Download as pdf or txt
You might also like
- THC 300S User Guide Rev2Document21 pagesTHC 300S User Guide Rev2oscar meijerNo ratings yet
- Wiring Diagrams. Compact NSX. ContentsDocument9 pagesWiring Diagrams. Compact NSX. ContentsBojan KitanovskiNo ratings yet
- Compact NSX100 To 630: Fixed Circuit BreakersDocument1 pageCompact NSX100 To 630: Fixed Circuit BreakersJose Manuel GpNo ratings yet
- 6Document1 page6SÃjïd KhanNo ratings yet
- CIRC - Uni-Axial Column Capacity ACI 318-08 R2Document2 pagesCIRC - Uni-Axial Column Capacity ACI 318-08 R2Glenn Enrico AmoloNo ratings yet
- Zangovye Patrony Er CatDocument2 pagesZangovye Patrony Er CatAnonymous XuL8i8QNo ratings yet
- Schematic Design Drawings: CsidetailDocument3 pagesSchematic Design Drawings: CsidetailAndres LopezNo ratings yet
- e1750312-ae8c-45db-a900-3c6654649b75Document1 pagee1750312-ae8c-45db-a900-3c6654649b75Ujjwal HiredesaiNo ratings yet
- Belimo GRG DRG Installation-InstructionsDocument2 pagesBelimo GRG DRG Installation-Instructionsprashil.honeywellNo ratings yet
- Bésame Mucho Arr.Document2 pagesBésame Mucho Arr.Carlos RANo ratings yet
- Retaining Rings - C Type (External) / E Type Retaining Rings - C Type (Internal) / Retaining Ring PliersDocument1 pageRetaining Rings - C Type (External) / E Type Retaining Rings - C Type (Internal) / Retaining Ring PliersPutra Panca WardhanaNo ratings yet
- 20' Toilet ConatinerDocument1 page20' Toilet ConatinerasifbudburghNo ratings yet
- Big Samudaya Final Structural DrawingsDocument19 pagesBig Samudaya Final Structural DrawingsAdithya HullathiNo ratings yet
- Wailing Check (203x203x60 UC)Document2 pagesWailing Check (203x203x60 UC)hessian123100% (1)
- Catalogo Componentes Estampo FullDocument8 pagesCatalogo Componentes Estampo FullCarlos LageNo ratings yet
- CPT Mill Thread Tool Twin InsertDocument4 pagesCPT Mill Thread Tool Twin InsertÁdám RáczNo ratings yet
- Physics PracticalDocument9 pagesPhysics Practicalshruti.13477No ratings yet
- Structure WoodenDocument14 pagesStructure WoodenAngélica María González FlórezNo ratings yet
- 5 ANALISIS CORTANTE BASAL CORREGIDO - All DrawingsDocument6 pages5 ANALISIS CORTANTE BASAL CORREGIDO - All DrawingsCamilo ZuraNo ratings yet
- Machining GuideDocument29 pagesMachining Guidegopi_ggg20016099No ratings yet
- Funcart Wiring Page5Document1 pageFuncart Wiring Page5UMMACHAN K JOSONNo ratings yet
- 19 2A Auto Door With RailDocument8 pages19 2A Auto Door With Railgajendrabanshiwal8905No ratings yet
- Automotive Bearing-HousingDocument9 pagesAutomotive Bearing-Housingfileuse.fNo ratings yet
- OttoDIY X ConnectionsDocument1 pageOttoDIY X ConnectionsSuscripcion BelaundeNo ratings yet
- Drylin®20 ReleaseDocument1 pageDrylin®20 ReleaseCelis CedeñoNo ratings yet
- Proiect TF A4-SuprafeteDocument1 pageProiect TF A4-SuprafeteAndrieș DamianNo ratings yet
- Pertemuan Ke 7Document19 pagesPertemuan Ke 7adearifiantoNo ratings yet
- FastenerDocument3 pagesFastenerFlourdeliza Hernandez MaalihanNo ratings yet
