Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5835)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 1 0 PDFDocument1 page1 0 PDFИнтертоп АрцNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- NCR ATM Service Aid Manual From WWWDocument67 pagesNCR ATM Service Aid Manual From WWWanon_69018194129% (7)
- Boiler SchematicDocument1 pageBoiler Schematicazam RazzaqNo ratings yet
- ASTM F21 Atomiser Test For Surface FilmsDocument5 pagesASTM F21 Atomiser Test For Surface Filmsazam RazzaqNo ratings yet
- DELSER BROCHURE-SlimDocument6 pagesDELSER BROCHURE-Slimazam RazzaqNo ratings yet
- BrochureDocument4 pagesBrochureazam RazzaqNo ratings yet
- Filler Metal Test ReportDocument2 pagesFiller Metal Test Reportazam RazzaqNo ratings yet
- Audit ReportsDocument8 pagesAudit Reportsazam RazzaqNo ratings yet
- Tube # 1Document1 pageTube # 1azam RazzaqNo ratings yet
- AISI Composition LimitsDocument22 pagesAISI Composition Limitsazam RazzaqNo ratings yet
- MTC 2Document3 pagesMTC 2azam RazzaqNo ratings yet
- To: Direct Line Engineering From: Attn: Mr. Syed Saghir Sabir Pages: 1 / 1 Fax: - Date: 01/09/2018 Our Ref: Qout-2018-03 Your Ref #: NIL SubjectDocument1 pageTo: Direct Line Engineering From: Attn: Mr. Syed Saghir Sabir Pages: 1 / 1 Fax: - Date: 01/09/2018 Our Ref: Qout-2018-03 Your Ref #: NIL Subjectazam RazzaqNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- Welding ConsumablesDocument79 pagesWelding Consumablesazam RazzaqNo ratings yet
- Comparison Tables Comparison of Astm Specifications and Similar Standards For TubeDocument1 pageComparison Tables Comparison of Astm Specifications and Similar Standards For Tubeazam RazzaqNo ratings yet
- Characteristics: Japan's No.1Document2 pagesCharacteristics: Japan's No.1azam RazzaqNo ratings yet
- En 7005-1Document88 pagesEn 7005-1azam RazzaqNo ratings yet
- MSDS - MPS-FDocument6 pagesMSDS - MPS-Fazam RazzaqNo ratings yet
- MSDS - BeaDocument6 pagesMSDS - Beaazam RazzaqNo ratings yet
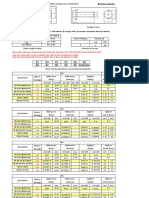
- Dimensions of Bolts and Nuts BS3692Document6 pagesDimensions of Bolts and Nuts BS3692azam RazzaqNo ratings yet
- MSDS - DPMDocument5 pagesMSDS - DPMazam RazzaqNo ratings yet
- Safety Data Sheet Diffu - Therm Diffusions - Rot BDR (Aerosol) 1. Identification of SubstanceDocument5 pagesSafety Data Sheet Diffu - Therm Diffusions - Rot BDR (Aerosol) 1. Identification of Substanceazam RazzaqNo ratings yet
- Directions of Use BDRDocument2 pagesDirections of Use BDRazam RazzaqNo ratings yet
- MSDS - BreDocument5 pagesMSDS - Breazam RazzaqNo ratings yet
- Mark RlmpyDocument2 pagesMark Rlmpyazam RazzaqNo ratings yet
- Medigas (PVT) Ltd. Argon - Compressed: 5 Fire Fighting Measures 1 ProductDocument2 pagesMedigas (PVT) Ltd. Argon - Compressed: 5 Fire Fighting Measures 1 Productazam RazzaqNo ratings yet
- M 247 250B Pipe Welding HandbookDocument44 pagesM 247 250B Pipe Welding HandbookFreddy Giovanny ChaconNo ratings yet
- Risk Study Jet Propulsion LabDocument4 pagesRisk Study Jet Propulsion LabGaneshNo ratings yet
