Download as pdf or txt
You might also like
- Piping Tie in Procedure Rev ADocument15 pagesPiping Tie in Procedure Rev AAnh Võ95% (21)
- SAEP-13 - 09 - 19 - 22 - NTC.1 (Fina)Document101 pagesSAEP-13 - 09 - 19 - 22 - NTC.1 (Fina)Ayman AdilNo ratings yet
- Sharan JSWDocument30 pagesSharan JSWLAXMI GUNTUKNo ratings yet
- Vedanta: Vedanta L Mited C O GasDocument13 pagesVedanta: Vedanta L Mited C O GasfirozNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument33 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- E in 100 PDFDocument87 pagesE in 100 PDFTae BangsenNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument30 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Section-III - CDU - Rev 1Document10 pagesSection-III - CDU - Rev 1adil khanNo ratings yet
- Low Density Polyethylene: DescriptionDocument2 pagesLow Density Polyethylene: DescriptionlyesNo ratings yet
- Project No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdsDocument6 pagesProject No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdssarathNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument35 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab Jacob100% (1)
- Ips-mbd18002-In-517 Rev. A - Ls Top MountedDocument8 pagesIps-mbd18002-In-517 Rev. A - Ls Top MountedNikhil KarkeraNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument25 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument33 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Wps 001Document19 pagesWps 001Rizwan.descon DesconNo ratings yet
- Random Packing: From Competitive Products To Advanced SolutionsDocument16 pagesRandom Packing: From Competitive Products To Advanced SolutionsiazcuzcNo ratings yet
- Engineering PortfolioDocument55 pagesEngineering PortfolioCarlos WotchoskiNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- R272PFC RRX R PLN 1001 A2Document97 pagesR272PFC RRX R PLN 1001 A2Joemon T JoyNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument89 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Pt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiDocument8 pagesPt. Adiprotek Envirodunia Pt. Pdpde Gas: Epcc Usm Metering Station at Simpang Abadi JambiAdhya RazanNo ratings yet
- 20G12-MF-0010 - RA Heat & Mass Balance Diagram-2 PDFDocument7 pages20G12-MF-0010 - RA Heat & Mass Balance Diagram-2 PDFahmedNo ratings yet
- Validation Certificate - PIPENET 1.6Document1 pageValidation Certificate - PIPENET 1.6ani_datNo ratings yet
- Ips I in 115Document39 pagesIps I in 115hrmoeziNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- C 3031 Ih 8-F TSP002 Att00Document21 pagesC 3031 Ih 8-F TSP002 Att00Joseph Samir Eshak100% (1)
- SPCL Offer 9 (New) - 03.12.09Document55 pagesSPCL Offer 9 (New) - 03.12.09ptn999No ratings yet
- IPS-MBD20031-In-512 - Data Sheet of Rotameter - ADocument3 pagesIPS-MBD20031-In-512 - Data Sheet of Rotameter - ANikhil KarkeraNo ratings yet
- Ario Damar - Sriwijaya Oil & Gas Development: Document No. CT-F17795-TE2-31-E-002-001Document5 pagesArio Damar - Sriwijaya Oil & Gas Development: Document No. CT-F17795-TE2-31-E-002-001idilfitriNo ratings yet
- 0721 Presentation To IOCLDocument48 pages0721 Presentation To IOCLShruti DuttNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Integrated Lean and Bim Processes For Modularised Construction - A Case StudyDocument13 pagesIntegrated Lean and Bim Processes For Modularised Construction - A Case StudyJuan CorvalánNo ratings yet
- 0006 SP 03Document11 pages0006 SP 03Tarik MoumeneNo ratings yet
- TechnimontDocument3 pagesTechnimonttonoxtonoxNo ratings yet
- 2c-Rev.1-Special Auxiliary Pipe SupportDocument27 pages2c-Rev.1-Special Auxiliary Pipe SupportcaochieuNo ratings yet
- Surge Vessel Testing: (Update As of 30th April 2015)Document2 pagesSurge Vessel Testing: (Update As of 30th April 2015)Syed AliNo ratings yet
- 2A P220 Accumulator Process Data Sheet PDFDocument3 pages2A P220 Accumulator Process Data Sheet PDFAhmed MusallamNo ratings yet
