Download as pdf or txt
You might also like
- Reading Process Worksheet PalenciaDocument4 pagesReading Process Worksheet PalenciaFranz PalenciaNo ratings yet
- Cooling Tower and Chiller Cleaning ProceduresDocument4 pagesCooling Tower and Chiller Cleaning ProceduresAndeska Pratama100% (2)
- Pickling and Passivity Procedure - Rev A PDFDocument7 pagesPickling and Passivity Procedure - Rev A PDFthanh100% (1)
- 4 Roadtec 600 Cummins QSXDocument24 pages4 Roadtec 600 Cummins QSXdavidNo ratings yet
- BioPsychoSocial JongsmaDocument4 pagesBioPsychoSocial Jongsmarredmond100% (2)
- CEDA Brochure Chemical CleaningDocument6 pagesCEDA Brochure Chemical CleaningHendi RustandiNo ratings yet
- Kleen: Koch 150 Membrane CleanerDocument2 pagesKleen: Koch 150 Membrane Cleanerdalton2004No ratings yet
- sf02s02 PDFDocument68 pagessf02s02 PDFsanjay ukalkarNo ratings yet
- Industrial Cleaning Source BookDocument58 pagesIndustrial Cleaning Source Bookshiel175No ratings yet
- Haskel Oxygen Cleaning Ebook FinalDocument10 pagesHaskel Oxygen Cleaning Ebook FinalCamila RochaNo ratings yet
- Types & Cleaning Requirements of Piping SystemsDocument5 pagesTypes & Cleaning Requirements of Piping SystemsAkansha SharmaNo ratings yet
- AlconoxDocument2 pagesAlconoxsungkyuNo ratings yet
- Critical Cleaning Guide: How To Select and Use Detergents For Critical Cleaning ApplicationsDocument20 pagesCritical Cleaning Guide: How To Select and Use Detergents For Critical Cleaning Applicationsmaneshdixit4312No ratings yet
- CV 3504OxygenCleaning2Document2 pagesCV 3504OxygenCleaning2SiDdu KalashettiNo ratings yet
- Pharmaceutical Clean RoomDocument32 pagesPharmaceutical Clean RoomMustafizur Rahman AviNo ratings yet
- Industrial Cleaning Source Book: September 1993Document57 pagesIndustrial Cleaning Source Book: September 1993praschemicalNo ratings yet
- Company Services Profile: M/S Easy Technical Services LLCDocument10 pagesCompany Services Profile: M/S Easy Technical Services LLCarun kumarNo ratings yet
- Fired Pressure VesselDocument27 pagesFired Pressure VesselAmir ZamriNo ratings yet
- Cooling Tower and Chiller CleaningDocument38 pagesCooling Tower and Chiller CleaningQOBIT100% (3)
- Techbull CitranoxDocument2 pagesTechbull CitranoxrenzopancorboNo ratings yet
- AC 43.13-1B Section 5 Penetrant InspectionDocument8 pagesAC 43.13-1B Section 5 Penetrant Inspection320338100% (1)
- Asv Enviro Electrical Contact CleanerDocument2 pagesAsv Enviro Electrical Contact Cleanervinil radhakrishnaNo ratings yet
- Surface 1Document1 pageSurface 1kattabommanNo ratings yet
- Surface Mounting Process: Mitsubishi Integrated Circuit PackagesDocument3 pagesSurface Mounting Process: Mitsubishi Integrated Circuit PackagesOscarTech DeveloperNo ratings yet
- Processing: 3.1 Preparation of The Specimen 3.1.1 TreatmentDocument13 pagesProcessing: 3.1 Preparation of The Specimen 3.1.1 TreatmentMirza Safeer AhmadNo ratings yet
- Key To Successful Chemical Cleaning of BoilersDocument14 pagesKey To Successful Chemical Cleaning of BoilersNeeraj HegdeNo ratings yet
- Precleaning: Liquid Penetrant InspectionDocument2 pagesPrecleaning: Liquid Penetrant InspectionbalajiNo ratings yet
- JIEYUAN Project Execution Plan of Chemical Cleaning and Oil Flushing For Cooling Medium SystemDocument12 pagesJIEYUAN Project Execution Plan of Chemical Cleaning and Oil Flushing For Cooling Medium SystemTao QuNo ratings yet
- Internal Cleaning of Piping System PDFDocument6 pagesInternal Cleaning of Piping System PDFNight WatchNo ratings yet
- Designing An Effective Cleaning Procedure For Medical Devices Through Laboratory StudiesDocument37 pagesDesigning An Effective Cleaning Procedure For Medical Devices Through Laboratory StudiesOrielson CruzNo ratings yet
- Cleaning TechnologyDocument58 pagesCleaning Technologybutchoy2850% (2)
- Alconox: Powdered Precision CleanerDocument2 pagesAlconox: Powdered Precision CleanercarbouNo ratings yet