- Sprockets: P Pitch Line ChordDocument3 pagesSprockets: P Pitch Line ChordDesmondKrugerNo ratings yet
- Sprockets: P Pitch Line ChordDocument3 pagesSprockets: P Pitch Line ChordDesmondKrugerNo ratings yet
- Gear Wheels 2Document3 pagesGear Wheels 2DesmondKrugerNo ratings yet
- CH7 Solved Examples On 2D Plane Solids - v2-1Document17 pagesCH7 Solved Examples On 2D Plane Solids - v2-1heshamNo ratings yet
- One-Way Hinges: Our Technologies Realize Your DreamsDocument6 pagesOne-Way Hinges: Our Technologies Realize Your Dreamsasad144No ratings yet
- DrawingDocument2 pagesDrawingAssyfa RahimaNo ratings yet
- Water Supply-Fourth FloorDocument1 pageWater Supply-Fourth FloorPrabin SinghNo ratings yet
- Walekrys A4Document1 pageWalekrys A4ignacy.sienkiewiczNo ratings yet
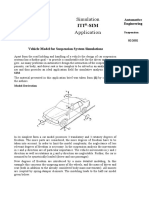
- ITI - Sim: Simulation ApplicationDocument4 pagesITI - Sim: Simulation ApplicationRaja Sekaran SajjaNo ratings yet
- Models Bif, BNFN, MDK, MBF and BNF: Standard-Stock Precision Ball Screw Unfinished Shaft EndsDocument12 pagesModels Bif, BNFN, MDK, MBF and BNF: Standard-Stock Precision Ball Screw Unfinished Shaft EndsSueli ZaniNo ratings yet
- Sprockets: P Pitch Line ChordDocument2 pagesSprockets: P Pitch Line ChordDesmondKrugerNo ratings yet
- 30x50 First Floor DrawingDocument1 page30x50 First Floor DrawingSpices GrietNo ratings yet
- FRR - CopieDocument10 pagesFRR - CopieleonelNo ratings yet
- M12 STD RHDocument1 pageM12 STD RHBenjamin RohitNo ratings yet
- Chamfer VC-2CDocument2 pagesChamfer VC-2CLê Duy HướngNo ratings yet
- Cone MorseDocument1 pageCone MorseWellington Morais de PauloNo ratings yet
- Saegengewinde MusterzeichnungDocument1 pageSaegengewinde MusterzeichnunggeigerNo ratings yet
- MB Sar1 07 16 Ac1 enDocument2 pagesMB Sar1 07 16 Ac1 enyzNo ratings yet
- Prop - Plan of F.F: BED 13'X10' BED 13'X10' BED 13'X10'Document1 pageProp - Plan of F.F: BED 13'X10' BED 13'X10' BED 13'X10'Vijay GosaviNo ratings yet
- ShodhDocument1 pageShodhVijay GosaviNo ratings yet
- SevakDocument1 pageSevakVijay GosaviNo ratings yet
- Schematic Prints - ZH-CN - enDocument1 pageSchematic Prints - ZH-CN - enwaseemtc80gmail.com TNo ratings yet
- UntitledDocument1 pageUntitledBPS-MarkoNo ratings yet
- Rafter 1Document1 pageRafter 1Prince MittalNo ratings yet
- MC E762 SM PanasonicDocument8 pagesMC E762 SM PanasonicMstefNo ratings yet
- Adobe Scan 9 Sep 2022Document6 pagesAdobe Scan 9 Sep 2022SHYAMNo ratings yet
- CF 10 Vbuurm KRV 22PPDocument1 pageCF 10 Vbuurm KRV 22PPHERNAN MESIASNo ratings yet
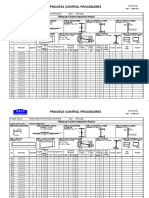
- Process Control Procedures: Fitting Up Section Inspection ReportDocument3 pagesProcess Control Procedures: Fitting Up Section Inspection ReportNguyễn Hoàng DũngNo ratings yet
- 10 Drilling OperationDocument8 pages10 Drilling OperationAhmed WailNo ratings yet
- Ejercicio No.4Document7 pagesEjercicio No.4Karla Naomi Cruz AparicioNo ratings yet
