Download as pdf or txt
You might also like
- KPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFDocument67 pagesKPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFMohamed F Morsy60% (5)
- ADMS 2320 Test 1 SheetDocument1 pageADMS 2320 Test 1 SheetJustin St Louis WoodNo ratings yet
- Circular Flow Model WorksheetDocument2 pagesCircular Flow Model Worksheetapi-320972635No ratings yet
- Case Study - Sabic Shutdown Optimisation PDFDocument8 pagesCase Study - Sabic Shutdown Optimisation PDFArielNo ratings yet
- Leadership For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle InstituteDocument12 pagesLeadership For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle Instituterams789No ratings yet
- Homeroom Pta Financial ReportDocument1 pageHomeroom Pta Financial ReportRoxanne Tiffany Dotillos Sarino100% (1)
- Tax ClearanceDocument1 pageTax ClearanceliuNo ratings yet
- Effective Guide To Forex Trading - Kelvin Lee PDFDocument67 pagesEffective Guide To Forex Trading - Kelvin Lee PDFoaperuchena100% (2)
- Shutdown Maintenance PlanningDocument6 pagesShutdown Maintenance PlanningvijaykmjNo ratings yet
- Plant TurnaroundsDocument12 pagesPlant TurnaroundsVaisakh KrishnaNo ratings yet
- Fundamentals of Maintenance PlanningDocument3 pagesFundamentals of Maintenance PlanningYousef AsmarNo ratings yet
- Turnaround Management Methodology For Fertilizer Plants - Document GuidanceDocument12 pagesTurnaround Management Methodology For Fertilizer Plants - Document Guidancerobertion100% (1)
- KBC White Paper - RAM Turnaround StrategyDocument6 pagesKBC White Paper - RAM Turnaround Strategywgzheng2001No ratings yet
- Shutdown Management PDFDocument8 pagesShutdown Management PDFEdmund Yoong100% (1)
- Turnaround-Shorter & SaferDocument5 pagesTurnaround-Shorter & SaferChem.EnggNo ratings yet
- Managing WorkscopeDocument7 pagesManaging WorkscopeLuis Rosi PoloNo ratings yet
- Tackle Refining Industry ChallengesDocument30 pagesTackle Refining Industry ChallengesProsperNo ratings yet
- Maintenance and Turnaround Planning Critical To Successful Ejector Vacuum System OperationDocument5 pagesMaintenance and Turnaround Planning Critical To Successful Ejector Vacuum System Operationganesh gundNo ratings yet
- ShutdownDocument6 pagesShutdownGuru Raja Ragavendran NagarajanNo ratings yet
- Planning For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle InstituteDocument12 pagesPlanning For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle Instituterams789No ratings yet
- IBM Oil - Turnaround Management SolutionsDocument2 pagesIBM Oil - Turnaround Management SolutionsIBM Chemical and PetroleumNo ratings yet
- Job Pack WP 509 e 001gDocument91 pagesJob Pack WP 509 e 001gdwivedipramodkumarNo ratings yet
- Enclosure-12 - GCC Quality FormsDocument502 pagesEnclosure-12 - GCC Quality FormsAndrei UrsacheNo ratings yet
- Shutdown 2010 BrochureDocument11 pagesShutdown 2010 Brochuret_saumitra100% (1)
- Managing Efficient ShutdownDocument5 pagesManaging Efficient ShutdownEhab AbowardaNo ratings yet
- Advanced Turnaround, Shutdown & Outage Management: Expert Course Faculty LeaderDocument5 pagesAdvanced Turnaround, Shutdown & Outage Management: Expert Course Faculty LeaderDominic LeeNo ratings yet
- Best Practices ParadasDocument40 pagesBest Practices ParadasCarlos Alberto Bardales Garcia0% (1)
- Attachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023Document13 pagesAttachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023BALAKRISHANANNo ratings yet
- Equipment Criticality AnalysisDocument20 pagesEquipment Criticality AnalysisArmandoNo ratings yet
- PETA-7.3 Step DescriptionDocument51 pagesPETA-7.3 Step DescriptionNack Abd Rauof100% (1)
- World Class ShutdownDocument6 pagesWorld Class ShutdownKmt_AeNo ratings yet
- AV ME SOP 02 Criticality AnalysisDocument4 pagesAV ME SOP 02 Criticality AnalysisjfejfeNo ratings yet
