Download as pdf or txt
You might also like
- Paper On Mass CustomisationDocument9 pagesPaper On Mass CustomisationSakshi SinghNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument24 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublishernawramiNo ratings yet
- 3D Printing of Buildings Construction of The Sustainable Ho 2017 Energy ProDocument10 pages3D Printing of Buildings Construction of The Sustainable Ho 2017 Energy ProSandor ManesesNo ratings yet
- IJIS2020 AcceptedVesrionDocument26 pagesIJIS2020 AcceptedVesrionnyandeniunhlakaNo ratings yet
- Reengineering of The Design ProcessDocument7 pagesReengineering of The Design ProcessErdal TekinNo ratings yet
- Industrial Engineering Thesis ExamplesDocument6 pagesIndustrial Engineering Thesis Examplesstefanieyangmanchester100% (3)
- Application of CAD/CAE & Rapid Prototyping Technology in Medical FieldDocument5 pagesApplication of CAD/CAE & Rapid Prototyping Technology in Medical FieldRizwanNo ratings yet
- Pcu ThesisDocument8 pagesPcu Thesisafcmoeptd100% (1)
- The Impact of 3D Printing Technologies On Business Model InnovationDocument15 pagesThe Impact of 3D Printing Technologies On Business Model InnovationProjecto BizagiNo ratings yet
- Optimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmDocument7 pagesOptimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmshubNo ratings yet
- LAMPA-P&I - VRAP - 2013+oct - BOYARD - CHRISTMANN - RICHIR ArchivooooooooDocument8 pagesLAMPA-P&I - VRAP - 2013+oct - BOYARD - CHRISTMANN - RICHIR Archivooooooooandrea hormazabalNo ratings yet
- Vibr - Conceptualising A Virtual Big Room Through The Framework of People, Processes and TechnologyDocument8 pagesVibr - Conceptualising A Virtual Big Room Through The Framework of People, Processes and TechnologyCristhian Peña SaavedraNo ratings yet
- Technovation: Anmar Kamalaldin, David SJ Odin, Dusana Hullova, Vinit ParidaDocument18 pagesTechnovation: Anmar Kamalaldin, David SJ Odin, Dusana Hullova, Vinit ParidaFarrah JunitaNo ratings yet
- O M P U T e R I D e D e S I G NDocument27 pagesO M P U T e R I D e D e S I G NErAmolDhakaneNo ratings yet
- Distributed Augmented Reality For Collaborative Design ApplicationsDocument22 pagesDistributed Augmented Reality For Collaborative Design Applicationsณัฐกฤตา มงคลศริNo ratings yet
- Features and Design Patterns - A Comparison: Florian Arnold, Gerd PodehlDocument9 pagesFeatures and Design Patterns - A Comparison: Florian Arnold, Gerd PodehlMicky ManNo ratings yet
- Journal Pre-Proof: European Journal of Operational ResearchDocument41 pagesJournal Pre-Proof: European Journal of Operational ResearchMosinoiuNo ratings yet
- Bim & The 5D Project Cost Manager: SciencedirectDocument10 pagesBim & The 5D Project Cost Manager: Sciencedirectsaad hussainNo ratings yet
- Advances in Engineering Software: Manso Groen, Soheil Solhjoo, Ruud Voncken, Jan Post, Antonis. I. Vakis TDocument13 pagesAdvances in Engineering Software: Manso Groen, Soheil Solhjoo, Ruud Voncken, Jan Post, Antonis. I. Vakis TZeliha YılmazNo ratings yet
- AMTA UNIT5 CompleteDocument20 pagesAMTA UNIT5 CompleteAdula RajasekharNo ratings yet
- Rapid Factory Layout Design PDFDocument7 pagesRapid Factory Layout Design PDFYogi NasutionNo ratings yet
- Model WhyDocument11 pagesModel WhyhkgraoNo ratings yet
- Computer Aided Design For Additive Manufacturing of Cellular StructuresDocument11 pagesComputer Aided Design For Additive Manufacturing of Cellular StructuresthlpapNo ratings yet
- DETERMINATION OF ENGINEERING DIGITALIZATIO - Tafivizi ZavarchDocument10 pagesDETERMINATION OF ENGINEERING DIGITALIZATIO - Tafivizi Zavarchyt.smelting071No ratings yet
- On The Unification Power of ModelsDocument31 pagesOn The Unification Power of ModelsWagner LucianoNo ratings yet