- VMS PDFDocument1 pageVMS PDFritoh8657No ratings yet
- GM479-R0731-000-PR-RP-0002 - 0-Isolation, Vent & Drain PhilosophyDocument42 pagesGM479-R0731-000-PR-RP-0002 - 0-Isolation, Vent & Drain PhilosophySuper 7100% (1)
- UntitledDocument24 pagesUntitledTuan LuuNo ratings yet
- 7S92-06011-CO-TP-541 MST For GRE Pipe Modification (ORV-D) r0Document17 pages7S92-06011-CO-TP-541 MST For GRE Pipe Modification (ORV-D) r0abdelmalek boudjemaaNo ratings yet
- Process Courses and Seminars March 21Document1 pageProcess Courses and Seminars March 21svnaik14No ratings yet
- 305-78-Me-Dts-00020 (171-T202)Document9 pages305-78-Me-Dts-00020 (171-T202)Gorkem DoraNo ratings yet
- RFP Documentation EPC G3 CCPP272 01Document208 pagesRFP Documentation EPC G3 CCPP272 01gujunjss100% (1)
- TF1 - 2M90 - 221103 - 2 - (10-GT-8001) General Arrangement Drawing - A1Document4 pagesTF1 - 2M90 - 221103 - 2 - (10-GT-8001) General Arrangement Drawing - A1nguyen duy thanhNo ratings yet
- Ips e in 100Document87 pagesIps e in 100charleselitb92No ratings yet
- SGIL Profile (SG)Document21 pagesSGIL Profile (SG)Soumitra GuptaNo ratings yet
- N.STD - Unit of MeasurementDocument12 pagesN.STD - Unit of MeasurementMatteoNo ratings yet
- Manual For Procurement of PPPs 2022 Clean v10 (Draft)Document86 pagesManual For Procurement of PPPs 2022 Clean v10 (Draft)Yogesh Sindhu100% (1)
- O7 08572-TRHT-AE-GN-00-OO-205 - Rev 0Document27 pagesO7 08572-TRHT-AE-GN-00-OO-205 - Rev 0kerkar mohammedNo ratings yet
- Construction Specification For Pressure Testing of PipingDocument30 pagesConstruction Specification For Pressure Testing of PipingHà HuệNo ratings yet
- 00250600BCST49051 Cdfe02 38Document38 pages00250600BCST49051 Cdfe02 38Mohammed HijaziNo ratings yet
- MOU Jan22Document8 pagesMOU Jan22Sujith Madatt ParambuNo ratings yet
- Safety and Handling: Technical Data SheetDocument15 pagesSafety and Handling: Technical Data SheetRonak MotaNo ratings yet
- CAIRN TSG L SP 0005 B1 Specification For Painting (Piping & Structural)Document13 pagesCAIRN TSG L SP 0005 B1 Specification For Painting (Piping & Structural)S. Mark100% (1)
- CAIRN-TSG-L-SP-0011-B2-Specification For Application of Torque For Flange JointsDocument13 pagesCAIRN-TSG-L-SP-0011-B2-Specification For Application of Torque For Flange JointsShivashankar Durga MedisettiNo ratings yet
- CAIRN-TSG-L-SP-0006-B2-Insulation (Piping)Document31 pagesCAIRN-TSG-L-SP-0006-B2-Insulation (Piping)Shivashankar Durga MedisettiNo ratings yet
- CAIRN-TSG-L-SP-0003-B1-Specification For Piping Fabrication and ErectionDocument7 pagesCAIRN-TSG-L-SP-0003-B1-Specification For Piping Fabrication and ErectionShivashankar Durga MedisettiNo ratings yet
- CAIRN-TSG-L-SP-0002-B2-Valve Material Specification (VMS)Document162 pagesCAIRN-TSG-L-SP-0002-B2-Valve Material Specification (VMS)Shivashankar Durga MedisettiNo ratings yet
- RG6-S-00-1360-231 - 0001 - 3 Technical Specification For Dual Plate Check ValvesDocument12 pagesRG6-S-00-1360-231 - 0001 - 3 Technical Specification For Dual Plate Check ValvesShivashankar Durga MedisettiNo ratings yet
- RG6-S-00-1370-041 - 0001 - 3 Pressure Relief DevicesDocument6 pagesRG6-S-00-1370-041 - 0001 - 3 Pressure Relief DevicesShivashankar Durga MedisettiNo ratings yet
- RG6-S-00-1360-083 - 0001 - 4 Specification For Forged Valves Non-CryogenicDocument8 pagesRG6-S-00-1360-083 - 0001 - 4 Specification For Forged Valves Non-CryogenicShivashankar Durga MedisettiNo ratings yet
- RG6-S-00-1360-075 - 0001 - 4 Specification For GasketsDocument8 pagesRG6-S-00-1360-075 - 0001 - 4 Specification For GasketsShivashankar Durga MedisettiNo ratings yet
- Albuquerque HL - Indoor Cannabis Garden GuideDocument11 pagesAlbuquerque HL - Indoor Cannabis Garden Guidedetrick19707913No ratings yet
- Perhitungan Berdasarkan Astm D 388-17Document5 pagesPerhitungan Berdasarkan Astm D 388-17Iyus Darmawan PYNo ratings yet
