Download as doc, pdf, or txt
You might also like
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Climaveneta CVM 20 ManualDocument20 pagesClimaveneta CVM 20 ManualisaNo ratings yet
- Study On The Thermodynamics Performance of Industrial BoilerDocument26 pagesStudy On The Thermodynamics Performance of Industrial BoilerKimeli KiptanuiNo ratings yet
- Advances in Cryogenic Air SeparationDocument25 pagesAdvances in Cryogenic Air SeparationTGrey027No ratings yet
- Class 4 Oral Question and AnswersDocument251 pagesClass 4 Oral Question and AnswersGiri VenkatesanNo ratings yet
- Thermodynamic in Daily LifeDocument5 pagesThermodynamic in Daily Lifekhairilanuaryusof0% (1)
- Final and Final Draft Main BodyDocument57 pagesFinal and Final Draft Main BodyTolasa NamomsaNo ratings yet
- Uni AssignmentDocument10 pagesUni AssignmentIt's MaharNo ratings yet
- Waste Heat Recovery MethodsDocument11 pagesWaste Heat Recovery MethodsChem.Engg100% (2)
- Hygroscopic Cycle PresentationDocument13 pagesHygroscopic Cycle PresentationDurjoy ChakrabortyNo ratings yet
- A Case Study of Heat Recovery A Heat Pump in An Inductrial SiteDocument11 pagesA Case Study of Heat Recovery A Heat Pump in An Inductrial SitesaruthanNo ratings yet
- Use of Parabolic Trough Solar Collectors For Solar Refrigeration andDocument16 pagesUse of Parabolic Trough Solar Collectors For Solar Refrigeration andRecep EkicilerNo ratings yet
- Steam DistillationDocument3 pagesSteam DistillationkhanasifalamNo ratings yet
- 68 Ijaet Vol III Issue I 2012Document6 pages68 Ijaet Vol III Issue I 2012Ssheshan PugazhendhiNo ratings yet
- Cogeneration PDFDocument19 pagesCogeneration PDFMandeep Singh100% (1)
- 201702020Document5 pages201702020pkvssraoNo ratings yet
- Waste Heat To Power Systems PDFDocument9 pagesWaste Heat To Power Systems PDFWilson FigueiraNo ratings yet
- Steam - The Energy FluidDocument32 pagesSteam - The Energy FluidIamPedroNo ratings yet
- Best Practices Manual-COGENERATIONDocument71 pagesBest Practices Manual-COGENERATIONmurugappanga100% (2)
- Air-To-Air Energy RecoveryDocument24 pagesAir-To-Air Energy RecoveryMihailo VasiljevicNo ratings yet
- Lawrence F. Drbal: IhsasDocument4 pagesLawrence F. Drbal: IhsaslangcvNo ratings yet
- Coolers Technews WebDocument40 pagesCoolers Technews WebhaggNo ratings yet
- Achieving Better Energy Efficient Air Conditioning A Review of TechnologiesDocument18 pagesAchieving Better Energy Efficient Air Conditioning A Review of TechnologiesNimai KowlessurNo ratings yet
- Evaporator Handbook 10003 01 08 2008 US PDFDocument68 pagesEvaporator Handbook 10003 01 08 2008 US PDFfatamorgganaNo ratings yet
- Faculty of Engineering TechnologyDocument11 pagesFaculty of Engineering TechnologyRidzwan IqbalNo ratings yet
- Air Cycle RefrigerationDocument2 pagesAir Cycle RefrigerationLuis Miguel Vargas CruzNo ratings yet
- HRSG DesignDocument11 pagesHRSG DesignVennila Rangith100% (1)
- Adsorption RefrigerationDocument35 pagesAdsorption RefrigerationtasiosvasNo ratings yet
- Air ConditioningDocument26 pagesAir Conditioningsamuel kaluNo ratings yet
- Green BuildingsDocument12 pagesGreen BuildingsMagical RiyaNo ratings yet
- La 2010 PDFDocument18 pagesLa 2010 PDFwendyNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- An Analysis of The Performance of An Ejector RefriDocument6 pagesAn Analysis of The Performance of An Ejector RefriHalvor JohnsenNo ratings yet
- Forged Stainless Steel BoltsDocument11 pagesForged Stainless Steel BoltsAssure TurbinesNo ratings yet
- Cooling Towers: Codes and Standards Enhancement ReportDocument19 pagesCooling Towers: Codes and Standards Enhancement ReportAIYODOT DOTNo ratings yet
- Heat Recovery Steam Generators: Capability BrochureDocument20 pagesHeat Recovery Steam Generators: Capability BrochureMartin Olowe100% (1)
- A Windmill For Heating - JLP3Document29 pagesA Windmill For Heating - JLP3gihelpeNo ratings yet
- HVAC Chapters 1 5Document57 pagesHVAC Chapters 1 5Mcilwaine Dela CruzNo ratings yet
- EconomizerDocument7 pagesEconomizernsralmasiNo ratings yet
- Energy Brochure 26-04-2012Document6 pagesEnergy Brochure 26-04-2012michaelvillameNo ratings yet
- Failure Analysis of Shell and Tube Heat ExchangerDocument54 pagesFailure Analysis of Shell and Tube Heat Exchangersrinivasareddy59223980% (5)
