Download as pdf or txt
You might also like
- Helmut Zander, Anthroposophie in DeutschlandDocument14 pagesHelmut Zander, Anthroposophie in DeutschlandBibliorare100% (1)
- Datasheet-Sandvik-Hiflex-En-V2019-06-07 14 - 59 Version 1Document5 pagesDatasheet-Sandvik-Hiflex-En-V2019-06-07 14 - 59 Version 1Raja Sekaran SajjaNo ratings yet
- Catalogue Silicon Steel CoresDocument35 pagesCatalogue Silicon Steel CoresraushankNo ratings yet
- Critical Seal Design Tolerance Charts: Recommended Shaft and Bore TolerancesDocument3 pagesCritical Seal Design Tolerance Charts: Recommended Shaft and Bore TolerancesRameshNo ratings yet
- Forging BasicsDocument9 pagesForging BasicsAl EnggNo ratings yet
- Tolerances To en 10051Document2 pagesTolerances To en 10051Joan ReigNo ratings yet
- Investment Casting TolerancesDocument1 pageInvestment Casting TolerancesPardeep SharmaNo ratings yet
- Shaft Seals With A Type 5 Stop: Seal Design DescriptionDocument5 pagesShaft Seals With A Type 5 Stop: Seal Design DescriptionJoni HartonoNo ratings yet
- Bearing and Sealing Components: For Mechanical EngineeringDocument24 pagesBearing and Sealing Components: For Mechanical EngineeringramakantinamdarNo ratings yet
- Metal-Coated - Galvsteel: Data SheetDocument2 pagesMetal-Coated - Galvsteel: Data SheetjcvalenciaNo ratings yet
- 1) Thickness Tolerance (IS: 852-1985) : A) Hot Rolled SectionsDocument2 pages1) Thickness Tolerance (IS: 852-1985) : A) Hot Rolled Sectionsketan mehtaNo ratings yet
- Casting TolerancesDocument2 pagesCasting TolerancesAnonymous shUWODvoNo ratings yet
- Beryllium Copper (C17200) DatasheetDocument2 pagesBeryllium Copper (C17200) Datasheetjr_satishNo ratings yet
- Esteves Group Bunching Dies 2018 04 EU EN PDFDocument2 pagesEsteves Group Bunching Dies 2018 04 EU EN PDFYayan RnsNo ratings yet
- Grades and Tolerances of Bearing BallsDocument1 pageGrades and Tolerances of Bearing BallsAjay BorawakeNo ratings yet
- FJ Product Data Standard Shaft Seal VCW 064526200 1714 08122015Document5 pagesFJ Product Data Standard Shaft Seal VCW 064526200 1714 08122015Mochamad CholiqNo ratings yet
- Seamless Circular Tubes of Non-Alloy Steels With Special Quality RequirementsDocument2 pagesSeamless Circular Tubes of Non-Alloy Steels With Special Quality RequirementsWiryanto DewobrotoNo ratings yet
- MicrometroDocument1 pageMicrometroEnriqueVeNo ratings yet
- Property ModificationDocument4 pagesProperty ModificationAldrin BernardoNo ratings yet
- Yellow: LM6 (EN 1706 AC-44100) Aluminium Casting AlloyDocument3 pagesYellow: LM6 (EN 1706 AC-44100) Aluminium Casting AlloySohail ShaikhNo ratings yet
- Supertec Galvanized Steel SpecsDocument6 pagesSupertec Galvanized Steel Specszineil BlackwoodNo ratings yet
- Glass Specifications ClicktouchDocument7 pagesGlass Specifications ClicktouchAldrian BarbasanNo ratings yet
- Lypds Adk-2022-2 FaDocument2 pagesLypds Adk-2022-2 Famicko kennoviyanaNo ratings yet
- Grade of Concrete Permissible Stress in Compression Bending DirectDocument37 pagesGrade of Concrete Permissible Stress in Compression Bending DirectKasiNo ratings yet
- 0607 Carcoseal Un Data SheetDocument2 pages0607 Carcoseal Un Data SheetMarco FranceseNo ratings yet
- Outside Micrometers: Series 102Document2 pagesOutside Micrometers: Series 102PeepeepoopoomanNo ratings yet
- Cromax 280X: Hard Chrome BarDocument4 pagesCromax 280X: Hard Chrome BarpeterNo ratings yet