- Cleaning ValidationDocument10 pagesCleaning ValidationPharmacistNo ratings yet
- Penetrant TestingDocument24 pagesPenetrant Testingmoreno.markloiiNo ratings yet
- TergazymeDocument2 pagesTergazymeaida.framelensNo ratings yet
- Liquid Penetrant Testing (ASME BPVC Section V - Article 6, ASTM E-165-02)Document4 pagesLiquid Penetrant Testing (ASME BPVC Section V - Article 6, ASTM E-165-02)Lakshmi KruthigaNo ratings yet
- Wastewater TreatmentDocument15 pagesWastewater TreatmentDaniel MolinaNo ratings yet
- NDT Basics PresentationsDocument154 pagesNDT Basics Presentationskirans60100% (1)
- Dye Penetrant TestingDocument20 pagesDye Penetrant TestingRamesh RNo ratings yet
- LPTDocument22 pagesLPTPratik SalveNo ratings yet
- UF ManualDocument3 pagesUF ManualkingloloNo ratings yet
- Kleen: Koch 221 Membrane CleanerDocument2 pagesKleen: Koch 221 Membrane Cleanerdalton2004No ratings yet
- ROSEN Group - Pipeline Cleaning SolutionsDocument20 pagesROSEN Group - Pipeline Cleaning SolutionsAnonymous 6ufCs96TLNo ratings yet
- Cleaning With Alcohol and CyclohexaneDocument34 pagesCleaning With Alcohol and CyclohexaneChoice OrganoNo ratings yet
- Technical Information CIP COPDocument10 pagesTechnical Information CIP COPyosep naibahoNo ratings yet
- Chapter 3Document36 pagesChapter 3tedy yidegNo ratings yet
- Industrial Chemical Cleaning MethodsDocument29 pagesIndustrial Chemical Cleaning MethodsTEZ ANALYSIS AND STORIESNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Preparing For Coating and Cleaning Procedures The Need For Clean SurfacesDocument3 pagesPreparing For Coating and Cleaning Procedures The Need For Clean Surfacesana_zafNo ratings yet
- ElectroFin Coil Cleaning RecommendationsDocument3 pagesElectroFin Coil Cleaning RecommendationsHarry A HartmanNo ratings yet
- Clean in Place Guide LinesDocument8 pagesClean in Place Guide LinesArunachalam NarayananNo ratings yet
- Procedure For Tank Cleaning On Crude Oil TankersDocument10 pagesProcedure For Tank Cleaning On Crude Oil TankershifzhanfahrejaaNo ratings yet
- Manufacturing Processes: International Islamic University IslamabadDocument21 pagesManufacturing Processes: International Islamic University IslamabadHassan AliNo ratings yet
- Clean Room System Laboratory System: Specialist Diploma in M&E Co-OrdinationDocument44 pagesClean Room System Laboratory System: Specialist Diploma in M&E Co-OrdinationKaungNo ratings yet
- Ultrasonic CleaningDocument129 pagesUltrasonic Cleaningalfgraga6043No ratings yet
- WP-3000 GPD Annual Cleaning OF Double Pass Ro System: Chem Tech ConsultantsDocument4 pagesWP-3000 GPD Annual Cleaning OF Double Pass Ro System: Chem Tech ConsultantsAbdul SamadNo ratings yet
- Liquid Penetrant ExaminationDocument5 pagesLiquid Penetrant ExaminationKevin ThomasNo ratings yet
- 04-Diff Surface Conditions Info SheetsDocument14 pages04-Diff Surface Conditions Info SheetsRony Prayitno SimeonNo ratings yet
- Industrial Cleaning - Source Book PDFDocument58 pagesIndustrial Cleaning - Source Book PDFJhony LopesNo ratings yet
- Cleaning Instructions For SmoghogDocument4 pagesCleaning Instructions For Smoghogcorey hamiltonNo ratings yet
- Electro-Cleaning Technical Brief: Contact: David BenchoamDocument8 pagesElectro-Cleaning Technical Brief: Contact: David BenchoamMehdiNo ratings yet
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AFrom EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&ANo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Training PT Level 1 HandbookDocument79 pagesTraining PT Level 1 HandbookNDT GMFNo ratings yet
- Intro To EC - LVL IIDocument133 pagesIntro To EC - LVL IINDT GMFNo ratings yet
- Safety Data Sheet: Ardrox 9PR5, AerosolDocument15 pagesSafety Data Sheet: Ardrox 9PR5, AerosolNDT GMFNo ratings yet
- Safety Data Sheet: Ardrox 9D1B, AerosolDocument20 pagesSafety Data Sheet: Ardrox 9D1B, AerosolNDT GMFNo ratings yet