- Steam Turbine Risk Assessment - Project: Inspection and Overhaul Optimization of Steam TurbinesDocument8 pagesSteam Turbine Risk Assessment - Project: Inspection and Overhaul Optimization of Steam TurbinesAnonymous PkeI8e84Rs100% (1)
- Click To Go To IndexDocument16 pagesClick To Go To Indexrty2No ratings yet
- Design For MaintainabilityDocument7 pagesDesign For MaintainabilityEmilian PopaNo ratings yet
- Maintenance Function in RefineryDocument8 pagesMaintenance Function in RefineryMohammad Abubakar Siddiq0% (1)
- 2 Leading Indicators of Turnaround Performance OutcomesDocument12 pages2 Leading Indicators of Turnaround Performance OutcomesPrettyAnnie51No ratings yet
- Maintenance ActivitiesDocument44 pagesMaintenance ActivitiesHoang Thang100% (2)
- ME189 - Process Plant Shutdown, Turnaround TroubleshootingDocument6 pagesME189 - Process Plant Shutdown, Turnaround TroubleshootingKais RegaiegNo ratings yet
- Refinery TroubleshootingDocument5 pagesRefinery TroubleshootingDương Nguyễn TùngNo ratings yet
- Manpower List - Aims HCMLDocument5 pagesManpower List - Aims HCMLJuliyanto STNo ratings yet
- Why Asset Integrity Implementation FailsDocument2 pagesWhy Asset Integrity Implementation Failsmohsen m.aghabeglouNo ratings yet
- Introduction: TPM: Presented by Andy Ginder Vice President, ABB Reliability Consulting 281-450-1081Document31 pagesIntroduction: TPM: Presented by Andy Ginder Vice President, ABB Reliability Consulting 281-450-1081Suman TutooNo ratings yet
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocument19 pagesSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- Integrating Earned Value Management With CC ExecutionDocument12 pagesIntegrating Earned Value Management With CC ExecutionAntonio CalcinaNo ratings yet
- Coke Drum Structure Safety During Shutdowns Maintenance Moloney ExxonMobil DCU New Delhi 2013 PDFDocument38 pagesCoke Drum Structure Safety During Shutdowns Maintenance Moloney ExxonMobil DCU New Delhi 2013 PDFtogentongNo ratings yet
- PETA-7.1 Step DescriptionDocument44 pagesPETA-7.1 Step DescriptionNack Abd RauofNo ratings yet
- BP Toledo v6 LoDocument20 pagesBP Toledo v6 LoMarcos ArraezNo ratings yet
- HSE Verification & Validation Checklist - Energy IsolationDocument12 pagesHSE Verification & Validation Checklist - Energy Isolationhilmy100% (1)
- Sydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Document19 pagesSydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Rupesh Desai100% (1)
- Plant Modification Request Flowchart PLTUDocument3 pagesPlant Modification Request Flowchart PLTUsas13No ratings yet
- 4.0 Best Practice - Risk Based InspectionDocument29 pages4.0 Best Practice - Risk Based Inspectionramu100% (1)
- Sabp G 009aDocument10 pagesSabp G 009ammmNo ratings yet
- Service Specification For Mechanical Work in TurnaroundsDocument25 pagesService Specification For Mechanical Work in Turnaroundsjuncu100% (1)
- Tarnoaround PlanningDocument33 pagesTarnoaround PlanningShahnawaz BateyNo ratings yet
- AIMS Training (July 31, 2024)Document4 pagesAIMS Training (July 31, 2024)Arianta RianNo ratings yet
- Assetivity Asset Management Policy TemplateDocument1 pageAssetivity Asset Management Policy TemplateShashannk DoshiNo ratings yet
- Primavera Course Description and Course Content 4Document5 pagesPrimavera Course Description and Course Content 4Sheikh Muhammad NafeesNo ratings yet
- Blind List C101 ReactorDocument2 pagesBlind List C101 ReactorMadhan KannanNo ratings yet
- The Maintenance Management Framework - Models and Methods For Complex Systems Maintenance (SpringeDocument6 pagesThe Maintenance Management Framework - Models and Methods For Complex Systems Maintenance (Springefrank naranjoNo ratings yet
- HSE REMINDER-March 2012-Plant Turnaround SafetyDocument1 pageHSE REMINDER-March 2012-Plant Turnaround SafetyDarius DsouzaNo ratings yet
- Systematic Layout PlanningDocument5 pagesSystematic Layout PlanningNishant1993No ratings yet
- 00 PR PH 00002 - 2 Service Definition PhilosophyDocument8 pages00 PR PH 00002 - 2 Service Definition PhilosophyStevanNikolicNo ratings yet