- Not Recommend For New DesignDocument24 pagesNot Recommend For New DesignEsmir MarinNo ratings yet
- Statoil Hydraulic Oil 131Document2 pagesStatoil Hydraulic Oil 131RZW RNo ratings yet
- Rivolta FL75Hydraulic-OilsDocument2 pagesRivolta FL75Hydraulic-OilsRZW RNo ratings yet
- Total Equivis XLT 22Document1 pageTotal Equivis XLT 22RZW RNo ratings yet
- AGIP Arnica SDocument2 pagesAGIP Arnica SRZW RNo ratings yet
- Research On The Tooth Modification in Gear SkivingDocument9 pagesResearch On The Tooth Modification in Gear SkivingRZW RNo ratings yet
- GearDocument60 pagesGearRZW RNo ratings yet
- GXChain WhitePaper v3.0 ENDocument42 pagesGXChain WhitePaper v3.0 ENRZW RNo ratings yet
- Vildgaber e Osnovy Zatsepleniia Konicheskikh I Gipoidnykh PeDocument88 pagesVildgaber e Osnovy Zatsepleniia Konicheskikh I Gipoidnykh PeRZW RNo ratings yet
- Measurement Report GEAR PRO BevelDocument1 pageMeasurement Report GEAR PRO BevelRZW RNo ratings yet
- Internal Ring Gears Design and ConsiderationsDocument3 pagesInternal Ring Gears Design and ConsiderationsRZW RNo ratings yet
- Research On The Cutting Mechanism of Cylindrical Gear Power SkivingDocument10 pagesResearch On The Cutting Mechanism of Cylindrical Gear Power SkivingRZW RNo ratings yet
- Flank Correction For Spiral Bevel and Hypoid Gears On A Six-Axis CNC Hypoid GeneratorDocument11 pagesFlank Correction For Spiral Bevel and Hypoid Gears On A Six-Axis CNC Hypoid GeneratorRZW RNo ratings yet
- D815 Technical SectionDocument233 pagesD815 Technical SectionRZW RNo ratings yet
- Shows About Bevel: in OurDocument6 pagesShows About Bevel: in OurRZW RNo ratings yet
- Diamond Dressing Tools - CatalogueDocument34 pagesDiamond Dressing Tools - CatalogueRZW RNo ratings yet
- Involutecalculatoruserguide Readthedocs Io en LatestDocument17 pagesInvolutecalculatoruserguide Readthedocs Io en LatestRZW RNo ratings yet
- Influence of Thin-Wall Structure On Stress Distribution of Curvic CouplingsDocument16 pagesInfluence of Thin-Wall Structure On Stress Distribution of Curvic CouplingsRZW RNo ratings yet
- 9.8 Calculation For Gleason System Spiral Bevel Gear: Z Z M B M - 'H M - HDocument2 pages9.8 Calculation For Gleason System Spiral Bevel Gear: Z Z M B M - 'H M - HRZW R100% (2)
- Advanced Computer Aided Design Simulation of GearDocument8 pagesAdvanced Computer Aided Design Simulation of GearRZW RNo ratings yet
- Gleason Kegelrad EnglischDocument4 pagesGleason Kegelrad EnglischRZW RNo ratings yet
- Gear Design Innovation Tti2013Document4 pagesGear Design Innovation Tti2013RZW RNo ratings yet
- Time Response of 2nd Order SystemDocument4 pagesTime Response of 2nd Order SystemsNo ratings yet
- Usman's ResumeDocument1 pageUsman's Resumebsf2105191No ratings yet
- Coursework CO4219-CO7219 - 2021Document4 pagesCoursework CO4219-CO7219 - 2021Binh TruongNo ratings yet
- 2 Osilasi TeredamDocument40 pages2 Osilasi TeredamAPNNo ratings yet
- MCBT - Teacher Survey ReadinessDocument137 pagesMCBT - Teacher Survey Readinesscristina tamonteNo ratings yet