- Catalogo de Productos de AceroDocument20 pagesCatalogo de Productos de AceroDiether CortezNo ratings yet
- The Role of Microbiology in The Design and Development of Pharmaceutical Manufacturing ProcessesDocument4 pagesThe Role of Microbiology in The Design and Development of Pharmaceutical Manufacturing ProcessesHari RamNo ratings yet
- PCR PresentationDocument24 pagesPCR PresentationUsman Haider100% (1)
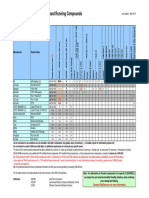
- VAM Recommended Storage Running Compound Tables - Rev May 2014Document1 pageVAM Recommended Storage Running Compound Tables - Rev May 2014saptagunungNo ratings yet
- 1983 JACS, Robins, Wilson, Hansske. Nucleic Acid Related Compounds. 42. A General Procedure For The Efficient Deoxy of 2nd OHDocument7 pages1983 JACS, Robins, Wilson, Hansske. Nucleic Acid Related Compounds. 42. A General Procedure For The Efficient Deoxy of 2nd OHBilly BenNo ratings yet
- Analysis of Pinch Point in Liquid Vapour Heat Exchanger of R134a DMAC Vapour Absorption Refrigeration System 2013 Applied Thermal EngineeringDocument8 pagesAnalysis of Pinch Point in Liquid Vapour Heat Exchanger of R134a DMAC Vapour Absorption Refrigeration System 2013 Applied Thermal EngineeringMauri AltamiranoNo ratings yet
- White Goods Cleaner MSDS (2742)Document10 pagesWhite Goods Cleaner MSDS (2742)Alamana CmeNo ratings yet
- Radiation SafetyDocument129 pagesRadiation SafetyHamid Alilou100% (1)
- Rate ReactionDocument10 pagesRate ReactionTsabit AlbananiNo ratings yet
- Using of Taguchi Method To Optimize The Casting of Al-Si /al O CompositesDocument8 pagesUsing of Taguchi Method To Optimize The Casting of Al-Si /al O Compositesarun_premnathNo ratings yet
- Ductile Iron: Rio Tinto Iron & TitaniumDocument18 pagesDuctile Iron: Rio Tinto Iron & TitaniumarirodriguezdiazNo ratings yet
- ASTM Specifications - American Galvanizers AssociationDocument6 pagesASTM Specifications - American Galvanizers AssociationNsidibe EtimNo ratings yet
- Ak 96 Fluid Unit - Flow Path: (Upgrade Kit)Document1 pageAk 96 Fluid Unit - Flow Path: (Upgrade Kit)Mounir AngadNo ratings yet
- Chemical Shrinkage of Hydraulic Cement Paste: Standard Test Method ForDocument4 pagesChemical Shrinkage of Hydraulic Cement Paste: Standard Test Method ForAlejandroNo ratings yet
- Hybrid Reinforced Composite Material From Garbage To BiomaterialsDocument4 pagesHybrid Reinforced Composite Material From Garbage To BiomaterialsPrayogi WicaksanaNo ratings yet
- Scheme of Work Science Stage 8 v1Document50 pagesScheme of Work Science Stage 8 v1Ibnul Mubarok100% (3)
- Iso 11607Document18 pagesIso 11607Ilayaraja BoopathyNo ratings yet
- A Rapid HPLC Method For The Determination of Sulphonamides and Trimethoprim in Feed PremixesDocument5 pagesA Rapid HPLC Method For The Determination of Sulphonamides and Trimethoprim in Feed PremixesAhmed MosalamNo ratings yet
- OK - Effect of Dietary Butyric Acid SupplementationDocument8 pagesOK - Effect of Dietary Butyric Acid SupplementationOliver TalipNo ratings yet
- s28170-26 (Lincoln)Document51 pagess28170-26 (Lincoln)hanz bermejoNo ratings yet
- TECHNICALPart 4Document320 pagesTECHNICALPart 4সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- Homework 03 - Sem 1 - 2020-2021Document8 pagesHomework 03 - Sem 1 - 2020-2021Kim HânNo ratings yet
- CHAPTER 27: Fatty Acid Degradation: 27.1: Fatty Acids Are Processed in Three StagesDocument13 pagesCHAPTER 27: Fatty Acid Degradation: 27.1: Fatty Acids Are Processed in Three Stagesshyamalee97No ratings yet
- Exxonmobil Premium Afme 200 Fact SheetDocument1 pageExxonmobil Premium Afme 200 Fact SheetMahad AbdiNo ratings yet
- 12187-Texto Do Artigo-31072-1-10-20181002Document10 pages12187-Texto Do Artigo-31072-1-10-20181002nakeyahxoNo ratings yet
- Development of Food Chemistry Natural Products and Nutrition ResearchDocument198 pagesDevelopment of Food Chemistry Natural Products and Nutrition ResearchRoberta MorganaNo ratings yet