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionFrom EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionNo ratings yet
- Dry Gas Seal - SIEMENSDocument107 pagesDry Gas Seal - SIEMENSreguii100% (4)
- Controlling Contaminants in Vacuum GasoilDocument5 pagesControlling Contaminants in Vacuum GasoilreguiiNo ratings yet
- 3-TAL Trade Register-Company StatusDocument6 pages3-TAL Trade Register-Company StatusreguiiNo ratings yet
- GeneralDocument2 pagesGeneralreguiiNo ratings yet
- Schedule A. Scope of Works Hose Assembly TH005 EnglishDocument6 pagesSchedule A. Scope of Works Hose Assembly TH005 EnglishreguiiNo ratings yet
- Tenders and BiddingDocument10 pagesTenders and BiddingSrdjan KitanovicNo ratings yet
- Portfolio Theory Exam 2020 With SolutionDocument4 pagesPortfolio Theory Exam 2020 With SolutionFARAH BENDALINo ratings yet
- Managerial Economics - Chapter 1Document17 pagesManagerial Economics - Chapter 1NeighvestNo ratings yet
- Solution Manual For Interpreting and Analyzing Financial Statements 6th Edition by SchoenebeckDocument36 pagesSolution Manual For Interpreting and Analyzing Financial Statements 6th Edition by Schoenebeckthionineredeyeao9j100% (44)
- Introduction To Operations ManagementDocument22 pagesIntroduction To Operations ManagementJocelyn Dela RosaNo ratings yet
- Data Inventory Shipments of MTCDocument10 pagesData Inventory Shipments of MTCLNPTNo ratings yet
- Sim CBM 122 Lesson 3Document9 pagesSim CBM 122 Lesson 3Andrew Sy ScottNo ratings yet
- Lesson 8 - The Global CityDocument27 pagesLesson 8 - The Global CityBpNo ratings yet
- Data - Sheet - FP1 - 2102-100 - Active - Digital - 1060 (Refurb or Newer)Document2 pagesData - Sheet - FP1 - 2102-100 - Active - Digital - 1060 (Refurb or Newer)Basil HwangNo ratings yet
- Boarding Pass (COK HYD)Document20 pagesBoarding Pass (COK HYD)Nathan ManiNo ratings yet
- Chapter 11 Global and International Issues: Strategic Management: A Competitive Advantage Approach, 17e (David/David)Document30 pagesChapter 11 Global and International Issues: Strategic Management: A Competitive Advantage Approach, 17e (David/David)asdfghjklNo ratings yet
- An Integrated Location, Production, Distribution and Investment Model For A Multinational CorporationDocument16 pagesAn Integrated Location, Production, Distribution and Investment Model For A Multinational CorporationAlejandro Duvan Lopez RojasNo ratings yet
- Quiz 2Document5 pagesQuiz 2Yazmine Aliyah A. CaoileNo ratings yet
- Semester Syllabus First and Second, Higher Education, Madhya Pradesh, IndiaDocument1 pageSemester Syllabus First and Second, Higher Education, Madhya Pradesh, IndiaGarima GarimaNo ratings yet
- Marketing AspectDocument27 pagesMarketing AspectJustineAnneGRigonan100% (1)
- University of Santo TomasDocument1 pageUniversity of Santo TomasDennis Michael DyNo ratings yet
- Perhaps You Wondered What Ben Kinmore Who Lives Off inDocument2 pagesPerhaps You Wondered What Ben Kinmore Who Lives Off intrilocksp SinghNo ratings yet
- English Nomination FormDocument14 pagesEnglish Nomination FormroyshoaibNo ratings yet
- Pierson - Increasing Returns, Path Dependence, and Study of PoliticsDocument18 pagesPierson - Increasing Returns, Path Dependence, and Study of PoliticsSamuel AbebawNo ratings yet
- Chapter 5 - SolutionsDocument5 pagesChapter 5 - SolutionshnNo ratings yet
- Factsheet NIFTY50 Equal WeightDocument2 pagesFactsheet NIFTY50 Equal WeightS SinghNo ratings yet
- Total Cost of OwnershipDocument21 pagesTotal Cost of OwnershipthejeshwarNo ratings yet
- Value Chart For YES Prosperity Edge Credit CardDocument1 pageValue Chart For YES Prosperity Edge Credit CardRajeev KumarNo ratings yet
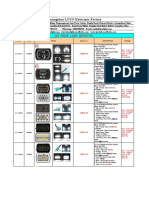
- Loyo Led Truck Light Quotation 2020Document7 pagesLoyo Led Truck Light Quotation 2020Mimmo Beniamino PennesiNo ratings yet
- Memorandum of UnderstandingDocument7 pagesMemorandum of UnderstandingDhruvik PatelNo ratings yet