- Development of A Remote Collaborative Forging Engineering SystemDocument9 pagesDevelopment of A Remote Collaborative Forging Engineering SystemAmir JoonNo ratings yet
- Herrmann Dan Mezini, 2013Document21 pagesHerrmann Dan Mezini, 2013RuslahNo ratings yet
- Factory Layout PlannerDocument10 pagesFactory Layout PlannerPedro Milton ChibulachoNo ratings yet
- Li 2012Document10 pagesLi 2012SahaNo ratings yet
- Optimization Workflows For Linking Model-Based SysDocument24 pagesOptimization Workflows For Linking Model-Based Syszvonimir.lipsinicNo ratings yet
- What Are Principles For Design For Additive Manufacturing?: January 2014Document7 pagesWhat Are Principles For Design For Additive Manufacturing?: January 2014raicogonzalezNo ratings yet
- Automatic FE Modeling and Parameterization in GeotDocument17 pagesAutomatic FE Modeling and Parameterization in GeotJuan BrugadaNo ratings yet
- "Innovative Single-Piece Pattern Design For 3D Printing: A Paradigm Shift in Manufacturing" byDocument4 pages"Innovative Single-Piece Pattern Design For 3D Printing: A Paradigm Shift in Manufacturing" bygosaviprasanna0No ratings yet
- Visualization Support For Virtual RedesiDocument6 pagesVisualization Support For Virtual RedesiTGTrindadeNo ratings yet
- An Introduction To Data Envelopment Analysis in Technology ManageDocument7 pagesAn Introduction To Data Envelopment Analysis in Technology ManageJob OpueNo ratings yet
- Institute of Distance Education University of Madras CHENNAI - 600 005Document63 pagesInstitute of Distance Education University of Madras CHENNAI - 600 005Rajath K RNo ratings yet
- Integrating Creative Steps in CAD Process: October 2000Document29 pagesIntegrating Creative Steps in CAD Process: October 2000Amna EjazNo ratings yet
- Computers & Industrial Engineering: A B A A ADocument15 pagesComputers & Industrial Engineering: A B A A ADevani NendiNo ratings yet
- 2022model-Based Data Integration Along The Product & Service Life Cycle Supported by Digital TwinningDocument11 pages2022model-Based Data Integration Along The Product & Service Life Cycle Supported by Digital TwinningGiu FaccoNo ratings yet
- Adaptação ModeloDocument16 pagesAdaptação ModeloDouglas ACNo ratings yet
- Digital Manufacturing in Smart Manufacturing Systems: Contribution, Barriers, and Future DirectionsDocument10 pagesDigital Manufacturing in Smart Manufacturing Systems: Contribution, Barriers, and Future DirectionsHaitham HaithamNo ratings yet
- ProMoTe A Data Product Model Template For Data MeshesDocument18 pagesProMoTe A Data Product Model Template For Data Meshestazziee8No ratings yet
- Additive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuDocument8 pagesAdditive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuYohannes AbebeNo ratings yet
- IMECE2012-87820: Devdas Shetty Louis ManzioneDocument10 pagesIMECE2012-87820: Devdas Shetty Louis ManzioneRonald GeorgeNo ratings yet
- 1 s2.0 S036083522100512X MainDocument19 pages1 s2.0 S036083522100512X MainAliNo ratings yet
- Electric Discharge Machining EDM by Varun AroraDocument20 pagesElectric Discharge Machining EDM by Varun AroraVarun AroraNo ratings yet
- Crash FE Simulation in The Design Process - Theory and ApplicationDocument23 pagesCrash FE Simulation in The Design Process - Theory and ApplicationandreeafinNo ratings yet
- Benchmark On Human Simulation Tools: A Transdisciplinary ApproachDocument10 pagesBenchmark On Human Simulation Tools: A Transdisciplinary ApproachJosip StjepandicNo ratings yet
- D - Xueming Qian - 2018 - Article - CollaborationSpaceDivisionInCoDocument14 pagesD - Xueming Qian - 2018 - Article - CollaborationSpaceDivisionInCoHMR SILOGNo ratings yet
- DT Product ManahementDocument16 pagesDT Product ManahementRaddan AgimularNo ratings yet
- Soco D 23 01078 - R1Document92 pagesSoco D 23 01078 - R1JIAJIA LIUNo ratings yet