- Hydro-Catalogue-08 09 2020Document74 pagesHydro-Catalogue-08 09 2020Prince MiwaNo ratings yet
- Meltio Mild Steel ER70S - Material - DatasheetDocument2 pagesMeltio Mild Steel ER70S - Material - DatasheetJakNo ratings yet
- H - Class Fibre Glass SleevesDocument1 pageH - Class Fibre Glass SleevesHARSHNo ratings yet
- TIE44 Processing of ZerodurDocument11 pagesTIE44 Processing of Zerodur侯涛No ratings yet
- Celsius SHS: Celsius Structural Hollow SectionsDocument13 pagesCelsius SHS: Celsius Structural Hollow SectionsDuarte CardosoNo ratings yet
- GALVSTEEL® G300 SteelDocument2 pagesGALVSTEEL® G300 SteelTulus Ztx ZaputroNo ratings yet
- Din 10060 - 2005Document5 pagesDin 10060 - 2005krkmurthyNo ratings yet
- Tata Steel - C75S - Data Sheet ENDocument2 pagesTata Steel - C75S - Data Sheet ENАндрей МеньшовNo ratings yet
- Standard Tolerance Guide Sheet: Rubber MouldingDocument1 pageStandard Tolerance Guide Sheet: Rubber MouldingMarcos Antonio RossiNo ratings yet
- Ch-24 Limit, Tolerance - FitsDocument62 pagesCh-24 Limit, Tolerance - FitsAdhanom G.No ratings yet
- Data Sheet 2351 COR-TEN® A, Hot Rolled 2017-04-19 PDFDocument2 pagesData Sheet 2351 COR-TEN® A, Hot Rolled 2017-04-19 PDFCristian RamirezNo ratings yet
- COR-TEN A, Hot Rolled: General Product DescriptionDocument2 pagesCOR-TEN A, Hot Rolled: General Product DescriptionCristian RamirezNo ratings yet
- Machining Processes Used To Produce Round ShapesDocument47 pagesMachining Processes Used To Produce Round Shapes2arunagiriNo ratings yet
- HysonCells Overview2012Document76 pagesHysonCells Overview2012paulogmello0% (1)
- The Accuracy Under VDG - Merkblatt P690: Length Tolerances (In MM)Document2 pagesThe Accuracy Under VDG - Merkblatt P690: Length Tolerances (In MM)MichaelNo ratings yet
- Specifications: Dimensional TolerancesDocument1 pageSpecifications: Dimensional TolerancesIvar KuusikNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- AS/NZS 3678 - 300 XLERPLATE Steel: General Description Australian StandardsDocument2 pagesAS/NZS 3678 - 300 XLERPLATE Steel: General Description Australian StandardsAdamNo ratings yet
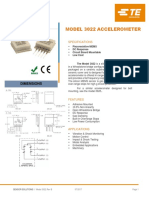
- Model 3022 Accelerometer: DimensionsDocument3 pagesModel 3022 Accelerometer: DimensionsRahulNo ratings yet
- M25 Mix Design 100 Recycled AggregateDocument9 pagesM25 Mix Design 100 Recycled AggregateRakesh ReddyNo ratings yet
- 6082 Extruded ENDocument3 pages6082 Extruded ENKeyur LadaniNo ratings yet
- H Beam STDDocument2 pagesH Beam STDPamungkasNo ratings yet
- Essar Steel Rockstar 400Document2 pagesEssar Steel Rockstar 400HimanshuNarayanSinghNo ratings yet
- Technical Aluminium Alloys LM20 09 05 22Document3 pagesTechnical Aluminium Alloys LM20 09 05 22baskaran.marieNo ratings yet
- NOTA Offers Natural Diamond and Synthetic Monocrystalline Diamond DiesDocument5 pagesNOTA Offers Natural Diamond and Synthetic Monocrystalline Diamond DiesTrajkoNo ratings yet
- NIC Components NRM SeriesDocument1 pageNIC Components NRM SeriesNICCompNo ratings yet
- Z ZhaoDocument15 pagesZ Zhaoxaen.ali3No ratings yet
- General Tolerances DIN ISO 2768Document4 pagesGeneral Tolerances DIN ISO 2768Ecaterina RusuNo ratings yet
- ASTM A370 Standard Specimen: A. Plat Type and Sheet TypeDocument8 pagesASTM A370 Standard Specimen: A. Plat Type and Sheet TypeAGnes Stephani MuntheNo ratings yet
- Mechanical Limit, Tolerance & FitsDocument104 pagesMechanical Limit, Tolerance & FitssrinivasNo ratings yet