- 5.ASME Section V Article 24, SE 165 (2010)Document23 pages5.ASME Section V Article 24, SE 165 (2010)NDT GMFNo ratings yet
- 6.ASME Section VIII, Man App 8 (2010)Document2 pages6.ASME Section VIII, Man App 8 (2010)NDT GMFNo ratings yet
- 1 Suspected Unapprove PartDocument27 pages1 Suspected Unapprove PartNDT GMF100% (1)
- NDT Report Attachment: Original Thicknes: 0,080 Inch Remaining Thickness: 0,073 InchDocument2 pagesNDT Report Attachment: Original Thicknes: 0,080 Inch Remaining Thickness: 0,073 InchNDT GMFNo ratings yet
- NTM A330Document20 pagesNTM A330NDT GMFNo ratings yet
- Control System Kec 602Document2 pagesControl System Kec 602Nitya MishraNo ratings yet
- IPT Full MaterialsDocument197 pagesIPT Full Materialsabenezer milkiasNo ratings yet
- Oct-Chapter 1&2 - Practical ResearchDocument16 pagesOct-Chapter 1&2 - Practical ResearchJaimee Mojica TaligonNo ratings yet
- MSTE Nov 2021 Licensure Exam - (2) - 220425 - 092318Document155 pagesMSTE Nov 2021 Licensure Exam - (2) - 220425 - 092318Chantal Faye GacusanNo ratings yet
- Coffee Shop Business PlanDocument35 pagesCoffee Shop Business PlanKryon Cloud67% (3)
- Billionaire Song ExerciseDocument1 pageBillionaire Song ExerciseLisa DXNo ratings yet
- Psycosocial Activities Day 3Document40 pagesPsycosocial Activities Day 3John Briane CapiliNo ratings yet
- Diagrama 950H PDFDocument1 pageDiagrama 950H PDFDaniel Castillo PeñaNo ratings yet
- DR Himanshu Gaur: Consultant Orthopaedic, Joint Replacement & Arthroscopy (Sports Injury) Surgeon BCIMS, New DelhiDocument34 pagesDR Himanshu Gaur: Consultant Orthopaedic, Joint Replacement & Arthroscopy (Sports Injury) Surgeon BCIMS, New DelhiAnjani Kumar JhaNo ratings yet
- ASTM D2041 aashto T209 ефект процент битума PDFDocument4 pagesASTM D2041 aashto T209 ефект процент битума PDFanon_711474514No ratings yet
- Des-F1025p-E DSDocument3 pagesDes-F1025p-E DSNaing Win ZawNo ratings yet
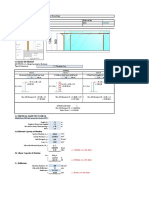
- Sample Railing Calculation To Euro Code PDFDocument4 pagesSample Railing Calculation To Euro Code PDFphuckha2012100% (1)
- Keep Your Liquids On The Proper Flight Path: The New Security RegulationsDocument2 pagesKeep Your Liquids On The Proper Flight Path: The New Security RegulationsChai YawatNo ratings yet
- Bba 820 - Managerial Functions - Blended ModuleDocument73 pagesBba 820 - Managerial Functions - Blended Modulemichael kimNo ratings yet
- Gestational Diabetes Diet - What To Eat For A Healthy Pregnancy PDFDocument9 pagesGestational Diabetes Diet - What To Eat For A Healthy Pregnancy PDFJibin John JacksonNo ratings yet
- Tugas Uas Miss LennyDocument8 pagesTugas Uas Miss LennyZiyan Khoirun hakimNo ratings yet
- What Is The Difference Between Cement and Concrete?Document26 pagesWhat Is The Difference Between Cement and Concrete?Al-Buruj InstituteNo ratings yet
- Jaguar Land Rover Acquisition Part 1Document12 pagesJaguar Land Rover Acquisition Part 1Ankur Dinesh PandeyNo ratings yet
- Machine Learning in GeoscienceDocument22 pagesMachine Learning in GeoscienceAde PrayudaNo ratings yet
- Bhaktisiddhanta Appearance DayDocument5 pagesBhaktisiddhanta Appearance DaySanjeev NambalateNo ratings yet
- Chartplotter Compatibility Guide: Products Content and FeaturesDocument2 pagesChartplotter Compatibility Guide: Products Content and FeaturesRimantas VaiciusNo ratings yet
- The GiantDocument4 pagesThe GiantBug BeeNo ratings yet
- Composition 1 S2 2020 FinalDocument46 pagesComposition 1 S2 2020 Finalelhoussaine.nahime00No ratings yet
- 2016 Hyundai Grand I10 Magna 1.2 VTVT: Great DealDocument4 pages2016 Hyundai Grand I10 Magna 1.2 VTVT: Great DealBoby VillariNo ratings yet
- Part Ii: A BC ACB ABC Ø XyzDocument2 pagesPart Ii: A BC ACB ABC Ø XyzHamza NagraNo ratings yet
- DAFPUSDocument3 pagesDAFPUSNabila SalehNo ratings yet
- Earths Structure AnswersheetDocument2 pagesEarths Structure AnswersheetHitakshi BhanushaliNo ratings yet