Download as pdf or txt
You might also like
- CHMDocument40 pagesCHMzeya_12345No ratings yet
- Student's Guide To Structural DesignDocument57 pagesStudent's Guide To Structural Designtony fung100% (1)
- Lecture 11 Sheet LaminationDocument37 pagesLecture 11 Sheet Laminationshanur begulaji100% (1)
- Additive Manufacturing Notes Unit II Solid Based RPSDocument10 pagesAdditive Manufacturing Notes Unit II Solid Based RPSVenkata Naveen MaddaliNo ratings yet
- Sheet LaminationDocument13 pagesSheet LaminationRishika JaiswalNo ratings yet
- Laminated Object Manufacturing (LOM)Document5 pagesLaminated Object Manufacturing (LOM)sandeep S NNo ratings yet
- Laminated Object ManufacturingDocument7 pagesLaminated Object ManufacturingPritamKumarPradhanNo ratings yet
- Functions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentDocument45 pagesFunctions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentNaveen NaviNo ratings yet
- Rapid Prototyping - 2 Module and Module 3Document49 pagesRapid Prototyping - 2 Module and Module 3ENG19CS0357 Vedha Murthy N LNo ratings yet
- Laminated Object ManufacturingDocument6 pagesLaminated Object Manufacturingpapajohn1383No ratings yet
- Comp 2Document7 pagesComp 2fan36078No ratings yet
- AM FinalDocument59 pagesAM Finaldummy vNo ratings yet
- Chapter 6. Machining and Joining of FRC - 7th May 2021Document43 pagesChapter 6. Machining and Joining of FRC - 7th May 2021Narendra GadkariNo ratings yet
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarDocument12 pagesDR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarAKASHNo ratings yet
- Unit 6Document21 pagesUnit 6AnshNo ratings yet
- Rapid Prototyping and Surface Modification TechniquesDocument46 pagesRapid Prototyping and Surface Modification TechniquesmanuNo ratings yet
- LomDocument14 pagesLomKumarChirraNo ratings yet
- Advantages: Layer by Layer Fabrication Directly A Kind of Manufacturing Process (Or)Document7 pagesAdvantages: Layer by Layer Fabrication Directly A Kind of Manufacturing Process (Or)Li LuNo ratings yet
- Additive Manufacturing: by Dr. N. JayanthDocument40 pagesAdditive Manufacturing: by Dr. N. Jayanthsanchitaawasthi33No ratings yet
- Composite Manufacturing 101Document84 pagesComposite Manufacturing 101veljko100% (1)
- Large Format Additive ManufacturingDocument29 pagesLarge Format Additive ManufacturingWei QuanNo ratings yet
- Intoduction To Additive Manufacturing (17ME82) DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarDocument14 pagesIntoduction To Additive Manufacturing (17ME82) DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarAKASHNo ratings yet
- Post ProcessingDocument39 pagesPost Processingashok gadewalNo ratings yet
- MP 1 (11Th Lecture)Document40 pagesMP 1 (11Th Lecture)muhammad tariqNo ratings yet
- Lecture 10 Binder JettingDocument23 pagesLecture 10 Binder Jettingshanur begulajiNo ratings yet
- BMM3643 Manufacturing Process: 7.0 Forming and Shaping For Plastics and CompositesDocument16 pagesBMM3643 Manufacturing Process: 7.0 Forming and Shaping For Plastics and CompositesRima ChinnasamyNo ratings yet
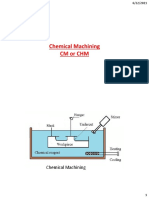
- Chemical Machining CM or CHMDocument18 pagesChemical Machining CM or CHMSam prabhakarNo ratings yet
- Frpmanufacturingmethods 151030103025 Lva1 App6891Document47 pagesFrpmanufacturingmethods 151030103025 Lva1 App6891ABeer AkNo ratings yet
- Intro To AM ProcessesDocument71 pagesIntro To AM ProcessesChinmaya PadhyNo ratings yet
- Drawing ProcessesDocument21 pagesDrawing Processesbodakevivek888No ratings yet
- Assignment M LAb AIzazDocument3 pagesAssignment M LAb AIzazMalik Umar KhakhNo ratings yet