- Nurul Azizah - P27838123085 - P.16 DHT22Document14 pagesNurul Azizah - P27838123085 - P.16 DHT22Nurul AzizahNo ratings yet
- FDR D-EVO Mobile Compo Memory Mode - 897N120754Document4 pagesFDR D-EVO Mobile Compo Memory Mode - 897N120754IrvinNo ratings yet
- Script EditorDocument5 pagesScript Editormazzam75No ratings yet
- Maquette QE - M1Document1 pageMaquette QE - M1Valérie NguyenNo ratings yet
- Chennai Institute of Technology Sarathy Nagar, Pudupedu, Chennai - 600 069. Multiple Choice QuestionsDocument14 pagesChennai Institute of Technology Sarathy Nagar, Pudupedu, Chennai - 600 069. Multiple Choice Questionssureshvk.20087147No ratings yet
- RRL UsedDocument4 pagesRRL Usedisko bacalsoNo ratings yet
- Configuration Du Switch ADocument2 pagesConfiguration Du Switch AParfaite ChiokoNo ratings yet
- School of Computer Science: NAME-Shahid Afridi SAP ID - 500068189 ROLL NO - R134218148 CSF B3Document75 pagesSchool of Computer Science: NAME-Shahid Afridi SAP ID - 500068189 ROLL NO - R134218148 CSF B3Misbah ArshadNo ratings yet
- Functional Dependency and NormalisationDocument15 pagesFunctional Dependency and NormalisationEric AwatNo ratings yet
- Lec06 BottomupparserDocument88 pagesLec06 BottomupparserRahul Pandey83% (6)
- Best Whatsapp Recovery Tool in 2022 - Wootechy Whatsapp Recovery ExpertDocument6 pagesBest Whatsapp Recovery Tool in 2022 - Wootechy Whatsapp Recovery Experttangela minnickNo ratings yet
- SysTask V3x EDocument13 pagesSysTask V3x Emuhamad.badar9285No ratings yet
- Edmodo Basics: Creating and Managing Teacher Account in EdmodoDocument73 pagesEdmodo Basics: Creating and Managing Teacher Account in Edmodowaltz crisNo ratings yet
- Texas Instruments Usb 3410 DriverDocument3 pagesTexas Instruments Usb 3410 Drivercarlos fernando cañizalez planasNo ratings yet
- Assignment NWC4233 0722Document3 pagesAssignment NWC4233 0722Saifdinie IfwatNo ratings yet
- LogDocument5 pagesLogNagy KárolyNo ratings yet
- Chapter 4Document10 pagesChapter 4Harshvardhan GuptaNo ratings yet
- BaitapDocument4 pagesBaitapTrần Huy PhanNo ratings yet
- A Customer Needs Layer 2 Switches That Provide Basic FunctionalityDocument15 pagesA Customer Needs Layer 2 Switches That Provide Basic FunctionalityXetraNo ratings yet
- IWR 0404 Ed01 TigerTMS IChargeR50.3 OmniPCXEnterpriseR12.4Document56 pagesIWR 0404 Ed01 TigerTMS IChargeR50.3 OmniPCXEnterpriseR12.4Dinusha BandaraNo ratings yet
- AWT ComponentsDocument28 pagesAWT ComponentsMahesh RaghvaniNo ratings yet
- Vacuum Tubes and Digital Electronic CircuitsDocument2 pagesVacuum Tubes and Digital Electronic CircuitsRonaldNo ratings yet
- Final Assessment I - Attempt Review - INBIOT - AIDocument135 pagesFinal Assessment I - Attempt Review - INBIOT - AIIshita JindalNo ratings yet
- Kecs 101Document26 pagesKecs 101apoorva aapoorvaNo ratings yet
- Route Assignment: FIRST SEMESTER AY 2019-2020Document4 pagesRoute Assignment: FIRST SEMESTER AY 2019-2020Rafaella ManaloNo ratings yet