- International Journal of Industrial Ergonomics: A A B ADocument10 pagesInternational Journal of Industrial Ergonomics: A A B AViola IndiraNo ratings yet
- Open MDAODocument31 pagesOpen MDAOFabián AcevedoNo ratings yet
- Thesis Topics For Industrial EngineeringDocument5 pagesThesis Topics For Industrial Engineeringseewbyvff100% (2)
- Applications of Digital TwinDocument34 pagesApplications of Digital TwinParsaNo ratings yet
- Community-Oriented Landscape Design For Sustainability in Architecture and PlanningDocument8 pagesCommunity-Oriented Landscape Design For Sustainability in Architecture and PlanningFaris DelNo ratings yet
- Caso de Sucesso 2Document14 pagesCaso de Sucesso 2Gabriel Ricardo de SousaNo ratings yet
- Unleash The Power of The Installed Base Identifying C - 2023 - Industrial MarkeDocument12 pagesUnleash The Power of The Installed Base Identifying C - 2023 - Industrial Marke27. Nurul MuthmainnaNo ratings yet
- Optimizing The Order Processing of Customized Products Using Product ConfigurationDocument9 pagesOptimizing The Order Processing of Customized Products Using Product Configurationhayat.koma.2023No ratings yet
- Multi-Hosting Application & Balloon Services: A Novel Cloud Native Architecture & Its EcosystemFrom EverandMulti-Hosting Application & Balloon Services: A Novel Cloud Native Architecture & Its EcosystemNo ratings yet
- Spahiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1031 012039Document10 pagesSpahiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1031 012039aqsa imranNo ratings yet
- J Sbspro 2015 06 283Document10 pagesJ Sbspro 2015 06 283aqsa imranNo ratings yet
- PhysRevPhysEducRes 15 020102Document20 pagesPhysRevPhysEducRes 15 020102aqsa imranNo ratings yet
- UntitledDocument223 pagesUntitledaqsa imranNo ratings yet
- 1681298860Document10 pages1681298860aqsa imranNo ratings yet
- Sport TechDocument34 pagesSport Techaqsa imranNo ratings yet
- Ultrasonic Welding Sewing MachineDocument24 pagesUltrasonic Welding Sewing Machineaqsa imranNo ratings yet
- 1 s2.0 S2212827119308613 MainDocument6 pages1 s2.0 S2212827119308613 Mainaqsa imranNo ratings yet
- DefenseDocument22 pagesDefenseaqsa imranNo ratings yet
- Medical TextilesDocument30 pagesMedical Textilesaqsa imranNo ratings yet
- Otago 059029Document2 pagesOtago 059029aqsa imranNo ratings yet
- ErgonomicsDocument29 pagesErgonomicsaqsa imranNo ratings yet
- Full Text 01Document5 pagesFull Text 01aqsa imranNo ratings yet
- Liu 2019Document9 pagesLiu 2019aqsa imranNo ratings yet
- Social Acceptability and Product Attributes of Smart Apparel: Their Effects On Consumers' Attitude and Use IntentionDocument11 pagesSocial Acceptability and Product Attributes of Smart Apparel: Their Effects On Consumers' Attitude and Use Intentionaqsa imranNo ratings yet
- Innovative Method For Creating Fitted Brassiere Wire Prototype Based On Transformation Matrix AlgorithmDocument7 pagesInnovative Method For Creating Fitted Brassiere Wire Prototype Based On Transformation Matrix Algorithmaqsa imranNo ratings yet
- Full TextDocument229 pagesFull Textaqsa imranNo ratings yet
- Technical Textiles ProtectDocument52 pagesTechnical Textiles Protectaqsa imranNo ratings yet
- 14 Chapter 8Document13 pages14 Chapter 8aqsa imranNo ratings yet
- Cai 2017Document8 pagesCai 2017aqsa imranNo ratings yet
- Hiltex Alf: Hiltex Boron-Free Continuous Alumina-Silica FiberDocument28 pagesHiltex Alf: Hiltex Boron-Free Continuous Alumina-Silica Fiberaqsa imranNo ratings yet
- Faculty LayoutDocument48 pagesFaculty Layoutaqsa imranNo ratings yet
- 10 1109@jeeit 2019 8717498Document6 pages10 1109@jeeit 2019 8717498aqsa imranNo ratings yet
- Breakeven AnalysisDocument39 pagesBreakeven Analysisaqsa imranNo ratings yet