- Water Chemistry of Super Critical Thermal Power PlantDocument143 pagesWater Chemistry of Super Critical Thermal Power PlantnaseemNo ratings yet
- Power Production From A Moderate - Temperature Geothermal ResourceDocument8 pagesPower Production From A Moderate - Temperature Geothermal ResourceSanjoy BasakNo ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PN100% (1)
- Co Generation Unit 4Document52 pagesCo Generation Unit 4Johnson Johnson100% (2)
- Waste Heat Recovery Power Plant - Cement PlantDocument7 pagesWaste Heat Recovery Power Plant - Cement PlantknsaravanaNo ratings yet
- Solar Thermal Energy For Industrial Process Heat Applications - An Approach To Parabolic Dish Concentrator UtilizationDocument4 pagesSolar Thermal Energy For Industrial Process Heat Applications - An Approach To Parabolic Dish Concentrator UtilizationErnesto Cordova YrissontNo ratings yet
- Design of Waste Heat Driven Vapour AdsorDocument5 pagesDesign of Waste Heat Driven Vapour AdsorsisayNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- Process Steam Systems: 5.1 OverviewDocument24 pagesProcess Steam Systems: 5.1 OverviewUtku KepcenNo ratings yet
- Treated Fresh Air Guidelines by BryairDocument13 pagesTreated Fresh Air Guidelines by BryairRajanNo ratings yet
- Plant & Works Engineering - Waste Heat Recovery in Industrial ApplicationsDocument2 pagesPlant & Works Engineering - Waste Heat Recovery in Industrial Applicationsarvin john cabralNo ratings yet
- Heat Exchanger Design For Ethylene Glycol PlantDocument33 pagesHeat Exchanger Design For Ethylene Glycol PlantDavid SiawNo ratings yet
- A Seminar Report On: "Thermal Power Plant "Document61 pagesA Seminar Report On: "Thermal Power Plant "RAMAN100% (1)
- Proposal ScriptDocument9 pagesProposal ScriptFionaNo ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Advances in Air Conditioning Technologies: Improving Energy EfficiencyFrom EverandAdvances in Air Conditioning Technologies: Improving Energy EfficiencyNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Grade 8 Final 1st SemisterDocument4 pagesGrade 8 Final 1st SemisterHailemariam WeldegebralNo ratings yet
- Axle Design For Trolley CartDocument2 pagesAxle Design For Trolley CartHailemariam WeldegebralNo ratings yet
- Final 7Document4 pagesFinal 7Hailemariam WeldegebralNo ratings yet
- 2016 Mid-Exam 8thDocument2 pages2016 Mid-Exam 8thHailemariam WeldegebralNo ratings yet
- Kinfe HaftayDocument41 pagesKinfe HaftayHailemariam WeldegebralNo ratings yet
- Final Report of Dry CoolerDocument43 pagesFinal Report of Dry CoolerHailemariam WeldegebralNo ratings yet
- Final Year Project On Solar Water HeaterDocument66 pagesFinal Year Project On Solar Water HeaterHailemariam Weldegebral100% (1)
- Final Document 1Document54 pagesFinal Document 1Hailemariam WeldegebralNo ratings yet
- Solar Tracking ReportDocument31 pagesSolar Tracking ReportHailemariam WeldegebralNo ratings yet
- Axle Design For Trolley Cart (2) (AutoRecovered)Document2 pagesAxle Design For Trolley Cart (2) (AutoRecovered)Hailemariam WeldegebralNo ratings yet
- Axle Design For Trolley CartDocument2 pagesAxle Design For Trolley CartHailemariam WeldegebralNo ratings yet
- Math 3071 WS IIDocument2 pagesMath 3071 WS IIHailemariam WeldegebralNo ratings yet
- Axle Design For Trolley CartDocument2 pagesAxle Design For Trolley CartHailemariam WeldegebralNo ratings yet
- Design and Prototype of Inline Seeder 2022 AAITDocument88 pagesDesign and Prototype of Inline Seeder 2022 AAITHailemariam Weldegebral0% (1)
- Design Analysis of Double Shoe BrakeDocument5 pagesDesign Analysis of Double Shoe BrakeHailemariam WeldegebralNo ratings yet
- Problem Statement of Trolley CartDocument2 pagesProblem Statement of Trolley CartHailemariam WeldegebralNo ratings yet
- Ayat Honey FinalDocument17 pagesAyat Honey FinalHailemariam WeldegebralNo ratings yet
- Manual Trolley 1Document45 pagesManual Trolley 1Hailemariam WeldegebralNo ratings yet
- Manual TrolleyDocument35 pagesManual TrolleyHailemariam WeldegebralNo ratings yet
- Multi Crop Line SeedingDocument67 pagesMulti Crop Line SeedingHailemariam WeldegebralNo ratings yet