- Compression MoldingDocument6 pagesCompression MoldingVivek RainaNo ratings yet
- Additive ManufacturingDocument25 pagesAdditive ManufacturingAjay Jha100% (3)
- Additive Manufacturing: Types, Materials, and ProcessesDocument13 pagesAdditive Manufacturing: Types, Materials, and ProcessesCody LeeNo ratings yet
- Lecture 1:chemical Machining: Instructor: Omar Elmabrouk Engineer: Rania.A. Elrifai 2011/2012 SpringDocument29 pagesLecture 1:chemical Machining: Instructor: Omar Elmabrouk Engineer: Rania.A. Elrifai 2011/2012 SpringTAVI SHARMANo ratings yet
- Unit 3 Part D RevisedDocument88 pagesUnit 3 Part D Revisedraymon sharmaNo ratings yet
- New Microsoft Word DocumentDocument7 pagesNew Microsoft Word DocumentGgNo ratings yet
- RPT - 20 - 08 - LomDocument27 pagesRPT - 20 - 08 - LomfamilyumaNo ratings yet
- BTM4723 Plastic Composite FormingDocument55 pagesBTM4723 Plastic Composite FormingMas Ayu HassanNo ratings yet
- 15ME82 Module 1Document72 pages15ME82 Module 1Machine BatteryNo ratings yet
- Shape Deposition Manufacturing and Multijet ModelingDocument13 pagesShape Deposition Manufacturing and Multijet ModelingRitam GangulyNo ratings yet
- AE1102 Structures Slides 7Document27 pagesAE1102 Structures Slides 7SaraNo ratings yet
- Additive Manufacturing 2Document12 pagesAdditive Manufacturing 2Gourav SamaNo ratings yet
- Unit 5Document78 pagesUnit 5Mersal PremNo ratings yet
- Unit 3Document30 pagesUnit 3Sattya Devi ThapaNo ratings yet
- Chemical Machining (CM)Document28 pagesChemical Machining (CM)raghurockramNo ratings yet
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- PLASTICS PROCESSING TECHNOLOGY LECTURE 8Document14 pagesPLASTICS PROCESSING TECHNOLOGY LECTURE 8akampuriraamon14No ratings yet
- Module 6 Post ProcessingDocument30 pagesModule 6 Post ProcessingSanthosh Reddy SankarreddyNo ratings yet
- FALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-IDocument334 pagesFALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-ISiddhant TemghareNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Application & Manufacturing Process Of: Ahsanullah University of Science and TechnologyDocument40 pagesApplication & Manufacturing Process Of: Ahsanullah University of Science and TechnologymohansaiNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- CompositesDocument24 pagesCompositesjrevanthmaniNo ratings yet
- Advanced Injection MouldingDocument29 pagesAdvanced Injection MouldingShubham ChaudharyNo ratings yet
- Chemical MachiningDocument39 pagesChemical MachiningAntoni tonNo ratings yet
- Module 3 - 1Document26 pagesModule 3 - 1Biswajit LME016100% (1)
- Working Capital ManagementDocument16 pagesWorking Capital ManagementdhruvNo ratings yet
- Liquid Based process-SLADocument33 pagesLiquid Based process-SLANeehar MehtaNo ratings yet
- K029 - Havells India LimitedDocument9 pagesK029 - Havells India LimitedNeehar MehtaNo ratings yet
- Irps K033,38,47,53, I022Document29 pagesIrps K033,38,47,53, I022Neehar MehtaNo ratings yet
- Boilers ATDDocument55 pagesBoilers ATDNeehar MehtaNo ratings yet
- Soil Pollution Due To Pesticides in Wanasari Subdistrict, Brebes, IndonesiaDocument6 pagesSoil Pollution Due To Pesticides in Wanasari Subdistrict, Brebes, IndonesiaNeehar MehtaNo ratings yet
- Experiment No. 7 Double Shear On MS Rod: Name: Neehar Mehta Roll No.: K038 Batch: C2Document5 pagesExperiment No. 7 Double Shear On MS Rod: Name: Neehar Mehta Roll No.: K038 Batch: C2Neehar MehtaNo ratings yet
- Relationship Between Calories of A Person On Different Days by Correlation AnalysisDocument10 pagesRelationship Between Calories of A Person On Different Days by Correlation AnalysisNeehar MehtaNo ratings yet