- Preview: Design Requirements For Female Boomer Activewear: A Sequential Exploratory Mixed Methods StudyDocument24 pagesPreview: Design Requirements For Female Boomer Activewear: A Sequential Exploratory Mixed Methods Studyaqsa imranNo ratings yet
- Personal Protective EquipmentDocument36 pagesPersonal Protective Equipmentaqsa imranNo ratings yet
- Upcycling Used Garments To Recreate Sustainable FaDocument6 pagesUpcycling Used Garments To Recreate Sustainable Faaqsa imranNo ratings yet
- Expt 8 EDC-2Document8 pagesExpt 8 EDC-2samarthNo ratings yet
- Class Notes EMG 2404Document75 pagesClass Notes EMG 2404yassinNo ratings yet
- Polymer Membranes in Biomedical FieldDocument35 pagesPolymer Membranes in Biomedical FieldAbufathima CheruvadiNo ratings yet
- Queueing Theory - SlidesDocument40 pagesQueueing Theory - Slidesanjanadas2701No ratings yet
- FMF-01-10-911-302 - 100 GPM - 60 HZ Electric Motor DriveDocument1 pageFMF-01-10-911-302 - 100 GPM - 60 HZ Electric Motor DriveMarkNo ratings yet
- FMEA Nu CorkDocument19 pagesFMEA Nu CorkAjit SamalNo ratings yet
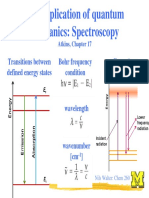
- The Application of Quantum Mechanics: SpectrosDocument7 pagesThe Application of Quantum Mechanics: SpectrosRa saNo ratings yet
- Soal Uts Akm2 (2020-2021)Document2 pagesSoal Uts Akm2 (2020-2021)Fania AmbarwantiNo ratings yet
- MSA Sample PresentationDocument9 pagesMSA Sample PresentationTom@GGCNo ratings yet
- The Implementation of Photovoltaic System and DC-DC Converter For The Production Process of Hydrogen Gas Through ElectrolysisDocument8 pagesThe Implementation of Photovoltaic System and DC-DC Converter For The Production Process of Hydrogen Gas Through ElectrolysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 1.08 Example: 1 Exploring DataDocument2 pages1.08 Example: 1 Exploring DataAisha ChohanNo ratings yet
- Anna University Aeronautics SyllabusDocument45 pagesAnna University Aeronautics Syllabusdinaero50% (2)
- QB WTDocument66 pagesQB WTSiddhi GavhaneNo ratings yet
- Vadodara District SchoolDocument13 pagesVadodara District SchoolBhaumik Mistry0% (1)
- Assignment 2Document4 pagesAssignment 2kalana chamodNo ratings yet
- Theory and Its Implication by Eyuel KokebDocument6 pagesTheory and Its Implication by Eyuel KokebEyuel KokebNo ratings yet
- Statista Digital Market Outlook: Product & MethodologyDocument42 pagesStatista Digital Market Outlook: Product & MethodologyKim Yến VũNo ratings yet
- Airavata DasaDocument67 pagesAiravata DasayogalinkNo ratings yet
- MSC Nastran - TroubleshootingDocument12 pagesMSC Nastran - TroubleshootingMuralidharan ShanmugamNo ratings yet
- GE4 Title Proposal FormatDocument7 pagesGE4 Title Proposal FormatArchie AmoraNo ratings yet
- Airium Acoustic PropertiesDocument22 pagesAirium Acoustic PropertiesAlaa MuneerNo ratings yet
- Building ITK-SNAP On WindowsDocument5 pagesBuilding ITK-SNAP On WindowsAkshatBordiaNo ratings yet
- Cost Allocation SAP HANADocument47 pagesCost Allocation SAP HANAAmy Nguyễn100% (1)
- 1 PUC Manual-17Document22 pages1 PUC Manual-17shyla100% (1)
- A Creep Life Assessment Method For Boiler Pipes Using Small Punch Creep TestDocument6 pagesA Creep Life Assessment Method For Boiler Pipes Using Small Punch Creep TestAndrea CalderaNo ratings yet
- Conbraco LP Sight Glasses PDFDocument16 pagesConbraco LP Sight Glasses PDFRICARDO MAMANI GARCIANo ratings yet
- Textbook Applied Nanophotonics Sergey V Gaponenko Ebook All Chapter PDFDocument53 pagesTextbook Applied Nanophotonics Sergey V Gaponenko Ebook All Chapter PDFsara.gleim919100% (19)
- Microstation V8 2004 Edition: Pattern/Graphics IssueDocument7 pagesMicrostation V8 2004 Edition: Pattern/Graphics IssueGeorgeman LópezNo ratings yet
- Eng Test AllDocument2 pagesEng Test AllWaseem AbbasNo ratings yet
- 73 Magazine 01 - January - 1961Document68 pages73 Magazine 01 - January - 1961viajerocanarioNo ratings yet