- Course: Pneumatics and Hydraulics (Meng 5271) Submission Date: February 07, 2022Document3 pagesCourse: Pneumatics and Hydraulics (Meng 5271) Submission Date: February 07, 2022Hailemariam WeldegebralNo ratings yet
- April 1thDocument4 pagesApril 1thHailemariam WeldegebralNo ratings yet
- Proposal Inline SeederDocument13 pagesProposal Inline SeederHailemariam Weldegebral100% (2)
- Quality Assignment 2Document10 pagesQuality Assignment 2Hailemariam WeldegebralNo ratings yet
- Quality Assignment 2Document10 pagesQuality Assignment 2Hailemariam WeldegebralNo ratings yet
- Pneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Document32 pagesPneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Hailemariam WeldegebralNo ratings yet
- Table 1. Standard Rating Conditions: Gpm/ton 105.00Document28 pagesTable 1. Standard Rating Conditions: Gpm/ton 105.00Jhon LewisNo ratings yet
- Evaporator HandbookDocument68 pagesEvaporator Handbookche_abdo100% (3)
- AVX B R134a 50 60Hz Technical CatalogDocument32 pagesAVX B R134a 50 60Hz Technical CatalogSaneesh SJNo ratings yet
- Review of Adsorption Refrigeration Technologies PDFDocument5 pagesReview of Adsorption Refrigeration Technologies PDFVerma AbhiNo ratings yet
- RAC 3,7 Feb 17Document30 pagesRAC 3,7 Feb 17MSaqibKhanNo ratings yet
- Industrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeDocument6 pagesIndustrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeFlorin OnucNo ratings yet
- Lignin Process Kraft 42400 - v1 - 17Document27 pagesLignin Process Kraft 42400 - v1 - 17V U P RaoNo ratings yet
- Numerical Investigation of Ejectors For Ejector Refrigeration SystemDocument6 pagesNumerical Investigation of Ejectors For Ejector Refrigeration SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Shell and Tube Heat ExchangersDocument11 pagesShell and Tube Heat ExchangersSuresh SjNo ratings yet
- EcoChill 6 46kW Chillers Technical ManualDocument52 pagesEcoChill 6 46kW Chillers Technical ManualDiogo PintoNo ratings yet
- ONGC Mechanical Previous Year Paper MygovtrackDocument166 pagesONGC Mechanical Previous Year Paper Mygovtrackonlineinfotech 123No ratings yet
- Rac Project ReportDocument47 pagesRac Project ReportrohithpilathotathilNo ratings yet
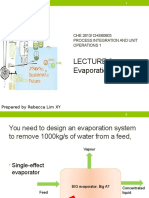
- Lecture 3 PIU1 0316 - Evaporation 3Document42 pagesLecture 3 PIU1 0316 - Evaporation 3Rashmi Walvekar SiddiquiNo ratings yet
- Syscrew 360-1300 Air Co: Air Cooled Chillers With or Without Total Heat Recovery Engineering Data ManualDocument76 pagesSyscrew 360-1300 Air Co: Air Cooled Chillers With or Without Total Heat Recovery Engineering Data ManualJeffNo ratings yet
- B Pharma 3rd Semester Pr. Question Papers (AKTU)Document4 pagesB Pharma 3rd Semester Pr. Question Papers (AKTU)Kanishk BhatiaNo ratings yet
- FYP Journal 2018Document66 pagesFYP Journal 2018Dex Lo100% (1)
- Co2 AshraeDocument62 pagesCo2 Ashraegreerush100% (1)
- EWWD-FZ - D-EIMWC00908-16 - Installation and Operation Manuals - EnglishDocument52 pagesEWWD-FZ - D-EIMWC00908-16 - Installation and Operation Manuals - EnglishAnand sNo ratings yet
- Fundamental Principles For Sizing and Design of Gravity Separators For IndustrialDocument17 pagesFundamental Principles For Sizing and Design of Gravity Separators For IndustrialWesley SchattemanNo ratings yet
- Sales Technical Training - Part 1: Waste Heat Generator (WHG)Document70 pagesSales Technical Training - Part 1: Waste Heat Generator (WHG)laadrieNo ratings yet
- Installation Instructions: WarningDocument20 pagesInstallation Instructions: WarningAlfredo CórdobaNo ratings yet
- 2 To Study VASDocument5 pages2 To Study VASAnand GujaratiNo ratings yet
- Optimal Operation of An Ammonia Refrigeration CycleDocument16 pagesOptimal Operation of An Ammonia Refrigeration CycleHernan CobaNo ratings yet
- Chapter 14 - Vapor-Compression-System Analysis: C C AmbDocument11 pagesChapter 14 - Vapor-Compression-System Analysis: C C AmbMico CampoNo ratings yet
- Unit Op Lab Example PDFDocument96 pagesUnit Op Lab Example PDFyuyuNo ratings yet
- Perbandingan R134a Dan R600aDocument5 pagesPerbandingan R134a Dan R600aReddy JuliardiNo ratings yet
- Air Conditioning SystemsDocument32 pagesAir Conditioning SystemsAbdul Shajeed WNo ratings yet