- Materials 15 03481 v2Document15 pagesMaterials 15 03481 v2Ramesh PawarNo ratings yet
- (Asce) 1084-0702 (2001) 6 3Document10 pages(Asce) 1084-0702 (2001) 6 3bistsushantNo ratings yet
- Calculation of Water Flow Rates For Different Pipe Sizes - US UnitsDocument4 pagesCalculation of Water Flow Rates For Different Pipe Sizes - US UnitsRyan KaneNo ratings yet
- Decra RoofingDocument8 pagesDecra RoofingAddis Desta TeklewoldNo ratings yet
- Detail Buttress (4X) Section 4 - 4 Detail Buttress (4X) Section 5 - 5Document1 pageDetail Buttress (4X) Section 4 - 4 Detail Buttress (4X) Section 5 - 5joselito navarroNo ratings yet
- Southern Pine Headers and Beams PDFDocument44 pagesSouthern Pine Headers and Beams PDFcmbapNo ratings yet
- Darcy-Weisbach Equation PDFDocument5 pagesDarcy-Weisbach Equation PDFMihir Soni73% (11)
- PPC Surebuild Datasheet 2019 - 1e PDFDocument2 pagesPPC Surebuild Datasheet 2019 - 1e PDFRyeanKRumano100% (1)
- For Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Document55 pagesFor Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Aung Thein OoNo ratings yet
- 1-Thermoelectric Temperature MeasurementDocument12 pages1-Thermoelectric Temperature MeasurementMourika MouriNo ratings yet
- Amca IndexDocument1 pageAmca IndexAbdul RaheemNo ratings yet
- WM Cutsheet RFB Series Floor Boxes ED771R23Document24 pagesWM Cutsheet RFB Series Floor Boxes ED771R23Andy MezetaNo ratings yet
- Syguru PRESENTATION Compressed Air Energy Saving FinalDocument12 pagesSyguru PRESENTATION Compressed Air Energy Saving FinalAmeetNo ratings yet
- Design and Analysis of Multistoried Commercial Building (G+4) Using Staad Pro & Manual DesigningDocument4 pagesDesign and Analysis of Multistoried Commercial Building (G+4) Using Staad Pro & Manual Designinginnovative technologiesNo ratings yet
- Guide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Document13 pagesGuide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Tomas Santiago Hanccoccallo PauccaraNo ratings yet
- Casette Type 2Document7 pagesCasette Type 2Abdallah Irfaan RamjanNo ratings yet
- Bend TestDocument7 pagesBend TestAman NigamNo ratings yet
- Classification of MaterialsDocument51 pagesClassification of MaterialsSharmaine Tan100% (1)
- Wooden Doors SpecsDocument10 pagesWooden Doors SpecsAHMAD SHNo ratings yet
- Stress Analisis Pada Sistem Perpipaan Dengan Program Caesar IiDocument22 pagesStress Analisis Pada Sistem Perpipaan Dengan Program Caesar IiDaniel FullerNo ratings yet
- CFix AVI Thermo KorbDocument12 pagesCFix AVI Thermo KorbJoeNo ratings yet
- Sikaflex®-11 FC+: Product Data SheetDocument5 pagesSikaflex®-11 FC+: Product Data SheetYousef HalasehNo ratings yet
- 2007 DCNA Precious Metals in DentistryDocument11 pages2007 DCNA Precious Metals in DentistryAnonymous bfkfnp9WNZNo ratings yet
- Diffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesDocument4 pagesDiffusion Aluminide Coatings For TiAl Intermetallic Turbine BladesAna Maria NiculescuNo ratings yet
- JuradoDocument45 pagesJuradoMichelangeloNo ratings yet
- Direct Stress and Shear Stress Assignment Prep Sheet - 2024Document4 pagesDirect Stress and Shear Stress Assignment Prep Sheet - 2024Matauka.F. MufungulwaNo ratings yet
- F1 - Flare ReliefDocument11 pagesF1 - Flare ReliefJorge Luis HernándezNo ratings yet
- 4 - AGOM V-Max Bearings PotDocument42 pages4 - AGOM V-Max Bearings PotSantiago Posada GilNo ratings yet
- Design of Replaceent Scheme of Inadequate GussetDocument9 pagesDesign of Replaceent Scheme of Inadequate GussetPartha GangopadhyayNo ratings yet