- Naukri DeepaRoyee (16y 0m)Document2 pagesNaukri DeepaRoyee (16y 0m)crazy admirerNo ratings yet
- Pressure Measurement: Objective of LessonDocument49 pagesPressure Measurement: Objective of LessonMohammad TahaNo ratings yet
- Hassad Project Expansion Joint Data Sheet EX-P 201: Revision: A0 DATE: 28/07/2006Document1 pageHassad Project Expansion Joint Data Sheet EX-P 201: Revision: A0 DATE: 28/07/2006akilasrivatsavNo ratings yet
- BWI BrandGuide2021Document14 pagesBWI BrandGuide2021sunny seeNo ratings yet
- CRM Unit Ii B2BDocument34 pagesCRM Unit Ii B2BPruthvi BhoiteNo ratings yet
- Complete Solutions Manual For Calculus of A Single Variable, Early Transcendental Functions 7Th Edition Ron Larson - Ebook PDFDocument69 pagesComplete Solutions Manual For Calculus of A Single Variable, Early Transcendental Functions 7Th Edition Ron Larson - Ebook PDFsabbalsopik100% (10)
- BMW Acronyms ListDocument9 pagesBMW Acronyms ListVincentNo ratings yet
- 8chan Hacked PDFDocument192 pages8chan Hacked PDFOBEY GODNo ratings yet
- Module 3-Random Sampling and Sampling DistributionDocument65 pagesModule 3-Random Sampling and Sampling DistributionDaizy Ann BautistaNo ratings yet
- Study of Impact of Automation On Industry Employees Sonali JadhavDocument11 pagesStudy of Impact of Automation On Industry Employees Sonali Jadhavpallavimemane4No ratings yet
- Comparison Between ISO 27005Document6 pagesComparison Between ISO 27005Indrian WahyudiNo ratings yet
- An Introduction To Cognitive Psychology: Cognition, 8e by Margaret W. MatlinDocument6 pagesAn Introduction To Cognitive Psychology: Cognition, 8e by Margaret W. Matlinhen chNo ratings yet
- Fathur Rahman PDFDocument1 pageFathur Rahman PDFRSCERIA KANDANGANNo ratings yet
- JAVA QUESTION - MR - ABHISHEK AVULADocument6 pagesJAVA QUESTION - MR - ABHISHEK AVULAShadab ShaikhNo ratings yet
- Driver ContractDocument5 pagesDriver Contractmary gathukuNo ratings yet
- Glints CV TemplateDocument1 pageGlints CV TemplaterizkoNo ratings yet
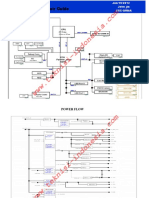
- .Asus X45a RGDocument5 pages.Asus X45a RGNgipik Komp PatiNo ratings yet
- Torrent Pumps: Deep Well Vertical Turbine Pumps 1/4Document2 pagesTorrent Pumps: Deep Well Vertical Turbine Pumps 1/4Yiannis KontominasNo ratings yet
- Chapter 5 Core Banking SystemsDocument73 pagesChapter 5 Core Banking SystemsbiswajitNo ratings yet
- S75 DatasheetDocument7 pagesS75 DatasheetissacnochebuenaNo ratings yet
- Appendix 2 - Basic Performance DataDocument1 pageAppendix 2 - Basic Performance DataAli QaziNo ratings yet
- PAT Report Solar System at Sambrial ExchDocument9 pagesPAT Report Solar System at Sambrial ExchBilal AsgharNo ratings yet
- SVPWM Vs SPWM Modulation Techniques - Imperix Power ElectronicsDocument1 pageSVPWM Vs SPWM Modulation Techniques - Imperix Power ElectronicsRafael MendozaNo ratings yet
- Assignment 5 - Worm GearDocument1 pageAssignment 5 - Worm GearSR SuryaNo ratings yet
- Tinyhawk II Race User ManualDocument16 pagesTinyhawk II Race User ManualLauren MaldonadoNo ratings yet
- DAILY LESSON PLAN - FormatDocument2 pagesDAILY LESSON PLAN - FormatMerlanie MaganaNo ratings yet