- Durability: Hot Dip Galvanised Steel Sheet & CoilDocument8 pagesDurability: Hot Dip Galvanised Steel Sheet & CoilDin TcmNo ratings yet
- En10140 250700Document6 pagesEn10140 250700ersin esenNo ratings yet
- Catálogo Bombas K3V y K5VDocument15 pagesCatálogo Bombas K3V y K5VRamón Rivera100% (2)
- Appositives and AdjectiveDocument2 pagesAppositives and AdjectiveRinda RiztyaNo ratings yet
- Mick Thomson's Guitars and GearDocument10 pagesMick Thomson's Guitars and GearAleksandar LjubinkovicNo ratings yet
- 11th English BE Confident 5 Test Questions With Answer PDF DownloadDocument57 pages11th English BE Confident 5 Test Questions With Answer PDF Downloadbsai2749No ratings yet
- Staff Data Format-AUCDocument1 pageStaff Data Format-AUCSenthil KumarNo ratings yet
- Brkarc-2350 - 2014Document128 pagesBrkarc-2350 - 2014Sarah AnandNo ratings yet
- SAP Kernel 720Document24 pagesSAP Kernel 720rajaraobhmNo ratings yet
- Al Boury Oil FieldDocument11 pagesAl Boury Oil FieldSherif MohammedNo ratings yet
- Front Wheel Assy. DrumDocument2 pagesFront Wheel Assy. DrumSoroj BiswasNo ratings yet
- Bill of QuantityDocument6 pagesBill of QuantityKhairoden SangcopanNo ratings yet
- InfoDocument2 pagesInfofukinbobNo ratings yet
- Commercial Negotiations NotesDocument14 pagesCommercial Negotiations NotesJoan Foster100% (1)
- 6501i-8001i Manual de Servicio r5Document1,126 pages6501i-8001i Manual de Servicio r5marco102167% (3)
- Jetblue Airways: A New BeginningDocument25 pagesJetblue Airways: A New BeginningHesty Tri BudihartiNo ratings yet
- Corrosion Detection Midterm LessonDocument52 pagesCorrosion Detection Midterm LessonVv ZoidNo ratings yet
- Spare Parts Catalogue: AXLE 26.18 - (CM8118) REF: 133821Document8 pagesSpare Parts Catalogue: AXLE 26.18 - (CM8118) REF: 133821Paulinho InformáticaNo ratings yet
- Lean StartupDocument10 pagesLean StartupAlfredo Romero GNo ratings yet
- Chebyshev Filter: Linear Analog Electronic FiltersDocument10 pagesChebyshev Filter: Linear Analog Electronic FiltersSri Jai PriyaNo ratings yet
- The Spirit of Jugaad / Bricolage For Enhanced Corporate EntrepreneurshipDocument20 pagesThe Spirit of Jugaad / Bricolage For Enhanced Corporate EntrepreneurshippanditpreachesNo ratings yet
- Earth Dams Foundation & Earth Material InvestigationDocument111 pagesEarth Dams Foundation & Earth Material Investigationmustafurade1No ratings yet
- Worksheet in Deloittes System Design DocumentDocument32 pagesWorksheet in Deloittes System Design Documentascentcommerce100% (1)
- Flow of Communication: Emergency Response For Oil SpillageDocument5 pagesFlow of Communication: Emergency Response For Oil Spillagenarm nNo ratings yet
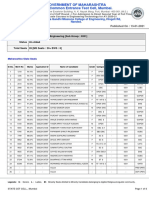
- 2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedDocument8 pages2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedAjit DeshmukhNo ratings yet
- Bread Board - Transformer - PCB - Soldering - LectureDocument31 pagesBread Board - Transformer - PCB - Soldering - Lectureananyautkarsh140904No ratings yet
- Iso 7966 1993Document11 pagesIso 7966 1993Sci KelayNo ratings yet
- Brac Bank LimitedDocument1 pageBrac Bank LimitedMd Mojibar RahmanNo ratings yet
- Application Form For Initial Review: Section A - Basic InformationDocument33 pagesApplication Form For Initial Review: Section A - Basic Informationsaptarshi DasNo ratings yet