatyabannayakNo ratings yet
- Ansi MV Ovcb Sdv7 Enclosure Im enDocument56 pagesAnsi MV Ovcb Sdv7 Enclosure Im enrhap_0925060No ratings yet
- Sensor Ub1000 Pepperl FuchsDocument4 pagesSensor Ub1000 Pepperl FuchsKrisna Kiira MorinoNo ratings yet
- The Importance of Measuring InductanceDocument8 pagesThe Importance of Measuring InductanceMohamed MiraNo ratings yet
- Air Dried Tissue Machine Drive System EnglishDocument11 pagesAir Dried Tissue Machine Drive System EnglishWilson FigueiraNo ratings yet